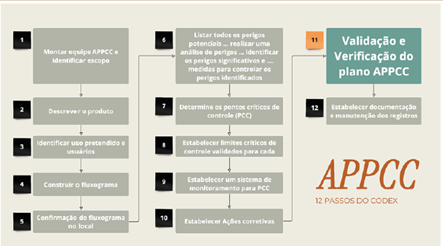
Dando continuidade à série de posts sobre o evento IFS FOCUS DAY 2024, realizado em São Paulo, no dia 26 de setembro de 2024, destaco hoje a palestra ministrada por Maristela Portela (4WFOOD). Ela fez uma abordagem prática e detalhada sobre a Verificação e Validação do Plano APPCC, ressaltando a importância desses processos para garantir a segurança dos alimentos.
Durante a apresentação, foram discutidos os conceitos fundamentais que diferenciam monitoramento, validação e verificação no contexto do APPCC, destacando como cada etapa contribui para a eficácia do plano e o cumprimento dos requisitos de segurança dos alimentos.
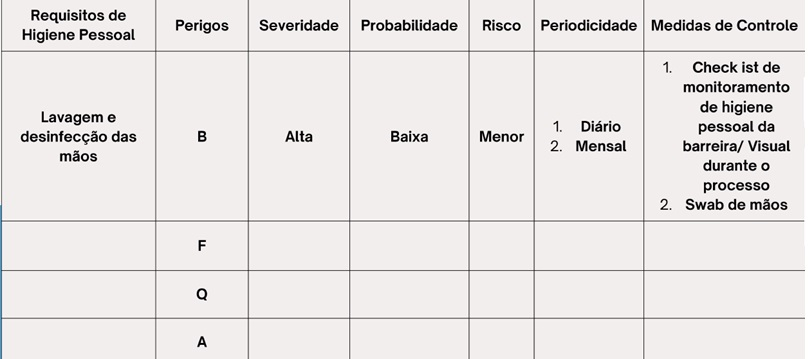
A palestrante reforçou que a segurança dos alimentos começa com um bom plano, mas só se concretiza pela validação, que transforma a teoria em prática. A verificação contínua garante a execução correta, mantendo a eficácia e a proteção dos alimentos. Além disso, Maristela enfatizou que o APPCC, conforme a norma IFS v.8, é um sistema que identifica, avalia e controla perigos significativos para a segurança dos alimentos. Já o PCC (Ponto Crítico de Controle) é uma etapa essencial onde medidas de controle são aplicadas para garantir a segurança.
Diferença entre Monitoramento, Verificação e Validação
Maristela Portela iniciou sua apresentação esclarecendo a diferença entre três conceitos fundamentais:
- Validação: confirmação, por meio do fornecimento de evidência objetiva, de que os requisitos para uma utilização ou aplicação específica pretendida, foram atendidos. A validação das medidas de controle definidas para os PCCs e outras medidas de controle consiste em obter evidências de que uma medida de controle ou uma combinação de medidas de controle, se adequadamente implementada, é capaz de controlar o perigo em relação a obter um resultado específico.
- Monitoramento: determinação do status de um sistema, processo, produto, serviço ou atividade. Para medidas de controle definidas para um PCC e outras medidas de controle: o ato de conduzir uma sequência planejada de observações ou medições de parâmetros de controle para avaliar se as medidas de controle definidas para PCC e outras medidas de controle estão sob controle.
- Verificação: confirmação, por meio do fornecimento de evidência objetiva, de que requisitos especificados foram atendidos. Aplicação de métodos, procedimentos, testes e outras avaliações, em adição ao monitoramento, para determinar se uma medida de controle está ou tem sido operada conforme pretendido.

Validação do plano APPCC e estabelecimento de procedimento de verificação
Validação & APPCC
Conforme a norma IFS v.8, o item 2.3.11.1 estabelece que os procedimentos de validação, incluindo a revalidação após qualquer modificação que possa impactar a segurança dos alimentos, devem ser documentados, implementados e mantidos. O objetivo é garantir que o plano APPCC seja adequado para controlar efetivamente os perigos identificados.
A escolha da abordagem para a validação dependerá de fatores como:
- Tipo de perigo envolvido;
- Características das matérias-primas e do produto final;
- Tipo de medidas de controle adotadas;
- Rigor necessário para o controle do perigo.
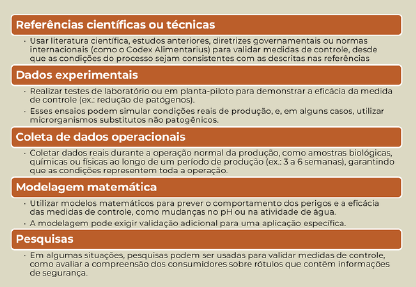
Maristela também destacou que o Codex Alimentarius publicou diretrizes para a validação das medidas de controle de segurança dos alimentos (CAC/GL 69-2008, revisado em 2013), que incluem:
- Tarefas prévias à validação das medidas de controle
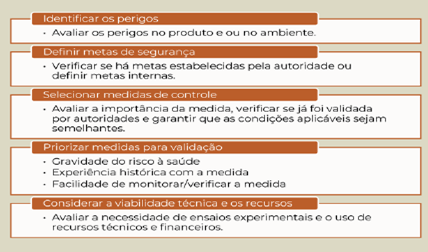
- Abordagens para validação de medidas de controle
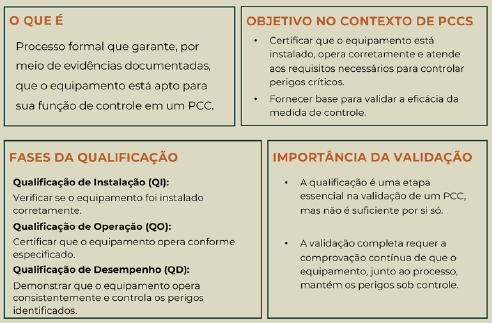
- Qualificação de equipamento na validação de uma medida de controle (PCC)
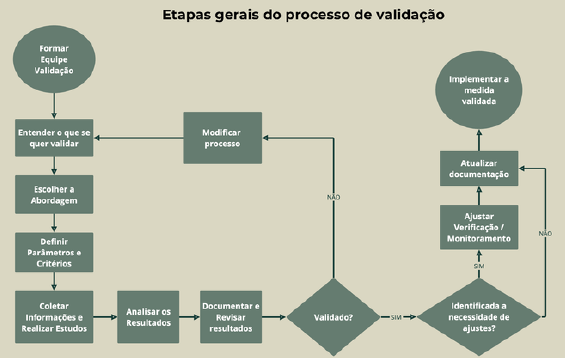
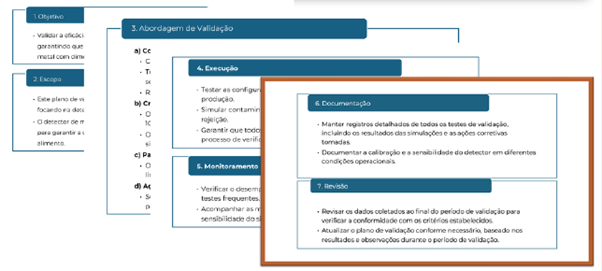
- Etapas gerais do processo de validação
- Como validar ou revalidar um plano APPCC já existente?
- Principais problemas relacionados à validação
- Falta de compreensão adequada dos PCCs
- Falta ou falha no planejamento estruturado compromete a execução eficaz da validação dos PCCs e das medidas de controle;
- Falta de testes de validação desafiadores;
- Insuficiência de dados científicos ou técnicos;
- Testes práticos incompletos ou ineficazes;
- Excesso de dependência de dados teóricos;
- Mudanças no processo sem revalidação;
- Ausência de revisões regulares.
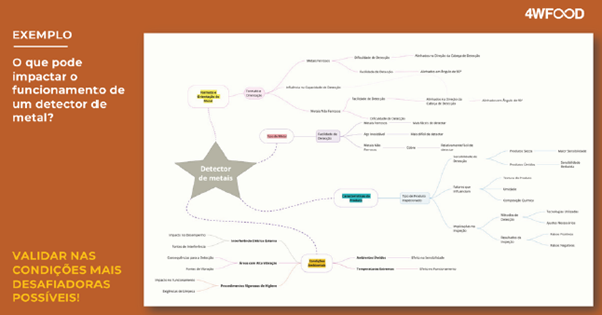
- Exemplo – Validação detectores de metais
Verificação no APPCC
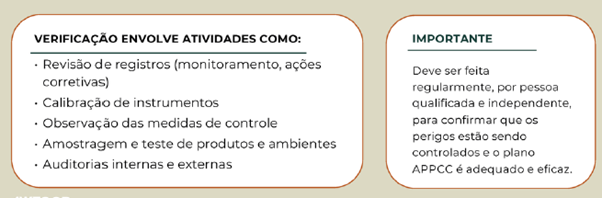
Na norma IFS v.8, o item 2.3.11.2 especifica que os procedimentos de verificação devem ser documentados, implementados e mantidos para confirmar que o plano APPCC está funcionando conforme o planejado. Isso inclui a realização de auditorias internas, revisões de registros e monitoramento contínuo das operações para garantir a eficácia das medidas de controle estabelecidas.
As verificações devem ser realizadas pelo menos uma vez a cada 12 meses ou sempre que ocorrerem mudanças significativas. Os resultados devem ser incorporados ao plano APPCC.
Exemplos de atividades de verificação:
- Auditorias internas;
- Testes e amostragens;
- Registros de desvios e não conformidades;
- Análise de reclamações.
Segundo o Codex Alimentarius (CAC/GL 69-2008, revisado em 2013), após implementar o sistema APPCC, é necessário estabelecer procedimentos para garantir que o sistema funcione de forma eficaz.
4 min leituraDando continuidade à série de posts sobre o evento IFS FOCUS DAY 2024, realizado em São Paulo, no dia 26 de setembro de 2024, destaco hoje a palestra ministrada por […]