As normas RDC 331/2019 e IN 60/2019, que são a nova referência para qualidade microbiológica dos alimentos, são revolucionárias na forma de prevenção e mudanças na forma de se trabalhar. Junto com a necessidade de uma grande quantidade de unidades amostrais, vêm os impactos financeiros para as empresas alimentícias (incluindo bebidas e águas engarrafadas), independentemente do porte. As novidades e as modificações para atender os padrões novos entrarão em vigor em 26/12/20, são o foco deste post (enquanto isso segue válida a RDC 12/01). Também foram revogados os parâmetros para microbiologia de água mineral e água adicionada de sais. Esta revisão não abrange aditivos e coadjuvantes tecnológicos (B2B), somente para consumidores finais (prontos para a oferta ao consumidor).
Há novidades no artigo 6: a indústria é responsável para se adequar aos processos e determinar a frequência das análises do produto final.
Planos de amostragens representativos estão determinadas na RDC 331, artigo 9, onde os setores envolvidos na cadeia de alimentos, assim como as autoridades sanitárias competentes, podendo ter amostragens indicativas ou representativas. No anexo 1 da IN 60, divididas em categorias (foram consideradas as constantes do livro da International Comission on Microbiological Specifications for Foods (ICMSF) especificada a detecção de toxinas estafilocócica e histaminas, decorrentes de metabólitos microbianos), sendo os fabricantes que determinam o lote, com plano de 2 classes e de 3 classes. Para planos de 2 classes separar o aceitável do não, usados na pesquisa de microrganismos patogênicos, principalmente. Já o de 3 classes tem o intermediário, além do aceitável e inaceitável (o nível aceitável consta no anexo 1 da IN 60).
Outra novidade na cadeia produtiva de alimentos é que se deve investigar as possíveis causas de contaminantes microbiológicos no seu plano analítico especificando os resultados satisfatórios com qualidade intermediária e resultados insatisfatórios com qualidade inaceitável. Artigo 15 pede para implementar as ações corretivas extensivas a outros lotes com risco inaceitável para a saúde humana, ou seja, lotes em condições similares devem buscar o recall exigido pela RDC 24 se colocados no mercado.
Na IN 60 há 3 anexos:
1 – padrões microbiológicos de alimentos (exceto os alimentos estéreis comercialmente),
2 – Listeria monocytogenes em alimentos prontos para consumo e
3 – alimentos comercialmente estéreis.
O que se exige para a indústria é montar um plano, coleta, método e transporte definidos, frequência das análises, adequações de processos em produtos finais, escolher planos de 2 ou 3 classes, analisar os resultados e executar ações corretivas e assegurar os lotes em situações parecidas.
O impacto no nº de análises (valor das amostras representativas) faz com que mais análises gerem mais resultados e mais dados para as tomadas de decisões, sendo mais assertivas. Por exemplo: alguns alimentos devem tomar pelo menos 10 amostras por lotes para analisar Salmonella. Há formas de diminuir o impacto, passando por composição de amostras (pooling), se seguir o guia da ISO 16140 (guia da ISO para validações de microbiologia em alimentos) combinam amostras com composição úmida e a seca, pois a RDC 331 exige que, quando se fizer uma combinação de amostras, o método (descrição analítica) seja mencionado em seu manual (descrição analítica), sendo este metodologia validada. Existem métodos descritos na RDC 331? Não, inteligentemente, assim como na antiga RDC 12/01, referenciam em quais organismos internacionais o método está validado (artigo 10) por instituições internacionais, como Codex, APHA, BAM/FDA, AOAC, USP, além de metodologias como Afnor e Microval utilizadas na Europa.
Exemplos das modificações, com objetivo de atender metas internacionais, do que era na RDC 12 e na RDC 331:
– Coliformes a 45ºC foram substituídos por E.coli;
– Entrou a Enterobactereas que indicam higiene e falhas nos processos eliminadas por higiene ou calor;
– carne suína e Salmonela era c = zero e o c = 1 em 5 amostras porque o alimento vai passar por processos térmicos e o MAPA regula durante a industrialização junto com ANVISA que fiscaliza no produto final;
– carnes de aves não incluíam Salmonella tiphimurium e enteritidis com ausência e é base legal para retirar do mercado as duas linhagens perigosas para a saúde humana.
– Necessário o controle de enterotoxina (1 nanograma/1g) em vários tipos de alimentos (toxina de estafilococus que é termorresistente).
– Controle de histamina 100 ppm em 9 amostras, nenhuma pode ser maior do que 200 ppm, mas apenas para peixes com alto teor de histidina.
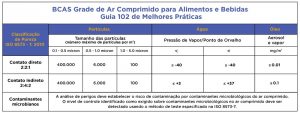
– Águas envasadas com modificação, pois revogou a RDC específica (categoria 24) mudou o volume de análises de 100 mL para 250 mL devido à lei europeia e o processo, se forem métodos de meios de cultura cromogênicos, precisam adquirir blisters diferentes.
– Bebidas de sucos e bebidas in natura ou reconstituídas (água de coco e caldo de cana) foram reenquadrados (5 amostras com 2 até 10 UFC).
– Listeria monocytogenes para alimentos prontos para consumo com n=5 pode ter até 100 UFC.
– Listeria para lactantes é ausência e demais alimentos 100 UFC/g.
– Todos os setores envolvidos na cadeia na IN 60 devem cumprir durante todo o prazo de validade do produto no mercado (não passar de 100 UFC, com tendência de presença e ausência e não aceitação). Há ferramentas preventivas para garantir que o produto terminado não estará fora, lançar mão de prevenção: swab de superfícies com matérias orgânicas, daí existe o risco de contaminação microbiológica e depois contaminar o lote que tocou a superfície e concentração de sanitizantes; e monitoramento de ar: aspiração e os microrganismos são fixados em ágar incubado e outro para ar comprimido.
Para maiores esclarecimentos, a ANVISA publicou “Padrões Microbiológicos” 2ª edição agora em julho de 2020 com 78 perguntas & respostas, confira Padrões microbiológicos .
4 min leituraAs normas RDC 331/2019 e IN 60/2019, que são a nova referência para qualidade microbiológica dos alimentos, são revolucionárias na forma de prevenção e mudanças na forma de se trabalhar. […]