6 min leituraTambém chamados de fluidos biológicos, os fluidos corporais são líquidos originários de pessoas vivas.
Eles são potencialmente contaminantes, conforme citado aqui, aqui e em vários outros noticiários.
Parece um tanto esquisito tratar desse assunto na área de controle de qualidade de alimentos, mas já parou para pensar em como proceder para limpar/higienizar uma superfície após entrar em contato com um desses fluidos? Quais riscos eles oferecem aos colaboradores e aos consumidores do produto?
Vamos inicialmente listar os principais fluidos corporais, de que forma eles podem estar no processo produtivo e quais ameaças eles podem representar.
1. FLUIDOS CORPORAIS
SANGUE
Pode estar na área produtiva proveniente de um corte, um acidente na linha de produção, um sangramento do nariz ou outro motivo. As principais ameaças são HCV /hepatite C (vírus), HBV/hepatite B (vírus), sífilis (bactéria) e a doença de Chagas (protozoário).
*Lembrando: o portador de HIV não transmite o vírus por manipular alimentos.
VÔMITO
Pode estar na área produtiva caso o manipulador esteja passando mal e não consiga se ausentar do posto de trabalho a tempo. Apesar da característica ácida, ele pode ofertar ameaças como Helicobacter pylori (bactéria) presente na mucosa do estômago.
Dependendo do quadro clínico do manipulador, o vômito pode conter os mesmos perigos que as fezes, caso seja um vômito fecalóide.
CUSPE
Pode estar na área produtiva pelo simples fato de falar, cantar, assobiar, tossir e espirrar em cima de produtos e equipamentos. Também pode ser introduzido no processo de forma intencional. Suas principais ameaças são sarampo (vírus) e herpes (vírus).
CATARRO
Pode estar na área produtiva pelos mesmos motivos do cuspe. Suas principais ameaças são as mesmas do cuspe com adição do famoso Staphylococcus aureus (bactéria), Haemophilus influenzae (bactéria), Moraxella catarrhalis (bactéria) e Streptococcus pneumoniae (bactéria).
CONTEÚDO MENSTRUAL
Pode estar na área produtiva por acidente. Mesmo que em pequenas quantidades, a pessoa pode encostar em algum equipamento ou contaminar de forma indireta o produto. Também pode ser introduzido no processo de forma intencional. Suas principais ameaças são as mesmas do sangue.
FEZES
Pode estar na área produtiva por acidente proveniente de uma diarreia caso o manipulador esteja passando mal e não consiga se ausentar do posto de trabalho a tempo. Também pode ocorrer por contato indireto na falha da lavagem das mãos, por ter um quadro de convulsão ou até por ato intencional. Suas principais ameaças são Escherichia coli, o agente patogênico causador de diarreia (bactéria ou vírus), hepatite A (vírus), Ascaris lumbricoides (verme), Enterobius vermicularis (verme), rotavírus (vírus) e norovírus (vírus).
URINA
Pode estar na área produtiva por um acidente, caso o funcionário esteja “apertado” para ir ao banheiro, por ter um quadro de convulsão ou por ato intencional. Sua principal ameaça é a gonorreia (bactéria).
SUOR
Pode estar no processo produtivo por acidente, pingando da pele (geralmente testa e queixo), ou por contato indireto na falha de lavagem das mãos. Sua principal ameaça é a micose (fungo). O suor é um fluido sem micro-organismos, porém pode arrastá-los ao entrar em contato com a pele.
SÊMEN
Pode estar no processo produtivo apenas por ato intencional, pois a ejaculação involuntária ocorre apenas durante o sono. As principais ameaças são as mesmas da urina e do sangue, exceto Chagas. Há evidências de que pode transmitir também herpes (vírus) e caxumba (vírus).
LÁGRIMAS
Pode estar no processo produtivo pelo fato de um manipulador chorar ou ter uma irritação ocular. Assim como o suor, não apresenta micro-organismos, mas pode “arrastar” e há evidências de que pode transmitir herpes (vírus).
LEITE MATERNO
Pode estar no processo produtivo por intermédio de manipuladores que estejam amamentando. Suas ameaças são praticamente as mesmas do sangue, com inclusão de caxumba (vírus), rubéola (vírus) e até medicamentos.
Após listados os fluidos, vamos definir quais os métodos para reduzir tais riscos para o processo produtivo.
2. MÉTODOS PARA REDUZIR O RISCO DE OCORRÊNCIA
EXAMES CLÍNICOS
Durante o vínculo empregatício o manipulador de alimentos passará por exames clínicos (a critério do médico do trabalho) em cinco situações: contratação, periódico, retorno ao trabalho, mudança de função e demissional. O Controle de Qualidade em conjunto com Recursos Humanos e o médico do trabalho podem desenvolver um PCMSO – Programa de Controle Médico de Saúde Ocupacional – abrangendo exames de sangue, fezes, unhas, urina, catarro e outros que detectem possíveis ameaças ao processo (citadas em cada fluído). Dessa forma, caso um funcionário tenha algum fluido exposto na área produtiva, saberemos com quais riscos estamos lidando.
LIMPEZA COMUM
Inúmeros agentes patogênicos presentes nos fluidos corporais necessitam de uma condição favorável para se manterem vivos no ambiente após sair do corpo humano. Uma área produtiva geralmente tem essa condição favorável (alimento, água, temperatura…). Realizar a limpeza da superfície, mesmo que a limpeza padrão, vai eliminar a condição favorável.
Outro fator benéfico na limpeza padrão é a aplicação do detergente. O detergente, mesmo que neutro, vai eliminar a proteção dos vírus envelopados (vírus com uma camada externa composta de proteína e lipídio), deixando seu capsídeo (camada de proteína que protege o material genético) exposto. Em muitos procedimentos padrões é utilizado o famoso detergente alcalino, este elimina matérias orgânicas em geral, eliminando DNA, camadas de proteínas e bactérias.
TEMPO DE QUARENTENA
Alguns agentes patogênicos como o vírus do HIV não são ameaças do fluido sangue pois estima-se que não sobrevivam por mais de uma hora fora do corpo. Devido a esse fato, delimitar uma quarentena de determinado tempo após a limpeza vai ser uma garantia a mais.
PROCEDIMENTO
É procedimento padrão não manipular alimentos sem estar em um bom estado de saúde ou com cortes expostos. Seguir essa regra elimina uma grande probabilidade de existir fluido corporal exposto na área produtiva. Perguntar sobre o estado de saúde de visitantes e outros que não sejam manipuladores e vão adentrar o processo produtivo também é recomendável.
Outro item que é procedimento e deve ser seguido é a higienização das mãos. Esse ato elimina contaminações indiretas como fezes, suor e outros perigos.
CÂMERAS
No caso de contaminações propositais, câmeras ajudam a coibir essa atitude. E caso elas ocorram, câmeras auxiliam a identificar possíveis unidades afetadas.
3. PARTÍCULAS HUMANAS
Essa parte do texto abordará partículas humanas que não são fluidos corporais (ex: uma unha, uma pele ou outras partículas). Algumas mais comuns já são eliminadas nos procedimentos, como o cabelo – eliminado pela retenção na touca, pelos – eliminados pelos uniformes e outros. Entretanto existem possibilidades de “pedaços” humanos irem para o produto em caso de acidentes. Nesse caso, a única medida para eliminá-los é o descarte de todas unidades prováveis de contaminação e até delimitar um limite de segurança para descarte incluindo a probabilidade de a partícula ser lançada em equipamentos, unidades ou linhas próximas.
Vale a pena lembrar que no caso de acidentes envolvendo o corpo inteiro, provavelmente as superfícies ficarão expostas a todos os fluidos listados.
4. FATOR MORAL
Algumas culturas não consomem produtos de origem animal. Mesmo que eliminado o risco infeccioso do fluido, deve ser avaliado o quanto o processo de limpeza/higienização elimina da matéria orgânica do fluido.
Entretanto demandar atenção em partículas de DNA que não são patogênicas não é viável pois pelo simples ato de manipular o alimento já perdemos células mortas que provavelmente o “contaminam”.
5. LIMPEZA/HIGIENIZAÇÃO DE SUPERFÍCIES COM FLUÍDOS CORPORAIS
Para finalizar vamos verificar como é a limpeza/higienização de superfícies em um ambiente mais hostil, como unidades de atendimento à saúde, as quais ficam expostas a essas ameaças frequentemente.
Tudo se inicia com a limpeza e recolhimento do material biológico. Essa etapa deve ser feita utilizando todos EPI necessários e o descarte do material deve ser de forma a não contaminar outros ambientes. Dependendo do resíduo é melhor “empurrá-lo” para o ralo ao invés de transportá-lo.
Após a limpeza para sanitização/esterilização das superfícies, grande parte dos procedimentos utiliza o álcool 70, hipoclorito de sódio e/ou luz UV, mas o produto mais utilizado, o qual apresenta a melhor performance é a clorexidina.
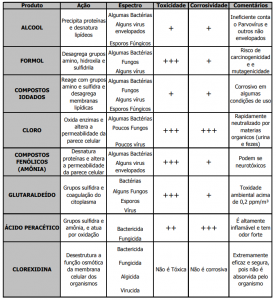
Fonte: “Desinfection in veterinary and Farm animal pratice”- A. H. Linton – Blackwll Scientific Publication, 1988.
Entre as diversas concentrações de sua aplicação, 200 ppm é a maior de todas, portanto engloba a eliminação de todos os patógenos listados abaixo:
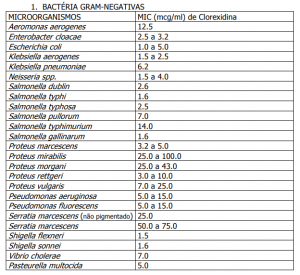

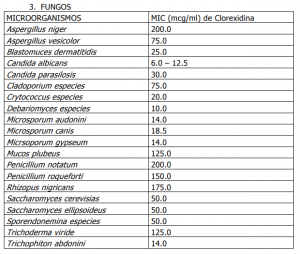
É importante observar que ela não apresenta ação vermicida/nematicida. Essa classe de patógenos apresenta grande resistência de seus ovos. Para essa ameaça produtos como orto benzil p-clorofenol 70% apresentam bons resultados, entretanto deve-se avaliar o risco de uma contaminação química.
Referências
http://www.neobrax.com.br/download/Relatorio-Tecnico-da-Clorexidina.pdf
https://periodicos.ufsm.br/reufsm/article/view/17819
http://periodicos.unitau.br/ojs/index.php/biociencias/article/view/1668/1192
https://edisciplinas.usp.br/pluginfile.php/4168051/mod_resource/content/2/recep%C3%A7%C3%A3o%20e%20limpeza.pdf
http://www.paulinia.sp.gov.br/downloads/ss/Manual_Limpeza_e_Desinfeccao_WEB_ANVISA.pdf#page=62
http://www.ufrgs.br/labvir/material/aulat27.pdf
http://200.145.71.150/seer/index.php/Cien_Farm/article/view/464/435
https://www.scielosp.org/article/rsp/2000.v34n2/163-169/
https://www.redalyc.org/pdf/2814/281421858010.pdf
https://www.redalyc.org/pdf/2814/281421956015.pdf
http://www.scielo.br/pdf/reeusp/v14n3/0080-6234-reeusp-14-3-219.pdf
https://www.sbd.org.br/dermatologia/pele/doencas-e-problemas/herpes/68/
http://www.scielo.br/pdf/%0D/abo/v64n1/9131.pdf
http://www.saude.pr.gov.br/modules/conteudo/conteudo.php?conteudo=2928
https://ainfo.cnptia.embrapa.br/digital/bitstream/CPPSE/17536/1/PROCILCAR2007.00415.pdf
http://memoria.ebc.com.br/agenciabrasil/noticia/2003-08-05/detergentes-e-desinfetantes-nao-eliminam-verme-da-ascaridiase
http://www.saude.gov.br/saude-de-a-z/rotavirus
http://www.scielo.br/pdf/ramb/v57n4/v57n4a23.pdf
https://repositorio.ufba.br/ri/bitstream/ri/10521/3/Dissertacao%20Robert%20Matos3.pdf
http://www.fmt.am.gov.br/manual/acidente1.htm
http://www.guiatrabalhista.com.br/legislacao/nr/nr7.htm
https://cevs.rs.gov.br/upload/arquivos/201611/08140937-rdc-14-2007.pdf
6 min leituraTambém chamados de fluidos biológicos, os fluidos corporais são líquidos originários de pessoas vivas. Eles são potencialmente contaminantes, conforme citado aqui, aqui e em vários outros noticiários. Parece um tanto […]