
Após casos recentes envolvendo contaminação de chocolates com Salmonela, fomos conversar com Donizeti Cezari, que trabalhou por mais de 40 anos na área de Qualidade na Nestlé, sendo os últimos 16 como Gerente Corporativo de Gerenciamento da Qualidade na Nestlé Brasil. Ele tem um amplo repertório de conhecimento e experiência no assunto.
Vanessa: Donizeti, é um prazer enorme ter a sua experiência compartilhada com os leitores do Blog. Muito obrigada por aceitar o convite!
Donizeti: É um grande prazer ter essa oportunidade de poder compartilhar um pouco de nossa experiência em assunto tão relevante para os profissionais que atuam na área de Segurança dos Alimentos. Devo deixar claro que não sou um profundo conhecedor do mundo microbiológico, mas por força de necessidade em minha área de atuação, aprendi muito com muitos profissionais e continuo aprendendo sempre com diversos materiais que são postados aqui no blog. Portanto, vocês prestam um serviço de extrema relevância na preparação dos profissionais que atuam nessas áreas e espero que eu possa também contribuir um pouco com as informações que estão neste post.
Vanessa: Por que de repente nos deparamos com tantos casos de Salmonela nesta categoria de produto? É um tema novo? Na sua opinião, quais fatores podem estar relacionados aos casos recentes de recall?
Donizeti: Como você deve ter acompanhado ao longo do tempo, contaminações microbiológicas em alimentos não são assunto novo. Especificamente na categoria de chocolates, as ocorrências são mais raras devido a tratar-se de um alimento de menor risco microbiológico comparado com outros produtos alimentícios, mas quando há ocorrência, ela sempre é de grande repercussão devido ao sistema de produção ser em grande escala. A ocorrência de eventual contaminação microbiológica na fabricação de chocolates pode estar associada a dois eventos: matérias-primas ou processo. A qualidade das matérias-primas e seleção dos fornecedores assume uma enorme importância na garantia da qualidade devido ao fato de que, no processamento propriamente dito de chocolate, não há etapas em que se pode reduzir ou eliminar uma eventual contaminação microbiológica. Na fabricação de chocolates não há tratamento térmico, nem aplicação de outras tecnologias que possam eliminar eventuais contaminações vindas das práticas do processo ou das matérias-primas. No caso de ocorrência mais recente na Europa, pelo que acompanhei nas publicações, a origem da contaminação foi justamente a matéria-prima manteiga láctea. Outro caso ocorrido anos atrás, também na Europa, estava relacionado com vazamentos de água de esgoto que contaminou o processo.
Portanto, vejo como fatores que possam estar associados a esses casos, falha na seleção de fornecedores ou na manutenção dos equipamentos das fábricas.
Por outro lado, por ter chegado ao nível da necessidade de proceder um recall, percebe-se que houve ainda falha na gestão dos dados gerados durante o controle da qualidade. A avaliação feita pelas autoridades identificou registros de dados positivos de contaminação, para os quais parece que não foi dada a devida atenção pela liderança da empresa. Isso é muito sério, pois a área de gestão da qualidade tem que prestar um serviço em prol da segurança do consumidor e também deve assegurar a imagem das marcas da empresa.
Vanessa: Quais controles devem ser adotados pelas indústrias para evitar perigos microbiológicos na produção de chocolates?
Donizeti: Nas matérias-primas, uma parte importante é a logística de transporte. Massa de cacau, manteiga e alguns outros ingredientes, como açúcar, são transportados a granel. Desta forma, deve-se assegurar que os tanques e contêineres tenham um processo assegurado de limpeza que não comprometa a qualidade microbiológica do ingrediente transportado. Parece-me que foi uma das hipóteses levantadas neste caso mais recente da contaminação vinda da manteiga. Neste sentido, a escolha e seleção dos transportadores dessas matérias-primas deve passar por um processo de validação de limpeza e higienização, como também de auditorias frequentes. Deve-se assegurar que esses tanques sejam dedicados somente para esse fim.
Não podemos esquecer ainda de todo o processo de controle de qualidade pelo qual essas matérias-primas devem passar durante o recebimento. O controle deve incluir a análise de microrganismos patógenos e de indicadores que possam identificar possíveis falhas no processo de limpeza ou no tratamento das matérias-primas.
O Plano de Controle de Qualidade deve incluir também o controle do meio ambiente, mesmo que este represente baixo risco. Recomenda-se que o controle inclua patógenos (Salmonellas sp, por exemplo) e microrganismos indicadores (Enterobacteriaceas). A experiência tem demonstrado que a contaminação por patógenos geralmente vem acompanhada de outros microrganismos que possibilitam a indicação de falha de limpeza e higienização do processo. A análise de microrganismos indicadores geralmente é mais rápida que a dos patógenos. Portanto, o acompanhamento dos níveis desses microrganismos não pode ser negligenciado.
Vanessa: Quais os desafios na hora de assegurar a eficácia da higienização a seco em indústrias de alimentos com baixa atividade de água?
Donizeti: Nas indústrias que trabalham com alimentos com baixa atividade de água, conforme minha experiência, considero que há três aspectos importantes para assegurar um ambiente livre de contaminações: o primeiro, que considero o mais importante, é a definição de zoneamento; o segundo é a manutenção dessa área para que se evite a entrada de água via fissuras ou trincas nas lajes, paredes ou algum outro tipo de infiltrações; e terceiro, evitar ao máximo o uso de limpeza úmida nessa zona, identificada como de alto nível de higiene.
Eventualmente, se houver a necessidade de fazer alguma higienização, esta tem que ser muito bem limitada e controlada.
A ideia é que se deve manter a área sempre limpa (limpeza a seco, de preferência com uso de equipamentos de aspiração), com os cuidados necessários na entrada para evitar carregar uma contaminação (controle de acesso). Geralmente constroem-se barreiras de forma que haja um local para a troca de uniformes e calçados ao entrar em área delimitada como de alto nível de higiene. E pela ausência de água nessa área, elimina-se um importante fator de crescimento e desenvolvimento microbiano.
Vanessa: Em relação ao monitoramento ambiental, você tem alguma dica ou sugestão de amostragem ideal de análises de superfícies de equipamento, áreas, pessoas e produto?
Donizeti: O monitoramento microbiológico ambiental nessa área de alto nível de higiene, onde se inclui a área de processamento e equipamentos, é de suma importância e deve ser construído com base em uma análise de risco feita no local. A definição do tipo de amostragem, frequência e quais os microrganismos a serem analisados, seja do ambiente ou do produto final, vai depender justamente dessa análise de risco feita in loco e por profissionais devidamente qualificados para tal.
Particularmente, não sou favorável a fazer amostragem das mãos de operadores, pois o mais importante é que a empresa desenvolva um programa de Cultura da Qualidade em que a aplicação das Boas Práticas de Fabricação seja de alto nível por todos na organização. Uniformes sempre limpos, lavagem e higienização das mãos são mais importantes que investir em fazer análise de swab das mãos. Neste sentido, espera-se que a empresa disponha de dispositivos instalados que atendam essa necessidade em locais estrategicamente definidos. Não se pode exigir que as pessoas lavem as mãos se não houver condições adequadas para tal exigência.
Vanessa: Após estes casos, muitas empresas que fabricam chocolate ou que o utilizam como matéria prima, passaram a se preocupar ainda mais. Qual sua recomendação para estas empresas? Ao que elas devem se atentar? Precisam fazer algo mais?
Donizeti: Cada evento dessa magnitude merece atenção especial e minha recomendação é que sempre se faça uma análise profunda do acontecimento e que se responda à seguinte pergunta:
– Há possibilidade de evento similar ocorrer com a minha empresa?
Se a resposta for sim, então é importante fazer uma avaliação ampla para descobrir se há vulnerabilidade que possa impactar os seus negócios (é importante que a Alta Direção da empresa tenha conhecimento dessas vulnerabilidades). É hora, então, de tomar providências imediatas e colocar um plano de ação eficaz para evitar algum eventual prejuízo por esse tipo de ocorrência.
Um dos aspectos que mais interfere no contexto de tomada de decisão de um recall é a rastreabilidade. Ter a certeza de saber em qual dimensão está contido o problema nem sempre é uma resposta rápida e precisa. Portanto, os exercícios necessitam incluir esse aspecto para avaliar quão robusto está o sistema de rastreabilidade da empresa. Especificamente, na fabricação de chocolates, muitas vezes a dificuldade é definir onde está o “ponto de corte” em relação à abrangência de possíveis lotes contaminados.
Vanessa: Você já vivenciou situações que envolveram recall? Quais conselhos você poderia compartilhar sobre ações a serem tomadas no gerenciamento da crise e na forma de comunicar com o público?
Donizeti: Sim, já vivenciei situações que envolveram recall e outras em que quase chegamos lá. São experiências que trazem muitos aprendizados, mas preferiria ter esses aprendizados de outra forma do que passar por tais situações.
O importante é ter em mente que as crises são muito particulares, ou seja, você pode estar muito bem preparado, mas há sempre algo que foge do controle. Mas se a empresa tem uma equipe multidisciplinar e multifuncional preparada e efetiva, pode ter maior sucesso na gestão de uma crise. Portanto, recomendo fazer exercícios frequentes e muito próximos da realidade, variando os tipos de eventuais problemas para que estejam o mais preparados possível para uma eventual situação de crise.
A equipe deve ter um Sistema de Alerta Precoce (conhecido em inglês como Early Warning System) em que se possa tomar ações preventivas que podem até prevenir uma eventual crise, ou mesmo minimizá-la devido às ações tomadas antecipadamente, sem que o problema chegue ao nível de gerar uma crise.
No plano de gestão de crises é fundamental a forma de comunicação. A mensagem deve ir diretamente ao ponto, resumida e clara. A comunicação que se faz externamente deve ser aquela divulgado internamente, com os devidos ajustes para adaptação de linguagem, mas a parte central deve ser a mesma.
Na comunicação externa, não se pode esquecer de fazê-la de forma a atender as exigências legais nos locais onde os produtos foram comercializados (principalmente se houve exportações, deve-se atender aos requisitos legais dos países importadores). Importante ainda é que não se deve esquecer de fazer a comunicação chegar aos seus clientes também.
Após passadas todas as fases da crise, deve-se desenvolver um plano de recuperação da imagem, como também fazer uma avaliação da ocorrência com o objetivo de colher os aprendizados, ou seja, analisar as ações e medidas que deram resultados positivos e aquelas que não foram efetivas.
Vanessa: Uma mensagem final aos nossos leitores?
Donizeti: Segundo minha experiência, profissionais de qualidade, principalmente aqueles que estão em posição de liderança e que necessitam tomar decisões, não podem negligenciar nenhum resultado que demonstre algum desvio, principalmente relacionado com controle microbiológico. Numa eventual detecção de anormalidade, tome ações imediatas para identificação da causa-raiz. Não fique sentado no ar-condicionado e na frente de seu computador. Vá ao local que possa estar associado ao problema. Pratique o “boss”: boots on the shop floor, conhecido também como “tbc”: tire a b… da cadeira. Lá você aprende e toma decisões muito mais assertivas.
Donizeti Cezari é bacharel em Química (UNESP), com especialização em Engenharia da Qualidade (FAAP), MBA em Administração de Negócios (INSPER) e diversos outros cursos de especialização nas áreas de ciência dos alimentos e gestão da qualidade. Atuou em Controle, Garantia e Gestão da Qualidade na Nestlé, incluindo experiência internacional na Região do Norte da África, Oriente Médio e Europa. Após mais de 42 anos dedicados à área de qualidade, aposentou-se em agosto de 2020. Em 2021, voltou a atuar, agora como consultor e mentor em gestão da qualidade, por meio da Cezari – Consultoria e Mentoria em Gestão da Qualidade Ltda. – www.cezariqualidade.com.br – onde a melhoria da Qualidade através da Cultura da Qualidade, agilidade, inovação no sistema de gestão, redução de perdas e desperdícios são as áreas-foco de sua atuação.
7 min leituraApós casos recentes envolvendo contaminação de chocolates com Salmonela, fomos conversar com Donizeti Cezari, que trabalhou por mais de 40 anos na área de Qualidade na Nestlé, sendo os últimos […]





 Figura 1 – Funções das embalagens inteligentes na indústria de alimentos.
Figura 1 – Funções das embalagens inteligentes na indústria de alimentos. 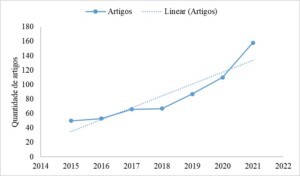 Figura 2 – Publicações anuais de artigos contendo as palavras chave “smart packaging” na base de dados da Scopus entre 2015 e 2021 –
Figura 2 – Publicações anuais de artigos contendo as palavras chave “smart packaging” na base de dados da Scopus entre 2015 e 2021 – 

