A análise de dados e rastreabilidade de informações para tomada de decisões é uma das atividades mais difíceis (e mais importantes) na indústria de alimentos.
Sua relevância se dá principalmente porque eventuais crises nesse setor precisam ser resolvidas com agilidade e precisão e ter informações de fácil acesso e com interpretação de dados fornece uma celeridade acima da média.
Já a dificuldade está intimamente ligada a desafios como:
- Produção de muitos dados;
- Tratamentos de dados sujos e não confiáveis;
- Processos e informações não rastreáveis;
- Falta de automatização para rastreabilidade e tratamento de dados;
- Falta de conhecimento sobre análise de dados.
Promover a rastreabilidade e análise de dados como fatores indispensáveis nos processos de indústrias de alimentos deve ser uma ação pensada em prol da organização, velocidade e tomada de decisões eficazes, com uma velocidade alinhada ao grau de urgência de uma crise, como mandados de recalls.
A importância da análise de dados para tomada de decisões
A premissa de uma análise de dados é interpretar um conjunto de dados, sejam eles quantitativos ou qualitativos, para tirar conclusões que sejam úteis e, sobretudo, verdadeiras, sobre o negócio. Dessa forma, a análise de dados tem como principal objetivo apoiar tomadas de decisões realmente assertivas.
Partindo desse pressuposto, ao trazer a análise de dados para a indústria de alimentos, devemos considerar que as informações colhidas devem ser suficientes para tomadas de decisões como:
- Ajuste de parâmetros de processo, como tempo, temperatura e pH, com base em dados históricos e desempenho por lote.
- Identificação de gargalos ou desvios operacionais, com base em dados de OEE.
- Aprovação ou rejeição de matérias-primas, com base em laudos e critérios de inspeção.
- Elaboração de relatórios para auditorias (internas, clientes ou órgãos reguladores).
- Gestão de validade e rotação de estoque (FIFO/FEFO) com base em dados em tempo real.
- Resposta a fiscalizações e exigências regulatórias, com base em evidências rastreadas.
- Lançamento ou descontinuação de produtos, com base em análise de consumo, rejeições e custos.
- Ajuste de formulações ou processos, de acordo com feedback de clientes e indicadores de qualidade.
- Avaliação de impacto de ações ambientais ou sociais, como certificações sustentáveis.
- Identificação de tendências e novas demandas de mercado, usando dados de consumo e reclamações.
Nesses casos, e em outras diversas decisões, os dados fornecidos pelo próprio sistema vão garantir que a organização está no caminho correto. Isso porque essas informações vão ajudar a identificação de padrões de falha, sinalizam desvios, ajudam na comparação de lotes, rastreiam não conformidades e por aí vai…
Nesse sentido, o desafio maior é garantir que esses dados sejam gerados e monitorados em tempo real, de forma confiável. Além disso, é preciso ter na equipe profissionais que entendam como os processos da indústria funcionam, e o que aqueles dados querem dizer.
Quais dados devem ser monitorados?
Processos produzem infinitos dados. Em meio a uma quantidade realmente alta de informações produzidas, cabe à equipe responsável analisar quais são os dados realmente relevantes para sua indústria de alimentos.
Para definir quais dados devem ser monitorados, considere:
- Qual decisão será tomada?
- Quais são os objetivos dessa decisão?
- Quais são os processos envolvidos?
- Quais são as variáveis desses processos que devem ser consideradas?
- Quais são os dados produzidos por esses processos?
- Quais desses dados são relevantes para a tomada de decisão?
De forma geral, é possível dizer que cada decisão analisará um conjunto de dados diferentes, mesmo que determinados dados funcionem para mais de uma decisão. Nesse sentido, alguns dos dados mais utilizados na indústria de alimentos são:
- Temperatura, umidade e pH em pontos críticos de controle (HACCP);
- Resultados de análises microbiológicas e físico-químicas
- Frequência e tipo de não conformidades registradas
- Histórico de reclamações de clientes
- Eficiência das linhas (OEE – Overall Equipment Effectiveness)
- Tempo de setup e troca de produtos
- Rendimento por tipo de insumo ou formulação
- Registros de aplicação de produtos químicos (concentração, tempo de contato)
- Histórico de auditorias (internas, externas, de clientes ou regulatórias)
- Planos de ação e status das não conformidades
- Documentos e versões atualizadas (POP, BPF, manual da qualidade)
- Indicadores de conformidade com legislações específicas (MAPA, ANVISA, SIF)
- Dashboards de indicadores-chave (KPIs), como, como índice de qualidade por produto, tempo médio de resposta a falhas, % de produtos rastreáveis e índice de satisfação do cliente (NPS, SAC).
Como a rastreabilidade ajuda a análise de dados na indústria de alimentos?
A rastreabilidade vem justamente para solucionar o maior desafio da análise de dados na indústria de alimentos: garantir dados seguros, gerados e monitorados em tempo real. Dessa forma, a possibilidade de rastrear informações é a garantia de que os dados estão sendo colhidos e tratados de forma certa.
Nesse sentido, é crucial considerar que a rastreabilidade para análise de dados não é somente para tomada de decisões, mas também para assegurar que os processos estão sendo seguidos da forma como foram desenhados. No ciclo de vida de documentos, por exemplo, saber quem aprovou, reprovou e acessar todas as versões é essencial para segurança e conformidade.
Além disso, a rastreabilidade na indústria de alimentos vai ajudar a:
- Garantir a segurança e integridade do alimento: processos rastreáveis produzem alimentos identificáveis e facilmente isoláveis, sendo possível detectar lotes contaminados e outros desvios de segurança e ameaça à saúde dos consumidores.
- Facilitar recalls e gestão de crises: com a localização exata dos produtos afetados, assim como a identificação dos pontos do processo que devem passar por ajustes é muito mais fácil tomar ações rápidas e com menor impacto para a reputação.
- Atender as exigências legais e normativas: rastreabilidade é requisito para inúmeras normas e órgãos, como ANVISA, MAPA e certificações como ISO 22000 e FSSC 22000, assegurando conformidade com padrões de segurança alimentar.
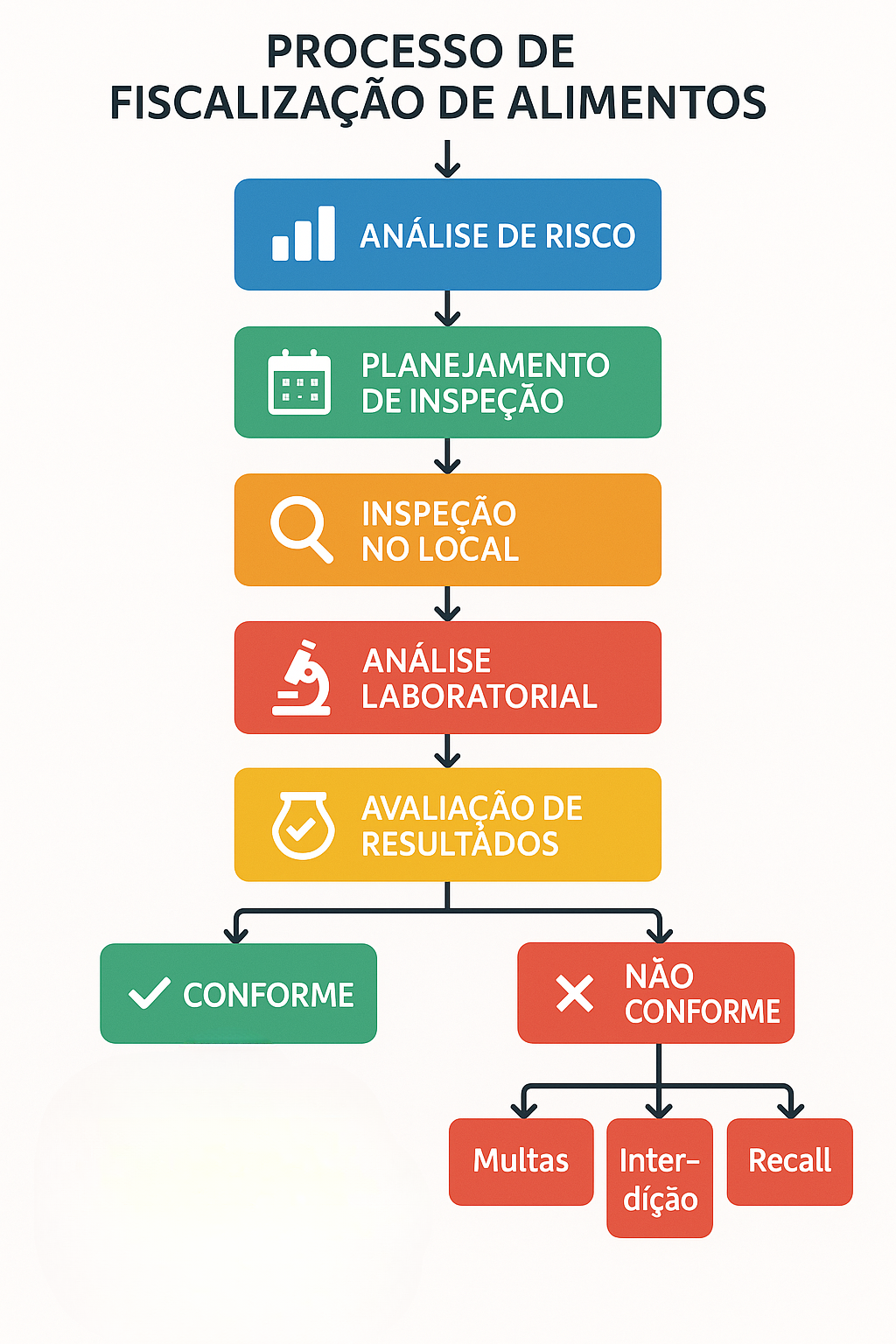
Rastreabilidade na hora de recalls e auditorias
Além de todas as funcionalidades detalhadas, a rastreabilidade tem um papel ainda mais forte quando o assunto envolve recalls e auditorias. Nesse caso, a sua atuação é crucial para que todo o processo de recall seja realmente rápido, e a organização consiga passar por auditorias sem dores de cabeça.
Recalls na indústria de alimentos costumam ser causados por contaminação microbiológica, rotulagem incorreta, presença de alergênicos não declarados, objetos estranhos ou falhas no processo produtivo. Quando isso ocorre, o tempo de resposta é fundamental tanto para proteger o consumidor, quanto para preservar a imagem da empresa.
Nesse cenário, a rastreabilidade permite:
- Localização completa do lote afetado;
- Identificação dos insumos e fornecedores envolvidos;
- Mapeamento de quais clientes ou distribuidores receberam o produto;
- Bloqueio automatizado do lote em estoque e processos;
- Geração de relatórios em tempo real para os órgãos competentes;
- Histórico completo de cada unidade produzida, com data, turno, equipamentos e operadores envolvidos.
Para auditorias internas e externas, as organizações precisam ter acesso rápido a informações documentadas, rastreáveis e confiáveis. A ausência de evidências ou inconsistências nos registros é uma das maiores causas de não conformidade.
Para esse caso, a rastreabilidade vai:
- Organizar os registros de forma automática, com histórico por produto, processo ou colaborador.
- Permitir a recuperação de evidências em segundos, sem busca manual em papéis ou planilhas.
- Manter versões atualizadas de documentos e registros de alterações.
- Apontar ações corretivas e preventivas já realizadas, com base em não conformidades anteriores.
- Integrar registros de sensores, sistemas e formulários digitais, aumentando a confiabilidade dos dados.
- Facilitar o monitoramento contínuo de pontos críticos de controle (HACCP), com alertas automáticos.
Como assegurar rastreabilidade e fazer análise de dados na indústria de alimentos?
Existem algumas etapas comuns que ajudam organizações a assegurar rastreabilidade e fazer análise de dados na indústria de alimentos. Ainda assim, é de suma importância considerar contextos e objetivos específicos da sua indústria.
- 1 – Mapeie os processos e pontos críticos da cadeia produtiva
Só vai ser possível garantir rastreabilidade se todos os processos produtivos estiverem mapeados. Além disso, é interessante saber quais são os dados oriundos de cada etapa do processo, para entender a melhor maneira de os colher e interpretar.
- Identifique quais etapas exigem rastreabilidade, como recebimento de mercadoria, produção, envase, armazenamento, expedição.
- Classifique pontos críticos de controle (HACCP) e defina quais dados devem ser registrados em cada etapa.
- Estabeleça o nível de rastreabilidade: por lote, por unidade, por fornecedor ou por cliente.
Com isso, o esperado é que a organização tenha uma base estruturada para uma rastreabilidade eficiente e análise de dados segmentada por processo.
- 2 – Padronize os registros e defina indicadores-chave (KPIs)
Sem padronização, os dados coletados perdem valor. Nesse sentido, padronizar formatos, critérios e frequências de registro é essencial para confiabilidade. Com isso, será possível ter dados comparáveis e consistentes, que ajudam a automatizar a análise dessas informações.
- Crie formulários ou checklists digitais padronizados por tipo de processo.
- Defina os principais indicadores a monitorar, como temperatura, tempo de cocção, pH, devoluções, perdas.
- Defina a equipe responsável pela coleta e validação dos dados.
- 3 – Automatize a rastreabilidade dos dados
A rastreabilidade manual é lenta, sujeita a erros e falhas de registro. Nesse sentido, a automação é o caminho para tornar o processo confiável, escalável e auditável. Com rastreabilidade contínua, em tempo real e com mínima intervenção humana, a organização alcançará uma considerável redução de falhas.
- Adote plataformas digitais integradas à produção, qualidade e estoque.
- Utilize coletores automáticos (sensores, etiquetas RFID, QR codes) para registrar dados em tempo real.
- Implemente registros automáticos por lote, incluindo entradas, saídas, testes e movimentações.
- Garanta que o sistema gere relatórios e trilhas de auditoria completas, com histórico de alterações.
- 4 – Garanta a confiabilidade e integridade dos dados
Não basta coletar dados: eles devem ser precisos, protegidos e auditáveis. Dados confiáveis são a base de qualquer tomada de decisão baseada em evidências. Assim, será possível ter certeza sobre auditorias, recalls, análise de causas, indicadores etc.
- Elimine registros manuais sempre que possível.
- Use sistemas com controle de acesso, versões e logs automáticos.
- Valide dados com checagens cruzadas automáticas e alertas para inconsistências.
- Capacite os times para entenderem a importância dos dados e seguirem os padrões.
- 5 – Transforme dados em decisões com dashboards e relatórios
Com os dados organizados e rastreáveis, o próximo passo é transformá-los em considerações acionáveis para a gestão. Dessa forma, a tomada de decisão será mais ágil e estratégica.
- Use dashboards com indicadores em tempo real (qualidade, perdas, devoluções, produtividade).
- Programe relatórios automáticos por período, produto ou unidade produtiva.
- Aplique análises preditivas e estatísticas para antecipar falhas ou desvios.
- Compartilhe os dados com áreas estratégicas (produção, qualidade, logística, diretoria).
Plataformas que contribuem para rastreabilidade em tempo real
O Docnix é uma plataforma completa para gestão da qualidade e compliance, com destaque para o Módulo Documentos, que centraliza, versiona e automatiza fluxos de aprovação. O módulo também gera relatórios e gráficos para monitoramento em tempo real.
Com ele, as informações certas chegam às pessoas certas no momento certo, fortalecendo a rastreabilidade de ocorrências e decisões. A digitalização de documentos e o histórico de revisões permitem identificar falhas, comprovar conformidade e responder rapidamente a auditorias, recalls ou não conformidades, com coleta e análise de dados com ferramentas da qualidade.
Tudo isso com dados confiáveis, rastreáveis e organizados e prontos para apoiar uma gestão baseada em evidências. É visibilidade em tempo real com segurança e controle.
Docnix
Docnix é uma suíte para gestão e qualidade organizacional com mais de 20 anos de história. A solução conta com 13 módulos independentes, mas integráveis, que vão acabar com o trabalho manual repetitivo da sua equipe de gestão, automatizando gerenciamento de documentos, ações, riscos, governança e outros. Para conhecer a Docnix, clique aqui.
7 min leituraA análise de dados e rastreabilidade de informações para tomada de decisões é uma das atividades mais difíceis (e mais importantes) na indústria de alimentos. Sua relevância se dá principalmente […]