10 min leituraA história do vinho confunde-se com a própria história da civilização humana, passando pelos egípcios, gregos, persas, fenícios, etruscos e romanos. As evidências mais antigas de sua produção, segundo o Journal of Archaeological Science, ocorreram na Idade do Cobre há 6100 anos, na região do Cáucaso, especificamente onde atualmente situa-se a Armênia.
O consumo de vinho está arraigado em nossas histórias. Noé, segundo os textos bíblicos, embriagou-se de vinho após o dilúvio, quem sabe para aliviar o estresse de sua aventura; o primeiro milagre de Jesus foi transformar água em vinho para alegrar uma festa de casamento, e segundo o texto, de ótima qualidade; e mais importante, foi a bebida servida na última ceia.
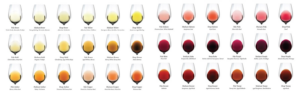
A bebida resulta da fermentação alcoólica total ou parcial do suco extraído de uvas, que são os frutos de uma planta da família das Vitaceae. Estes frutos podem ser tintos ou brancos em diversos degradês, sendo que para tornar o vinho tinto é preciso que as cascas das uvas tintas descansem no mosto, o que é chamado de maceração.
Há cerca de 60 espécies de videiras catalogadas no mundo, entre as quais está a Vittis vinífera L. que produz as uvas utilizadas para a produção dos vinhos classificados como finos, cujas variedades apropriadas são cerca de 5 mil. Entre elas estão os cultivares mais conhecidos, ao menos no Brasil: Cabernet Sauvignon, Merlot, Sauvignon Blanc, Chardonnay, Pinot Noir, Tannat, Malbec e Syrah.
O vinho tem um papel importante na gastronomia, acompanhando pratos, utilizado como uma forma de equilibrar sabores, e até mesmo, usado como ingrediente no preparo de carnes, risotos e molhos. Um vinho pode harmonizar organolepticamente com o prato, além disso, ao limpar as papilas gustativas, permite que a cada garfada se obtenha a melhor experiência gastronômica renovando o potencial gustativo na identificação dos sabores.
O vinho está entre os 100 produtos mais importados e exportados no mundo e movimenta bilhões de dólares anualmente. Segundo os dados da Organização Internacional da Vinha e do Vinho (OIV), com sede em Paris, são produzidos por ano cerca de 260 milhões de hl de vinho (1 hl = 100 litros) em todo o mundo.
E como é de se esperar num mercado tão relevante, sempre surgem os aproveitadores querendo lucrar indevidamente fraudando o produto, e infelizmente, comprar vinhos adulterados pode não ser tão incomum.
Falsificar vinhos é uma prática muito antiga. Na Roma antiga, Plínio, o Velho, reclamava que estava impossível distinguir o bom vinho romano das diversas adulterações que eram colocadas à disposição dos cidadãos romanos.
“In vino veritas, in aqua sanitas.”
O provável autor deste provérbio seria o filósofo Caio Plínio Cecílio Segundo, mais conhecido por “Plínio, o Velho” e traduzida significa: “No vinho está a verdade, na água está a saúde”.
Na Idade Média, as tabernas londrinas foram proibidas de estocar numa mesma adega os vinhos de origens diferentes, que eram vendidos em barricas, para evitar que um consumidor fosse enganado comprando “gato por lebre”. As penas para quem fosse pego vendendo um vinho fraudado eram severas e podiam variar desde a obrigação de beber todo o estoque até ser enforcado.
Vários tipos de falsificações são possíveis, passando pela simples troca de rótulos, rolhas e garrafas até elaborados esquemas de forjar garrafas de vinhos míticas para serem colocadas em leilões e vendidas por pequenas fortunas.
Outros tipos de adulteração podem incluir:
- Aromatizantes para conferir notas especiais, como madeira em vinhos que não envelheceram em barril de carvalho;
- Mosto de baixa qualidade com o acréscimo de água e açúcar até obter o brix necessário para alcançar o teor de álcool na fermentação
- O uso de açúcar, em casos restritos e em condições controladas, é aprovado pela legislação de alguns países e recebe o nome de chaptalização;
- Uso de alcalinizantes para reduzir acidez de vinho azedo;
- Combinação de vinho de boa qualidade para mascarar o de má qualidade, para que a bebida fique com sabor e aroma apreciáreis;
- Mistura de um vinho qualquer em parte de um lote de uma marca conhecida para aumentar garrafas da marca conhecida.
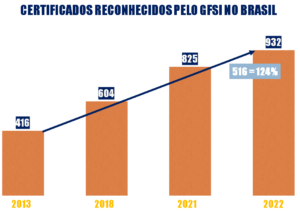
Ao longo do tempo foram criadas diversas legislações e mecanismos de controle como certificações de selos de origem objetivando manter a produção e comércio vinícola sob boa vigilância, mas nem assim foi possível eliminar totalmente os produtores ou comerciantes inescrupulosos.
Atualmente, a fraude mais comum é a falsificação, cujos principais alvos são os vinhos bem conhecidos e com maior valor agregado, ou seja, os mais caros que permitem mais ganhos aos fraudadores e são mais fáceis de colocar no mercado. Aproveitam-se daqueles que conhecem pouco as características sensoriais do produto, mas que querem ostentar a garrafa.

Um exemplo que vem ocorrendo aqui no Brasil é com o vinho D.V. Catena Tinto da Argentina, um dos vinhos que mais vem sendo falsificados e contrabandeados, estima-se por isso, que circule no comércio brasileiro um volume deste vinho maior do que aquilo que a vinícola Catena Zapata produz.
Entre os vinhos europeus mais falsificados, destacam-se: Domaine de la Romanée-Conti, Henri Jayer, Domaine Dujac, Château Cheval Blanc, Château Petrus, Château Lafite Rothschild, Château Latour, Château Mouton Rothschild, Château Lafleur, Château Le Pin, Château Latour à Pomerol, Château Rayas, Jaboulet La Chapelle Hermitage e Sassicaia.
Entre os vinhos americanos há registros de falsificações no Opus One e no Screaming Eagle, já entre os australianos há registros com o Penfolds Grange e Bin 707.
Além disso, o único tipo de açúcar presente no vinho deve ser o da própria uva, pois se houver, por exemplo, adição de açúcar de cana, deixa de ser vinho.
Sempre observe a quantidade de açúcar indicada no rótulo. Para os vinhos secos, até 4 gramas por litro; para os meio secos, até 18 gramas por litro; para meio doces, até 45 gramas por litro; e para doces, não menos que 45 gramas por litro. Se houver maior quantidade de açúcares do que isso e não for indicado no rótulo que o vinho é encorpado, significa que foi adicionado açúcar.
Se o ácido salicílico estiver presente nos ingredientes, o vinho foi produzido com violação da tecnologia de fabricação, pois é um ingrediente não aceito.
Exemplos históricos de fraudes com vinho
USO DE ANTICONGELANTE PARA CONFERIR CORPO E DOÇURA
Em 1985 ocorreu um caso emblemático, um escândalo devido ao uso de anticongelante na Áustria. Os produtores austríacos, em especial os de vinho a granel, estavam misturando dietilenoglicol ao vinho para fazê-lo mais doce e encorpado, como se fossem de colheita tardia, antes de serem enviados para a Alemanha para serem engarrafados, seja como vinho austríaco ou, ocasionalmente, misturado com vinho alemão.
A investigação chegou à conclusão de que, apesar da fraude, não haveria danos à saúde dos consumidores, devido às quantidades ínfimas utilizadas de dietilenoglicol, porém o escândalo representou o colapso da indústria vinícola austríaca, liquidando com sua reputação por muito tempo. Em consequência, as exportações caíram de 45 milhões para 4,4 milhões de litros por ano.
NÍVEIS LETAIS DE METANOL
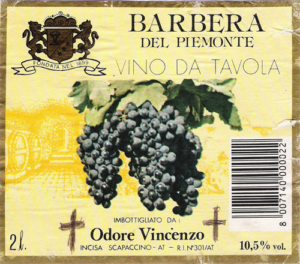
Após o escândalo do anticongelante na Áustria, algo mais sério ocorreu em 1986, quando um enólogo italiano misturou álcool derivado de madeira que continha metanol ao vinho, objetivando fraudar aumentando o teor alcóolico de seu produto. O problema tornou-se grave porque o metanol é um álcool tóxico que além de cegueira pode levar à morte, e de fato, 23 pessoas morreram e mais de 90 foram hospitalizadas depois de serem envenenadas.
O vinho inicialmente afetado foi o Odore Barbera. Acreditava-se ser um único lote, mas o escândalo se espalhou e acharam metanol também no Fraris Dolcetto del Piemonte e diversos outros rótulos foram investigados.
SASSICAIA FAKE
Outro escândalo italiano chegou às manchetes em 2000, quando a polícia invadiu um armazém lotado com mais de 20 mil garrafas de “Sassicaia 1995”. As garrafas falsas do famoso vinho supertoscano estavam sendo vendidas na beira da estrada pelo líder da gangue.
Em 2020, a falsificação do Sassicaia voltou a ser notícia, quando os fraudadores engarrafaram e etiquetaram garrafas falsas para safras entre 2010 e 2015. Acredita-se que o vinho usado nos produtos falsificados seja originário da Sicília, as garrafas da Turquia e os rótulos, tampas e engradados falsos da Bulgária.
MISTURA DE UVAS NÃO DECLARADAS

Em 2008 a Itália foi atingida novamente por outro escândalo. Os produtores de Montalcino estavam adulterando deliberadamente seus vinhos feitos da uva Sangiovese com a uva Lancellota, que é de qualidade inferior e não é permitida na regulamentação do DOCG (Denominazione di Origine Controllata e Garantita) e é normalmente usada para fazer Lambrusco.
Enquanto isso era investigado, novas sondagens descobriram que uma das maiores propriedades da região estava também misturando Merlot com sua Sangiovese já por cerca de 25 anos.
O MAIOR FALSÁRIO DE VINHOS DO MUNDO (AO MENOS ATÉ AGORA)

Em 2013 Rudy Kurniawan, natural de Jacarta, Indonésia, que alegava ter, em 2007, a maior adega do mundo, foi condenado a 10 anos de prisão por vender vinhos falsificados. Em 2006, apenas em um leilão da Acker, Merrall & Condit, os seus vinhos acumularam um valor total de 24,7 milhões de dólares, mas estima-se que a cifra total comercializada por ele possa ter ido além dos 100 milhões de dólares.
Mas como a malandragem não dura para sempre, num dos leilões em que oferecia seus vinhos raros estava presente o grande produtor Laurent Ponsot, da Borgonha, que ao ver garrafas antigas de seu vinho anunciados em leilão, apressou-se ao local para avisar que no lote a ser vendido estavam vinhos de colheitas inexistentes, como o Ponsot Clos de la Roche de 1929, sendo que este só começou a ser produzido em 1934, e assim o falsário foi pego.
Descobriu-se na investigação que Kurniawan tinha uma oficina que possuía até brocas de dentistas para gravar em baixo relevo nas garrafas fabricadas imitando inscrições dos anos de 1780, cinzelando as letras com as iniciais, dando ares de autenticidade à garrafa de mentira.
VINHO VERDE COM UVAS DE OUTRAS PROCEDÊNCIAS

O Vinho Verde é produzido na Região Demarcada dos Vinhos Verdes, em Portugal, constitui uma DOC (Denominação de Origem Controlada) cuja demarcação remonta o ano de 1908, então, evidentemente, não pode ser produzido com uvas de outros terroirs.
Contudo, no final de 2019, jornalistas do Correio da Manhã de Portugal testemunharam a chegada de caminhões-tanque com uvas de origem desconhecida para a produção de vinho em adegas portuguesas de onde sai como vinho verde certificado, mostrando fraude de rastreabilidade na cadeia de custódia.
BORDOLÊS FAKE

Em 2023 a polícia francesa desmantelou um esquema de falsificação de vinho bordalês e fez mais de 20 prisões relacionadas a um golpe em grande escala envolvendo vinho de Bordeaux falsificado.
O vinho era vendido para supermercados na França e em outros países como sendo de châteaux de renome da região do Médoc, uma importante denominação de origem de vinhos da França – AOC (Appellation d’Origine Contrôlée), localizada na margem esquerda do estuário do Gironde, ao norte de Bordeaux. Porém, os vinhos na realidade eram de outras regiões francesas ou mesmo da Espanha, rotulados de forma fraudulenta.
Outros casos envolviam o uso de outras denominações de prestígio, incluindo Saint-Emilion e Pomerol.
AS FRAUDES NO BRASIL
No vinho nacional, as fraudes identificadas pela Polícia Federal são geralmente no sentido de burlar a alta carga de impostos e não adulterando o produto, há especialmente casos de descaminho, inclusive entre os Estados da Federação, ressaltando que por aqui os impostos podem representar mais da metade da garrafa, enquanto na Europa o vinho é classificado como alimento e a carga tributária é em média 15 – 20%, o que torna nosso País pouco competitivo, sendo este um obstáculo à cultura do vinho por ele se tornar um produto menos acessível e um incentivo aos contrabandistas.
Portanto, até o momento por aqui, a fraude do vinho nacional não é questão de food safety. Ao contrário, os enólogos e sommeliers brasileiros têm feito um grande esforço para que o produto destaque-se tanto em qualidade percebida quanto intrínseca.
Um reflexo da evolução dos vinhos nacionais é o crescimento das IG (Indicações Geográficas), valorizando produtos tradicionais de determinados territórios e garantindo rastreabilidade.
No Brasil, existem duas modalidades de IG: a Indicação de Procedência (IP) e a Denominação de Origem (DO), sendo que a IP se aplica às regiões que se tornaram reconhecidas e o DO vinhos com qualidades ou características que se devem essencialmente ao meio geográfico, incluídos os fatores naturais e os humanos.

Mapa elaborado por Jorge Tonietto, Luciana Prado, Fábio Ribeiro (Embrapa Uva e Vinho); Ivanira Falcade (UCS); Dezembro 2022.
A produção de vinhos finos no Brasil, comparada à de outros países, é um bebezinho ainda. Por isso, ter ações de Food Fraud é essencial para que esta indústria cresça mantendo sua credibilidade.
Para evitar comprar vinho fraudado siga estas dicas:
- Em vinhos tradicionais, veja se a rolha bate com a marca do rótulo, porém, algumas rolhas não tem mesmo nenhuma identificação;
- Esteja atento a detalhes no rótulo, erros gramaticais ou fora dos padrões tradicionais em que são habitualmente comercializados;
- Observe impressão pobre em detalhes ou papel errado, assim como informações faltantes;
- Não se engane, se o preço está muito mais barato do que costuma ser, isso é um indício de que deve desconfiar;
- Compre de comerciantes que sejam capazes de demonstrar procedência/ rastreabilidade;
- Verifique no rótulo o teor de álcool da safra e outros dizeres de rotulagem e compare com a ficha técnica do fabricante.

Para finalizar o artigo, que fique claro que a fraude é a exceção e não a regra, que apesar de alguns poucos “malandros” querendo dinheiro fácil, o setor no geral é muito sério, fazendo desta bebida consumida há milênios, rótulos que são verdadeiras obras de arte, e são literalmente milhares de rótulos, cada um com uma combinação de uvas, terroirs e técnicas que os fazem únicos, portanto, escolha o que mais lhe agrada e desfrute com moderação.
Quer saber mais sobre fraudes em alimentos e bebidas? Leia também:
Mel: relato sobre fraudes no Brasil
O que o BoS 6.0 do FSSC 22000 fala sobre Food Fraud?
Como obter informações sobre fraudes em alimentos
Desenvolvimento da estratégia de mitigação de fraude, segundo o programa Food Fraud da U.S. Pharmacopeia
Doces ou travessuras: casos de fraudes em doces e guloseimas
Visualização da postagem 26.812
10 min leituraA história do vinho confunde-se com a própria história da civilização humana, passando pelos egípcios, gregos, persas, fenícios, etruscos e romanos. As evidências mais antigas de sua produção, segundo o […]