9 min leituraTentar enganar consumidores com produtos alimentícios e bebidas fraudadas para obter ganhos financeiros não é uma novidade nas civilizações humanas. Os primeiros registros de food fraud na história são dos impérios egípcio e babilônico.
Há relatos em papiros egípcios (2000 a.C.) sobre produtores que diluíam ou usavam menos cevada do que o necessário na cerveja, e também de padeiros que adicionavam grãos ou óleos vegetais de baixa qualidade nos pães. Na Babilônia, o Código de Hamurabi (cerca de 1754 a.C.) regulava a venda de cerveja e previa a punição por afogamento para taberneiros que diluíssem a bebida, afinal, é um crime vil. Nem os romanos deram jeito. Em seu império (30 a.C.), a fraude alimentar era tão comum que havia leis específicas para o vinho, o pão e o sal, que frequentemente eram adulterados.
Fraude alimentar é deturpação intencional da verdadeira identidade ou conteúdo de um ingrediente ou produto alimentar, englobando a substituição, adição, adulteração ou deturpação deliberada de alimentos, ingredientes ou embalagens, ou declarações falsas ou enganosas feitas sobre um produto para ganho econômico.
Nos dias atuais, a prevenção e detecção de fraudes em alimentos permanece como um problema desafiador para os países, indústrias e consumidores, apesar dos recentes avanços nos requisitos regulatórios em muitas regiões do mundo. Também ocorreu a introdução de requisitos normativos em esquemas para Sistemas de Gestão da Segurança dos Alimentos, como os impulsionados pelo GFSI, nas norma FSSC 22000, como apresentado nos artigos:
Este artigo apresenta informações sobre fraude alimentar provenientes do estudo publicado no Jornal de Proteção Alimentar – Vol 87, ed. 3, de 2024, que analisou casos de fraude em alimentos entre 1990 e 2022 e foi publicado com o nome Banco de Dados de Registros de Fraude Alimentar: Resumo dos Dados de 1980 a 2022 (o original pode ser acessado aqui).
Os dados do estudo revelam que 46% dos casos de adulteração representam algum risco potencial à saúde de quem consome os produtos. Por exemplo: uma almôndega de carne adulterada com proteína de soja não declarada pode causar danos à consumidores alérgicos a esta leguminosa.
Convém ressaltar que o banco de dados utilizado no estudo foi compilado usando fontes públicas de informações sobre fraude, incluindo reportagens da mídia, que podem variar em precisão e validade.
Tipos de fraudes identificadas no estudo
1 – Deturpação da origem geográfica
- Azeite de origem tunisiana rotulado como italiano;
- Vinho espanhol vendido como vinho verde, porém, vinho verde só pode ser produzido no Minho, em Portugal;
- Vinho alegando um determinado terroir, porém com uvas provenientes de outras regiões.
2 – Diluição via substituição parcial ou total de alimentos ou ingredientes
- Substituição parcial de folhas de oliveira ou murta em orégano seco;
- Inclusão de carne de cavalo em carne bovina moída;
- Excesso de gordura e cartilagem em embutidos;
- Diluição do mel com xaropes de açúcar;
- Fiapo de milho misturado a pistilo de açafrão;
- Excesso de água em carcaças de frango ou no congelamento de peixes;
- Diluição de azeite de oliva com outros óleos vegetais, como canola, milho ou soja;
- Diluição de água de coco com água e adição de sacarose e glicose para acerto da concentração (°Brix);
- Café com excesso de sujidades diluindo o produto, ou com adição de cevada ou milho torrados;
- Substituição de manteiga de cacau em chocolate por outras gorduras, sem declarar devidamente;
- Substituição de ingredientes lipídicos lácteos por gorduras vegetais, por exemplo, em requeijão.

Azeites desclassificados – Fonte: Polícia Civil do Espírito Santo
3 – Adição não declarada, não rotulada ou não permitida de uma substância, para melhorar ou maquiar artificialmente a qualidade percebida
- Adição de corantes do Sudão às especiarias;
- Adição de melamina ou proteína de soja ao leite;
- Adição de formol, soda cáustica e água oxigenada ao leite;
- Agentes químicos de amadurecimento em frutas;
- Venda de truta salmonada como se fosse truta verdadeira;
- Venda de cachaça escurecida com folhas de mate para informar que foi amadurecida em barril de carvalho;
- Produtos químicos artificiais de “envelhecimento/ maturação” de queijo.

Peixe com olhos falsos para parecer fresco no mercado de frutos do mar do Kuwait – Fonte: site Al Arabiya
- Notas:
- Os corantes do Sudão são corantes azóicos utilizados em produtos têxteis e cosméticos e são proibidos de serem utilizados em alimentos devido aos seus possíveis efeitos cancerígenos.
- Melamina é uma substância alcalina, considerada um trímero da cianamida, com 66% de sua massa composta de nitrogênio, usado na fabricação de pratos, talheres, bandejas e outros utensílios. Por apresentar nitrogênio em sua composição, foi usada em fraudes para adulterar resultados do teor de proteínas em algumas análises do leite.
4 – Uso fraudulento de pesticidas, antibióticos, fungicidas ou outros biocidas ou conservantes não aprovados
- Uso de cloranfenicol em populações de abelhas;
- Uso de verde malaquita em aquicultura.
- Notas:
- O cloranfenicol é um antibiótico primariamente bacteriostático. Liga-se à subunidade 50S do ribossomo, inibindo a síntese proteica da bactéria.
- Verde malaquita (ou verde de anilina) é um fungicida tópico eficaz usado na indústria de aquicultura. O verde de malaquita (MG) é absorvido pelo tecido de peixe e metabolicamente reduzido a verde leucomalachite (LMG), que é lipofílico e pode ser armazenado em tecidos de peixe comestíveis por um longo período de tempo.
5 – Rotulagem com intenção de enganar o consumidor. Pode ser incorreta sobre conteúdo nutricional, enganosa ou deturpação de um atributo de rótulo que implica em uma técnica de produção específica, muitas vezes relacionada a alimentos consumidos por populações étnicas ou vulneráveis
- Fórmula infantil que não atende aos requisitos nutricionais conforme rotulado;
- Rotulagem incorreta intencional de variedades de uvas usadas na produção de vinho;
- Venda de Saithe como se fosse bacalhau Gadus morhua;
- Declaração que um azeite de oliva é extra virgem, sem que realmente seja;
- Rotulagem de cevada ou milho aromatizados como café, com embalagens similares a marcas de café tradicional, induzindo o consumidor a erro;
- Rotulagem fraudulenta de designações como orgânico, vegano, Kosher, Halal, galinhas criadas livremente, ovos caipiras e adulteração de datas de validade.

Foto divulgada pela Associação Brasileira da Indústria do Café (Abic) de “pó sabor café” que imita o café.
Neste caso da figura, o problema não está no produto, pois há a descrição “pó para preparo de bebida sabor café”, em letras pequenas na parte de baixo do painel frontal da embalagem. No entanto, a similaridade com uma marca tradicional de café, as cores (letra branca, com fundo vermelho numa embalagem verde), nome da marca (trocando apenas “tt” por “ss”) e a imagem de uma xícara branca no painel frontal, com bebidas que são similares ao café, induzem o consumidor a erro, especialmente idosos e pessoas com dificuldade de visão.
6 – Remoção de um componente de um ingrediente ou alimento que o caracterize e autentique
- Pimenta do reino, que previamente teve a piperina extraída;
- Especiarias que tiveram seus lipídios ou óleos essenciais aromatizantes removidos para produzir extratos aromatizantes derivados de especiarias.
7 – Criação de um produto alimentício totalmente fraudulento por meio de uma combinação de métodos
- Suco de “maçã 100%” que consiste em água, açúcar, aromatizantes, corantes e ácido.
Há também casos de violação de propriedade intelectual (embalagens e rótulos de marcas), mercadorias contrabandeadas e/ ou roubadas e outras formas de distribuição de produtos que deveriam ter sido retirados do mercado e se configuram como fraude.
Os 10 alimentos com maior incidência de fraudes relatadas no estudo

Sobre relatos de fraude em produtos específicos, leia também:
Devido à natureza da food fraud, os registros disponíveis publicamente provavelmente representam apenas uma fração da verdadeira incidência de fraude. Nas transações business to business, há casos em que há suspeita de fraude e o ingrediente é rejeitado pelos compradores sem que o incidente seja relatado publicamente.
Por isso, este ranking é uma análise parcial dentro da amostragem avaliada, não representando propriamente quais são as maiores fraudes que ocorrem no mundo. No entanto, ele dá um norte para análise e auxílio numa visão ampla do problema.
A FDA, a agência regulatória dos Estados Unidos, estima que 1% de todos os alimentos produzidos no mundo sofram algum tipo de fraude, o que gera prejuízos estimados na casa dos US$ 40 bilhões (cerca de R$ 230 bilhões) todos os anos.
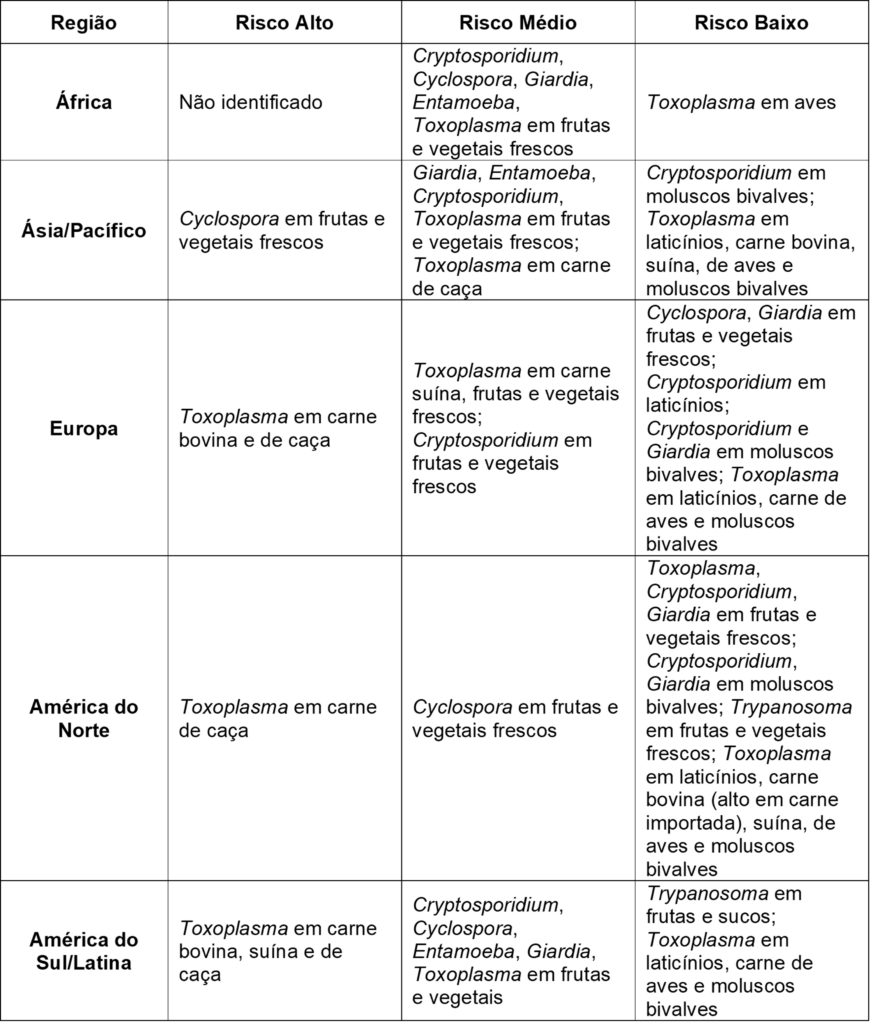
Exemplos de adulterantes comuns por categoria de produtos observados no estudo
| CATEGORIA DE PRODUTOS |
EXEMPLOS DE ADULTERANTES RELATADOS |
| Produtos lácteos e derivados |
Água, óleos vegetais, ureia, formaldeído, hidróxido de sódio, melamina, leite de espécies alternativas, amido, açúcar, isolado de proteína de soja, sal. |
| Frutos do mar e produtos do mar |
Produtos do mar de espécies alternativas, formaldeído, água, gelatina, produtos vencidos, verde de malaquita, cloranfenicol, produtos declarados do mar, porém, criados em fazendas. |
| Produtos de carne e aves |
Produto à base de carne vencido e reaproveitado, espécies alternativas à declarada, produto à base de carne impróprio para consumo humano, alvejante, formaldeído, carne não Halal, carne não Kosher, carne não orgânica, proteína de soja, incorporação de miúdos, dióxido de enxofre, corante, glúten, água. |
| Ervas, especiarias e temperos |
Corantes, cromato de chumbo, corantes do Sudão, vários materiais vegetais (folhas, cascas/ cascas de nozes), farinha de milho, amidos, material vegetal com origem botânica alternativa, farinhas de grãos. |
| Bebidas (alcoólicas) |
Bebidas alcoólicas falsificadas, bebidas alcoólicas com origem geográfica ou varietal alternativa, metanol, álcool isopropílico, álcool propílico, água, corantes, açúcar, etilenoglicol. |
| Ingredientes botânicos |
Produtos botânicos de fonte alternativa, corantes, amido de milho, ingredientes farmacêuticos ativos, fontes exógenas de compostos bioativos, clorofilas, cascas. |
| Mel |
Mel com origem geográfica alternativa, uso de cloranfenicol, xarope de milho rico em frutose, xarope de açúcar (não especificado), xarope de açúcar de cana, glicose. |
| Óleos vegetais |
Óleo de semente de algodão, corantes do Sudão, óleo de cozinha reciclado, óleo de palma, gorduras/ óleos animais, óleo de girassol. |
| Azeite |
Óleo de girassol, óleo de milho, óleo de avelã, óleo de canola, azeite grau alternativo, não virgem ou não extra virgem, azeite de origem geográfica alternativa. |
| Bebidas não alcoólicas |
Produtos de bebidas falsificados, açúcar, água, polpa de laranja não declarada, cores e sabores não declarados, xarope de milho com alto teor de frutose, suco de maçã não declarado, suco de frutas de origem botânica alternativa. |
As fraudes ocorrem em todo o mundo, variando segundo os produtos mais produzidos em cada região do globo. O mapa a seguir apresenta a distribuição geográfica dos registros de incidentes de fraudes analisados no estudo, com as cores representando o nível das incidências. Índia, China, Estados Unidos, Itália e Reino Unido foram os países com o maior número de fraudes detectadas.
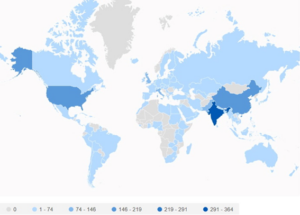
Mapa de incidência de fraudes alimentares por região do globo
O Brasil neste estudo aparece em uma posição intermediária no ranking, ao lado de outros países europeus, asiáticos e africanos.
Contudo, no Brasil, o MAPA tem atuado fortemente no controle da fraude em alimentos. Só em 2023 apreenderam 131 mil litros de azeite de oliva, 66 mil litros de água de coco, 59 mil litros de néctar, 58 mil litros de vinho e 5 mil kg de café fraudados, e nenhum destes casos aparece na pesquisa em questão.
Ainda no cenário brasileiro, com base em informações de fiscalizações do MAPA, o índice de conformidade em relação a fraudes no leite, na carne de frango e nos pescados chama a atenção:
- Leite pasteurizado = 5,9 % estão fora do padrão, potencialmente alteradas com a adição de soro de leite, açúcares, sais e conservantes não declarados, entre outras substâncias proibidas;
- Leite UHT = 9,8 % estão fora do padrão;
- Leite em pó = 6,6 % estão fora do padrão;
- Carcaças de frango = 16,5 % estão fora do padrão, especialmente em relação à adição de água;
- Pescados = 8,7 % estão fora do padrão, também em relação à água de congelamento.
Por isso, os resultados apresentados no estudo não devem ser interpretados para representar o escopo conhecido da food fraud globalmente, pois há uma grande variação nos mecanismos de vigilância e denúncia de questões de segurança dos alimentos e fraude em todo o mundo.
Uma baixa incidência de denúncias de fraude num determinado país não necessariamente deve ser interpretada como representando baixo risco, pois pode ser um caso de subnotificações, seja por falhas na sistemática de denúncias ou outros motivos.
Embora neste estudo tenham usado todos os meios necessários para coleta de dados e, assim, realizar pesquisas de informações globalmente, há, sem dúvida, um viés em relação aos relatórios em inglês, uma vez que este trabalho foi baseado nos EUA, país com que os analistas tinham mais familiaridade com a língua e com os mecanismos de relatórios.
Apesar das relatadas limitações, tal estudo representa um avanço significativo, aprimorando o olhar sobre fraudes em alimentos relatadas em fontes publicamente disponíveis.
Leia também:
Visualização da postagem 8.615
9 min leituraTentar enganar consumidores com produtos alimentícios e bebidas fraudadas para obter ganhos financeiros não é uma novidade nas civilizações humanas. Os primeiros registros de food fraud na história são dos […]