
A QIMA/WQS (conhecida antes como WQS), desde a sua aquisição pelo Grupo QIMA, vem se reestruturando, passando por uma transformação em sua forma de gestão total, com foco em nos tornarmos cada dia mais especializados em serviços que agreguem valor aos nossos clientes, consumidores e meio ambiente.
Nosso objetivo é fornecer uma gama completa de soluções que permitam às empresas construir um relacionamento transparente e de confiança com seus clientes.
Para fortalecer essa confiança que vem do campo à mesa, podemos ajudá-los através de certificações GFSI, sistemas de certificação, auditorias de garantia de fornecedores, cadeia de fornecimento responsável, soluções sustentáveis, inspeções e treinamentos.
Conte-nos mais sobre essa transformação…
Desde que a WQS foi integrada à QIMA, estamos investindo em desenvolvimento interno de nossa equipe, formando parcerias nacionais e internacionais. Aumentando nosso quadro de auditores e especialistas para que possamos atender as demandas de nossos clientes.
Toda essa transformação vem em caráter de atender as novas necessidades atuais do mercado de forma global. A volatilidade que o mundo está passando desde 2020 em função da pandemia tem tornado primordial a oferta de serviços que atendam a essas necessidades de transformação e que agreguem valor os nossos clientes.
A transformação do pensamento do consumidor para uma alimentação saudável, que preze pela transparência, confiabilidade e a sustentabilidade, vem estimulando as empresas a buscarem formas de garantir essas exigências de forma íntegra.
Segundo a pesquisa Brasil Food Trends 2020, mais de dois terços desses consumidores, somando 65%, querem ter um impacto sobre o meio ambiente. As pessoas também estão buscando se alimentar melhor — 26% delas diz que lê os rótulos dos alimentos antes de consumi-los.
Os serviços que oferecemos se enquadram dentro da segurança de alimentos, qualidade e sustentabilidade da segurança de alimentos. Mas o mais importante é que estamos aqui para fomentar a confiança que os consumidores precisam ter nas marcas que compram.
Estamos prestando muita atenção às necessidades dos nossos clientes, e investigando diferentes caminhos que ajudem no processo de certificação. Nosso objetivo é facilitar e acelerar esse processo, seja investindo em softwares, seja otimizando nossos processos internos.

Como é ser um organismo de certificação inovador em alimentos e ocupar uma fatia de mercado? Quais suas estratégias futuras?
Contamos com uma equipe de grande experiência e expertise, a qual tem sido nosso diferencial para as reações estratégicas que estamos adotando.
Estamos observando atentamente as tendências para o futuro, o que os consumidores querem e o que eles estão exigindo das marcas. Um dos nossos maiores projetos são os Selos de Qualidade. Esses selos reforçam o compromisso de transparência que as marcas têm com os clientes e com o futuro.
O mercado brasileiro tem um atraso de anos-luz no que se refere às certificações de segurança de alimentos, mesmo com a atuação de tantas entidades certificadoras. Como vocês veem isso? Há algum planejamento estratégico para conseguir esse imenso nicho de mercado inexplorado? Até porque — por estranho que pareça — a segurança alimentar nunca foi o foco de uma entidade certificadora no Brasil. Qual o futuro das certificadoras na América Latina?
Nos últimos anos, a América Latina passou por uma transformação em segurança de alimentos. As empresas estão prestando mais atenção aos Padrões GFSI, mas entendemos que a adequação a protocolos e padrões também é muito importante. É aqui que nós, como entidades certificadoras, podemos desempenhar um papel importante, disponibilizando treinamento remoto e presencial.
Nossa estratégia inclui inovação e otimização contínuas dos processos, para oferecer aos nossos clientes transparência, agilidade no mercado e controle sem precedentes sobre toda a sua cadeia de suprimentos.
O futuro das entidades certificadoras na América Latina é obviamente promissor. As entidades certificadoras estão investindo em diferentes mercados, não apenas em força de trabalho e presença, mas também fornecendo as ferramentas certas para que pequenas e médias empresas possam desenvolver um sistema de segurança de alimentos.
É importante que nesse momento de crescimento, nós “Entidades Certificadoras” continuemos a nos ver não só como empresas, mas principalmente como organizações que ajudam as pessoas a ter acesso a alimentos saudáveis, produzidos respeitando a natureza.
Vocês auditam empresas dos mais diversos portes, desde pequenas indústrias familiares até empresas globais consideradas referência em segurança de alimentos. Que mensagem a QIMA/WQS daria para quem está iniciando a implementação de um sistema de gerenciamento de segurança de alimentos?
A mensagem é sobre o investimento em uma equipe bem treinada e comprometida. Isso garantirá a implementação adequada dos programas de segurança de alimentos, o que trará resultados positivos nas auditorias e a ampliação do mercado. Buscar ferramentas que auxiliem na gestão também é importante. A GFSI criou um programa de 3 passos para direcionar as empresas no caminho até a certificação — é o Programa Global Markets, que também faz parte do nosso portfólio de serviços.
Também me permitiria relembrar as indústrias alimentícias que o que mais importa é a consciência correta — o respeito à terra e aos animais, que se tornam alimento, e o respeito às pessoas que comem esse alimento. Lembrar que o bem-estar dos seres humanos e da natureza é um bem primordial a ser valorizado em todas as etapas do processo.

*Conselho do CEO Mario Berard para quem está começando a implementar a gestão de segurança de alimentos:
A segurança de alimentos não é uma coisa do futuro. Ela já está aqui, no presente. E não basta uma fachada de sustentabilidade. As empresas alimentícias precisam adotar práticas sustentáveis de forma integral, porque só assim vão merecer a confiança dos consumidores. Nossa missão é ajudá-las a atingir esse objetivo.
https://wqs.com.br/?xtor=SEC-1125&lang=pt
4 min leituraA QIMA/WQS (conhecida antes como WQS), desde a sua aquisição pelo Grupo QIMA, vem se reestruturando, passando por uma transformação em sua forma de gestão total, com foco em nos […]


























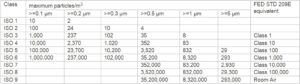 Tabela 1 – Classificação de Sala Limpa através da contagem e medição de partículas – Fonte: ABNT ISO 14644:2019
Tabela 1 – Classificação de Sala Limpa através da contagem e medição de partículas – Fonte: ABNT ISO 14644:2019




