Nos dias 08 e 09 de junho ocorreu em Goiânia o V Workshop Food Safety Brazil, trazendo palestras e mesas redondas com temas de grande relevância para a segurança dos alimentos. Entre elas, tivemos a palestra “Ozônio na indústria de alimentos”, ministrada por Vivaldo Mason Filho, diretor da myOZONE.
Vivaldo iniciou sua palestra trazendo à tona a questão da fome e a deficiência nutricional que assola populações ao redor do globo, apresentando dados da publicação The state of food security in the world de 2019, da Food and Agriculture Organization of the United Nations (FAO). Segundo ele, não é preciso aumentar a produção de alimentos, mas sim garantir que ele esteja seguro e em condições de consumo durante toda a cadeia de distribuição.
É nessa condição que se aplica o ozônio na indústria de alimentos, trazendo vantagens como:
- Eliminação de microrganismos, com foco nos patógenos e deteriorantes;
- Desinfecção de equipamentos, ambientes, embalagens e alimentos;
- Ação inseticida para alimentos e ambientes de produção;
- Degradação de micotoxinas e agrotóxicos;
- Obtenção de melhora de cor, aroma e sabor de alimentos. Segundo Vivaldo, um exemplo prático deste ponto é o realce da cor laranja de cenouras, trazendo de volta seu aspecto de frescor.
Regulamentação
A utilização do ozônio na indústria de alimentos é regulamentada nos Estados Unidos desde 2002 pelos órgãos responsáveis, FDA e USDA. Segundo Vivaldo, tais regulamentações não determinam limite máximo para sua aplicação, visto que o ozônio não deixa residual no alimento.
O diretor da myOZONE apresentou também as regulamentações aplicáveis aqui no Brasil. Entre elas, a Portaria 888 de 2021 da ANVISA, indicando o uso do ozônio para o tratamento e obtenção de água potável.
Tanto a ANVISA quanto o MAPA reconhecem o uso do gás ozônio, podendo ser aplicado em embalagens e ambientes na ausência de pessoas, na condição de atmosfera modificada. O MAPA listou o ozônio como produto de limpeza e desinfecção permitido para contato com alimento orgânico na Instrução Normativa 18 em 2009. Além disso, a IN 02 de 2008 já considerava sua aplicação para remoção de agrotóxicos em efluentes.
Aplicações
Além de trazer as fases da reação do ozônio, Vivaldo mostrou que sua aplicação vai além do tratamento da água e efluentes. O ozônio pode ser aplicado na lavagem de superfícies na indústria, nas limpezas do tipo CIP, na lavagem de alimentos, inclusive no enxágue de garrafas.

Com a pandemia do coronavírus, foi destinado muito esforço pela myOZONE no desenvolvimento da metodologia de aplicação via névoa. Esse estudo tinha o intuito de minimizar o seu potencial de contaminação. Diante disso, a possibilidade de se utilizar esse mesmo formato em oportunidades na indústria de alimentos veio à tona. Foi então que Mason Filho apresentou alguns exemplos da aplicação do ozônio via névoa na indústria de alimentos. Entre eles, a desinfecção de frutas, câmaras de barreira sanitária e desinfecção de ambientes como granjas.

- Vivaldo Mason Filho é administrador de empresas e especialista em análise de sistemas pela PUCCAMP. É também especialista e mestre em engenharia pela USP, empresário e especialista na implantação de ozônio para indústrias de alimentos, e atual vice-presidente da Associação Brasileira de Ozônio – ABRAOZÔNIO.
Para mais informações sobre este tema, acesse o site da myOZONE. Acompanhe também o pod cast Papo de Ozônio pelas plataformas Spotify e Youtube. Além disso, não deixe de ler as publicações aqui na Food Safety Brazil:
- Ozônio: uma alternativa segura para as indústrias de alimentos
- Ozônio: uma alternativa “verde” na produção de alimentos
Acompanhe aqui no blog toda a cobertura do V Workshop Food Safety Brazil na prática – Atualizações regulatórias e normativas de segurança de alimentos e o impacto na cadeia produtiva.
3 min leitura Nos dias 08 e 09 de junho ocorreu em Goiânia o V Workshop Food Safety Brazil, trazendo palestras e mesas redondas com temas de grande relevância para a segurança […]
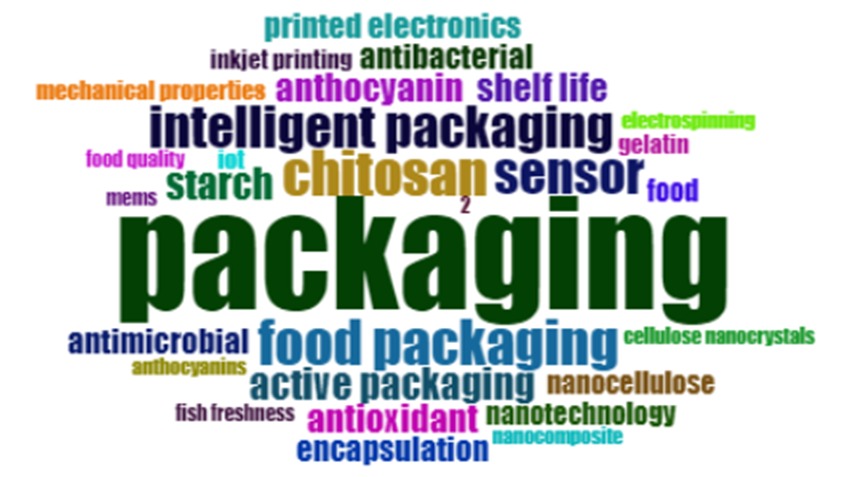
 Figura 1 – Funções das embalagens inteligentes na indústria de alimentos.
Figura 1 – Funções das embalagens inteligentes na indústria de alimentos. 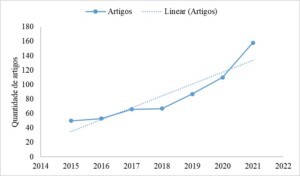 Figura 2 – Publicações anuais de artigos contendo as palavras chave “smart packaging” na base de dados da Scopus entre 2015 e 2021 –
Figura 2 – Publicações anuais de artigos contendo as palavras chave “smart packaging” na base de dados da Scopus entre 2015 e 2021 –