O blog Food Safety Brasil segue com a série sobre os principais contaminantes da cadeia de alimentação animal (feed). Após o post sobre Salmonella (veja aqui), trataremos hoje dos bolores e leveduras.
Quem são?
Bolores e leveduras são microrganismos que, apesar de geralmente se apresentarem com aspectos bem diferentes, pertencem ao mesmo grande grupo taxonômico: fungos. Pertencem ainda a este reino os cogumelos.
São organismos muito importantes relativamente à sua ação nos alimentos, pois além de alguns poderem produzir toxinas (micotoxinas), têm uma elevada capacidade de decompor a maioria dos alimentos.
Bolores são fungos multicelulares, formados por filamentos denominados hifas, ramificadas em micélios. Quando o substrato proporciona a umidade necessária, esporos presentes nessa estrutura germinam e possibilitam sua proliferação. Os bolores revelam notável capacidade de adaptação e crescimento sob condições extrem amente variáveis como a umidade e a temperatura. O intervalo ótimo se situa entre 25°C a 30°C, mas outros fatores podem interferir, como pH (faixa ótima entre 4,5 a 5,0), taxa de oxigenação, período de armazenamento, grau de contaminação, condições físicas dos grãos e infeção por insetos, entre outros. São pouco exigentes quanto aos nutrientes disponíveis, razão pela qual o crescimento pode ocorrer praticamente em qualquer tipo de substratos.
amente variáveis como a umidade e a temperatura. O intervalo ótimo se situa entre 25°C a 30°C, mas outros fatores podem interferir, como pH (faixa ótima entre 4,5 a 5,0), taxa de oxigenação, período de armazenamento, grau de contaminação, condições físicas dos grãos e infeção por insetos, entre outros. São pouco exigentes quanto aos nutrientes disponíveis, razão pela qual o crescimento pode ocorrer praticamente em qualquer tipo de substratos.
Já as leveduras são fungos unicelulares cuja forma pode variar entre esférico, ovoide, cilíndrica ou triangular. Como células simples, elas crescem e se reproduzem mais rapidamente do que os bolores, e necessitam para o seu crescimento e metabolismo de umidade superior à da exigida pelos bolores (e inferior à exigida pelas bactérias), com faixa de temperatura ideal para o crescimento em torno de 25ºC a 30ºC. O crescimento é favorecido em meio ácido (pH entre 4.0 e 4.5), multiplicando-se melhor em substrato rico em carboidratos, principalmente açúcares simples.
A título de curiosidade, algumas espécies de fungos, como a Saccharomyces cerevisae (oriunda do processo de fermentação para produção de etanol e cerveja), são aprovadas para uso como ingrediente para alimentação animal (‘feed’).
Qual o habitat preferencial?
Bolores e leveduras são encontrados em uma ampla gama de ambientes. A grande maioria deles vive no solo, fazendo parte da decomposição de materiais na natureza. São encontrados também na água, no ar, em plantas, em insetos e outros lugares.
O crescimento de bolores e leveduras pode ocorrer no campo, bem como durante o processamento e armazenamento de feeds. Estão relacionados à deterioração de feeds e são indicadores de falta de higiene durante o processamento de produtos para alimentação animal.
Quais os seus sintomas em animais e humanos (indiretamente)?
No âmbito da alimentação animal, a ingestão de bolores causa danos ao fígado, disfunção imunológica e numerosos problemas de produtividade dos animais. Além disso, estes microrganismos demonstram afetar a disponibilidade de nutrientes ao diminuir a ativi dade das enzimas pancreáticas e hepáticas, diminuir a absorção de nutrientes e aumentar a excreção de nutrientes.
dade das enzimas pancreáticas e hepáticas, diminuir a absorção de nutrientes e aumentar a excreção de nutrientes.
Bolores estão associados ainda ao aborto micótico e placentite necrosante em diversas espécies de animais. Mais de 22 espécies de fungos já foram relatadas como causadores de aborto, porém Aspergillus fumigatus é a principal espécie encontrada em casos de aborto micótico bovino, sendo o tecido placentário normalmente o mais afetado.
Além disso, a maioria dos bolores são toxigênicos, o que significa que eles liberam toxinas que podem ser irritantes ou significativamente prejudiciais para algumas pessoas. Chamadas de micotoxinas, essas substâncias químicas tóxicas são produzidas pelo fungo durante a decomposição de alimentos. Em breve um post será lançado tratando exclusivamente deste tema.
Em geral, as leveduras representam menores danos à saúde animal. No entanto, altas contagens de levedura podem levar a uma perda de energia de 5 a 10% do valor nutricional. Feeds contaminados com leveduras são menos palatáveis e os animais podem comer menos. Isso levará a uma redução na ingestão de nutrientes e, assim, diminuirá o ganho de peso e a produção. Além disso, efeitos dérmicos foram observados.
Não foram encontrados dados sobre a exposição humana por meio de produtos de origem animal provenientes de feeds contaminadas com bolores e leveduras.
Qual é a rota de transmissão na cadeia feed / food?
Bolores e leveduras podem estar presentes em uma ampla variedade de matérias-primas para alimentação animal.
O excesso de umidade é considerado o fator mais crítico que contribui para o crescimento de b olores e leveduras. Feeds como grãos, armazenados em alta umidade relativa, absorvem prontamente o excesso de umidade do ar. Ácaros e insetos usam os nutrientes dos grãos e produzem água como um subproduto metabólico e, portanto, produzem umidade adicional suficiente para o crescimento de fungos. Os insetos também danificam a camada protetora da semente dos grãos, o que permite que o grão danificado absorva rapidamente a umidade do ambiente, 5 vezes mais rapidamente que o grão intacto.
olores e leveduras. Feeds como grãos, armazenados em alta umidade relativa, absorvem prontamente o excesso de umidade do ar. Ácaros e insetos usam os nutrientes dos grãos e produzem água como um subproduto metabólico e, portanto, produzem umidade adicional suficiente para o crescimento de fungos. Os insetos também danificam a camada protetora da semente dos grãos, o que permite que o grão danificado absorva rapidamente a umidade do ambiente, 5 vezes mais rapidamente que o grão intacto.
A poeira é o principal veículo pelo qual os microrganismos, incluindo bolores e leveduras, podem ser transmitidos dentro da instalação. Portanto, as medidas tomadas para controlar e minimizar a poeira são cruciais para o sucesso de qualquer programa de controle de microrganismos.
Qual o impacto econômico na cadeia feed?
A deterioração de alimentos por bolores e leveduras causa perdas econômicas em todo o mundo, sobretudo em grãos e cereais armazenados a granel.
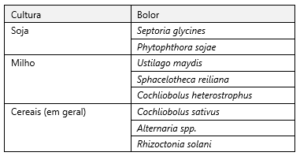
Seguem abaixo exemplos de grãos comumente produzidos no Brasil para uso em ‘feeds’ e espécies de bolores comumente associadas a eles:
Além disso, perdas significativas são frequentemente relatadas decorrentes de aborto micótico.
O impacto econômico de contaminações por micotoxinas será abordado em um novo post em breve.
Quais as medidas de controle relacionadas à cadeia de alimentação animal?
Todas as partes da cadeia de alimentação animal (‘feed’) devem ser incluídas, começando pelo cultivo ou manejo.
Possíveis medidas relacionadas a atividades específicas dentro de cada parte da cadeia devem se concentrar no controle de condições que impeçam a proliferação de bolores e leveduras, como condições gerais de higiene, umidade e temperatura.
Seguem abaixo alguns pontos relevantes:
- manter instalação em boas condições, sem goteiras ou frestas que impeçam a entrada de água e umidade
- procedimentos de limpeza e higienização adequados para cada equipamento ou área. A limpeza a seco é preferível à úmida. Se for necessário o uso de água, deve haver uma correta secagem
- eliminar fonte de poeira, como vazamentos, derramamentos e pontos de acúmulo em equipamentos e áreas
- controle adequado da recontaminação e o tratamento térmico eficaz
- efetivo controle de rotatividade de estoque, principalmente para produtos armazenados por longos períodos, como grãos e cereais.
O crescimento de bolores pode também ser inibido ou os bolores podem ser eliminados por técnicas de processamento (por exemplo: tratamento térmico) ou aditivos (por exemplo, ácidos orgânicos).
5 min leituraO blog Food Safety Brasil segue com a série sobre os principais contaminantes da cadeia de alimentação animal (feed). Após o post sobre Salmonella (veja aqui), trataremos hoje dos bolores […]