5 min leituraPerigos químicos é um tema de elevada importância quando se trata de Segurança dos Alimentos, e por isso já foi abordado algumas vezes aqui em “Não se esqueça dos perigos químicos no HACCP!”, “Tendências regulatórias para perigos químicos”, entre outras. Nesta discussão não podem ficar de fora os solventes utilizados na produção de alimentos e o arcabouço normativo aplicável, o que é fundamental para controle e garantia da inocuidade dos produtos alimentícios. O objetivo deste post é trazer informações regulatórias acerca desse assunto e sobre a Consulta Pública (CP) aberta pela ANVISA no mês de junho.
A CP nº 822/2020 trata da proposta de Resolução de Diretoria Colegiada (RDC) que estabelece os solventes de extração e processamento autorizados para uso na produção de alimentos e ingredientes. Este é o tema 4.4 “Requisitos sanitários para aditivos alimentares e coadjuvantes de tecnologia” da Agenda Regulatória 2017-2020. A proposta de CP foi aprovada por unanimidade pela Diretoria Colegiada (DICOL) da ANVISA, conforme consta da Ata da 9ª ROP (Reunião Ordinária Pública).
Sob o ponto de vista regulatório, os solventes de extração e processamento são classificados como coadjuvantes de tecnologia. De acordo com a Portaria SVS/MS 540/1998, coadjuvante é a substância utilizada na elaboração e/ou conservação de um produto, que não se consome por si só como ingrediente alimentar e que se emprega intencionalmente na elaboração de matérias-primas, alimentos ou seus ingredientes, para obter uma finalidade tecnológica durante o tratamento ou fabricação.
Ainda, conforme a Portaria SVS/MS 540/1998, solvente de extração e processamento é a substância que tem a capacidade de dissolver parte dos componentes de um alimento, facilitando sua extração e separação. Tal norma também determina que o coadjuvante de tecnologia deve ser eliminado do alimento ou inativado, podendo admitir-se no produto final a presença de traços de substância, ou seus derivados. Este é um ponto crítico de controle, que deve ser considerado quando a indústria de alimentos estabelece seus procedimentos de controle da qualidade e o plano de APPCC (Análise de Perigo e Pontos Críticos de Controle).
O uso de solventes na produção de alimentos somente quando autorizados por norma sanitária é o primeiro requisito para assegurar a Segurança dos Alimentos. Atualmente, a legislação nacional apresenta somente duas Resoluções com disposições a respeito, são elas: i. RDC nº 248/2005 que dispõe sobre os coadjuvantes de tecnologia para uso em óleos e gorduras e ii. RDC nº 239/2018 que estabelece os aditivos alimentares e coadjuvantes de tecnologia autorizados para uso em suplementos alimentares.
Segundo o Relatório de Mapeamento de Impactos (REMAI) da CP nº 822/2020, tal lacuna na legislação sanitária é um problema regulatório identificado. A ANVISA ainda destaca nesse documento que outros países, tais como União Europeia (DIRECTIVA 2009/32/CE), já estabelecem os solventes de extração e processamento para uso na produção de alimentos e ingredientes. De acordo com a Agência, esse uso pode gerar resíduos ou derivados em quantidades tecnicamente inevitáveis mesmo quando o uso seja em conformidade com as Boas Práticas de Fabricação (BPF). Portanto, é necessário assegurar que esses resíduos não acarretem danos à saúde dos consumidores.
É importante destacar que é competência da ANVISA regulamentar, controlar e fiscalizar os produtos e serviços que envolvam risco à saúde pública, incluindo os alimentos e seus ingredientes, aditivos alimentares e coadjuvantes de tecnologia, como determina a Lei nº 9.782/1999. Desse modo, ainda que determinado alimento esteja enquadrado em uma categoria de produto sob competência do MAPA, tais como produtos de origem animal, os coadjuvantes de tecnologia têm sua segurança de uso avaliada pela ANVISA, e a finalidade tecnológica é analisada pelo MAPA.
De acordo com a Ata da 9ª ROP, o objetivo da atual intervenção regulatória é atualizar a lista de solventes de extração e processamento autorizados para uso na produção de alimentos e ingredientes, ampliando o rol de substâncias que podem ser empregadas, e definindo os limites máximos de resíduos tolerados. Segundo o órgão, a proposta visa remover obstáculos desnecessários ao comércio, possibilitando uma maior oferta de produtos, sem implicar em danos à saúde da população.
Tendo em vista que o uso de substâncias químicas em alimentos tem sido cada vez mais alvo de críticas, e que é baixíssimo o nível de informação que o consumidor tem sobre a análise de risco destas substâncias, é importante não só dar visibilidade do processo regulatório existente, como também enfatizar o papel do órgão sanitário que regula a produção de alimentos. A análise de risco de aditivos alimentares já foi discutida aqui em “Adoçantes são seguros? Uma abordagem sob a ótica de Food Safety e Regulatory Affairs”, e o processo relativo aos coadjuvantes de tecnologia é praticamente o mesmo. É fundamental que os consumidores tenham acesso à informação verdadeira e adequada sobre a segurança de uso de substâncias químicas no processamento de alimentos e sobre a razão tecnológica para tal. Isso a fim de evitar a chamada “desinformação” e que as pessoas deixem de consumir determinado produto por falta de conhecimento ou induzidas por comunicações equivocadas. Discussão semelhante também foi abordada aqui em ““Causos” sobre alimentos artesanais”.
A futura RDC se aplicará de forma complementar à Portaria SVS/MS 540/1998, e estabelecerá os solventes de extração e processamento autorizados para uso na produção de alimentos e ingredientes. Serão revogados o Anexo da RDC nº 248/2005 (óleos e gorduras) e o Anexo III da RDC nº 239/2018 (compostos de nutrientes e suplementos alimentares), apenas no tocante a solventes. Importante colocar que a nova norma não se aplicará aos i. aditivos alimentares e coadjuvantes de tecnologia, ii. constituintes de suplementos alimentares, cujas especificações de identidade, pureza e composição atendam integralmente, no mínimo a uma das referências listadas no art. 8º da RDC nº 243/2018 e iii. ingredientes alimentares com especificações de identidade, pureza e composição que atendam integralmente pelo menos uma referência reconhecida (por exemplo, Farmacopeia Brasileira, Farmacopeias oficialmente reconhecidas pela ANVISA (RDC nº 37/2009), Food Chemicals Codex (FCC) ou Joint FAO/WHO Expert Committee on Food Additives (JECFA)).
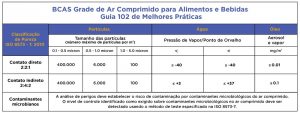
A CP nº 822/2020 traz ampla lista de solventes para uso na produção de alimentos e ingredientes, além das condições de uso e limites máximos de resíduos. A determinação de limites residuais é um relevante dispositivo regulatório para garantia da inocuidade dos alimentos. Trata-se de um item que exige adoção de ações pelas indústrias para adequação à nova legislação, isto é, estabelecimento de controles para verificação do atendimento aos limites regulamentados pela ANVISA.
É importante dar destaque ao correto entendimento da lista que será publicada pela autoridade sanitária. Em Assuntos Regulatórios é o que chamamos de “lista positiva”, ou seja, somente substâncias previstas no regulamento estão autorizadas na produção de alimentos, e somente se atendidas as condições de uso e limites máximos. Qualquer substância não elencada no regulamento está proibida. Portanto, é de total relevância que as indústrias de alimentos acompanhem o atual processo regulatório e façam suas adequações, caso necessárias.
A lista prevista na CP nº 822/2020 reúne 34 substâncias para uso como solvente de extração e processamento na produção de alimentos. Ela inclui diversas opções de solventes para todos os usos na produção de alimentos, entre os quais, etanol, propano, acetona, metano, e outros. Também estão previstos solventes para condições de uso específicas, por exemplo: éter dimetílico para preparação de produtos à base de proteínas animais desengorduradas e de colágeno, e diclorometano para descafeinação ou supressão das matérias irritantes e amargas do café e do chá. Mais da metade da lista trata de solventes autorizados somente para compostos nutrientes e suplementos alimentares, tais como ácido acético, trietilamina, heptano, etc.
Segundo a CP nº 822/2020, o uso de solventes de extração e processamento deve seguir as BPF, o que significa, segundo o texto, que seu emprego deve acarretar a presença de resíduos e derivados em quantidades tecnicamente inevitáveis e que não representem riscos à saúde humana. A RDC também estabelecerá requisitos de identidade, pureza e composição, os quais devem atender no mínimo uma especificação reconhecida, tais como, JECFA, FCC ou outras Farmacopeias reconhecidas (RDC nº 37/2009). Além disso, a nova norma prevê limites de contaminantes químicos como arsênio e chumbo para os casos nos quais estes limites não estejam previstos nas especificações anteriormente citadas.
Quando publicada, a RDC entrará em vigor na data de sua publicação, e o texto não prevê prazo de adequação. A CP nº 822/2020 está aberta para contribuições da sociedade e do setor produtivo até 21/09/2020. Informação para participação via formulário eletrônico está disponível aqui. Segundo consulta realizada ao Acompanhamento de Temas da Agenda Regulatória 2017-2020 e ao Painel dos Processos Regulatórios em Andamento, a conclusão do processo regulatório está prevista para o 3º trimestre/2020. Não deixe de participar, esse é mais um tema regulatório fundamental para a Segurança dos Alimentos!
Visualização da postagem 2.610
5 min leituraPerigos químicos é um tema de elevada importância quando se trata de Segurança dos Alimentos, e por isso já foi abordado algumas vezes aqui em “Não se esqueça dos perigos […]