Falar de biofilme na indústria de alimentos é deixar todo mundo de cabelo em pé. Aqui no blog muito já se falou sobre esse assunto: veja aqui e aqui. Dessa vez não vou falar de biofilme, mas foi uma discussão sobre biofilme que me deu a ideia de escrever este artigo sobre materiais de contato – você já ouviu falar de pite em aço inox? Mais precisamente corrosão por pite em aço inox – em inglês, chamada de “pitting”?
A corrosão por pite é caracterizada por pequenos furos no metal, orifícios que adentram formando um pequeno poço. Ela é causada pela quebra da camada apassivadora do metal, o que acontece somente na presença de íons agressivos. Os íons cloretos são, na maioria das vezes, a causa do problema. O grande problema do pitting é que ele cria um ambiente favorável ao acúmulo de matéria orgânica e, consequentemente, proliferação de bactérias e formação de biofilme.
Toda essa introdução foi para chegarmos ao assunto da vez: materiais utilizados na construção de utensílios e superfícies de equipamento em contato com alimentos. A regra geral é que estes materiais não podem permitir a migração de substâncias nocivas ou transmitir cores, odores ou sabores aos alimentos. Esses materiais também precisam ser:
- seguros;
- duráveis, resistentes à corrosão e não absorventes;
- de peso e espessura suficientes para suportar lavagens repetidas;
- bem acabados para ter uma superfície lisa e fácil de limpar; e
- resistentes à corrosão, lascamento, fissura, arranhões, pittings, etc.
Todos esses requisitos devem ser atendidos para que um metal seja considerado “seguro para alimentos”. No entanto, não é qualquer metal que serve quando se trata de fabricação de produtos alimentícios. Os fabricantes devem atender a requisitos rígidos para todos os seus equipamentos de processamento e manipulação de alimentos. Usar o tipo errado de metal para um processo de fabricação onde haja contato do material com os alimentos pode ter resultados desastrosos.
Voltando ao aço inox para contato com alimentos, já sabemos que ele vem em muitas formulações diferentes, por isso é difícil generalizar sobre a adequação deste material. Então, aqui está uma visão geral rápida das ligas de aço inoxidável mais comumente usadas na indústria alimentícia:
- Aço inoxidável 304 – O aço inoxidável grau 304 é a liga de aço inoxidável mais comumente utilizada nas indústrias de alimentos. Como material, ele é altamente útil porque pode resistir à corrosão causada por uma ampla variedade de produtos químicos e pode ser eletropolido em uma superfície lisa, brilhante e fácil de limpar. No entanto, alguns corrosivos e a exposição excessiva ao sal podem degradar (corrosão por pite) o aço inoxidável 304.
- Aço inoxidável 316 – O aço inoxidável grau 316 é uma liga de aço inoxidável que conta com molibdênio (um elemento químico que resiste à corrosão de maneira eficaz) em sua fórmula. Como muitas ligas de aço, ele tem uma temperatura de uso contínuo várias vezes mais alta do que a maioria dos processos de fabricação de alimentos exigirá (mais de 800°C). Possui alta resistência a ácidos, álcalis e cloretos (como sal). Outros aços inoxidáveis austeníticos, como o grau 304 SS, podem sofrer corrosão por pite severa quando expostos ao sal, que geralmente está presente em produtos alimentícios.
- Aço Inoxidável 430 – O metal de aço inoxidável 430 é muito semelhante ao aço inoxidável 316. Ele tem o mesmo teor de cromo do 316, mas apenas uma fração do teor de níquel, o que o torna uma alternativa mais acessível para alguns fabricantes de alimentos. Outra grande diferença é que o grau 430 tem extraordinária resistência à corrosão sob tensão (o crescimento de formações de trinca que pode causar falha repentina em ambientes corrosivos) e tem uma forte resistência aos ácidos nítrico e orgânico. É frequentemente usado para aplicações onde o contato prolongado com compostos levemente ácidos é uma preocupação. A liga também apresenta resistência ao enxofre e à oxidação.
E o aço carbono? Embora muitas indústrias ainda o usem, esse material é proibido pela Anvisa. Para saber mais leia aqui. A principal diferença entre o aço carbono e o aço inox é que o segundo possui muito mais resistência contra ferrugem e corrosão em relação ao primeiro. Aços carbono, ao reagirem com o oxigênio do ar, formam uma camada superficial de óxidos de ferro. Esta camada, por sua vez, é porosa, o que permite a contínua oxidação do metal.
Vale ainda lembrar que as normas de certificação GFSI estabelecem que as empresas devem assegurar que todos os requisitos regulamentares e estatutários de segurança de alimentos sejam identificados para todos os materiais que entram em contato com o produto, o que inclui os equipamentos. Informação documentada, na extensão necessária à condução da análise de perigos, deve ser mantida. Esse é um ponto ainda de pouca avaliação pois muitas indústrias alegam que seus equipamentos são antigos, os fabricantes já não existem mais e, portanto, não possuem a especificação do equipamento ou forma de obtê-la.
Nesses casos, como fazer? Alguns auditores, por amostragem, acabam escolhendo equipamentos recém-adquiridos ou “menos” antigos na tentativa de obter a documentação comprobatória. Mas confiar na sorte de que o auditor não pedirá a especificação do material nunca é a melhor saída. Hoje em dia existem empresas especializadas, com equipamentos especializados, para fazer análise e determinação da liga metálica, conhecida como espectrometria por fluorescência de raios x portátil.
A espectrometria por fluorescência de raios x portátil é um método não destrutivo e econômico, que proporciona rápidos resultados e qualidade de detecção, com a vantagem de detectar elementos desconhecidos em amostras líquidas, sólidas, gasosas, pastosas, etc. Ela também serve para medir a espessura de revestimentos. Além disso, por apresentar baixo risco, os espectrômetros se encaixam nos equipamentos que são isentos dos requisitos de proteção radiológica pela CNEN (Comissão Nacional de Energia Nuclear).
Portanto, cabe à empresa ter o conhecimento necessário para que possa atender – não somente aos requisitos da normas – mas também os critérios de legislação e segurança de alimentos.
4 min leituraFalar de biofilme na indústria de alimentos é deixar todo mundo de cabelo em pé. Aqui no blog muito já se falou sobre esse assunto: veja aqui e aqui. Dessa vez […]





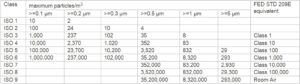 Tabela 1 – Classificação de Sala Limpa através da contagem e medição de partículas – Fonte: ABNT ISO 14644:2019
Tabela 1 – Classificação de Sala Limpa através da contagem e medição de partículas – Fonte: ABNT ISO 14644:2019