Uma pergunta frequente quando se quer validar a eficácia de limpeza de remoção de um alergênico em uma superfície de fabricação de alimentos é: qual o melhor detergente para remoção de alergênicos na indústria de alimentos?
Essa resposta não é simples, pois há muitos fatores que afetam a eficácia da limpeza:
- Metodologia de limpeza (ou seja, seca, úmida, úmida controlada, por imersão)
- Tipo de sujeira a ser removida (por exemplo: matriz alimentar, como gorduras, carboidratos, proteínas)
- Se a sujidade foi aquecida e por quanto tempo permaneceu na superfície)
- As superfícies a serem limpas (material de contato e desenho sanitário)
- Agentes e mecanismos de limpeza empregados (ou seja, tempo, energia mecânica, energia térmica, energia química)
Apesar da dificuldade, há uma extensa revisão bibliográfica que compila vários estudos e traz resultados interessantes. Este trabalho foi realizado pelo Food Standards Agency, autoridade sanitária do Reino Unido. Alguns destaques estão sumarizados na imagem abaixo:
Explicando os resultados
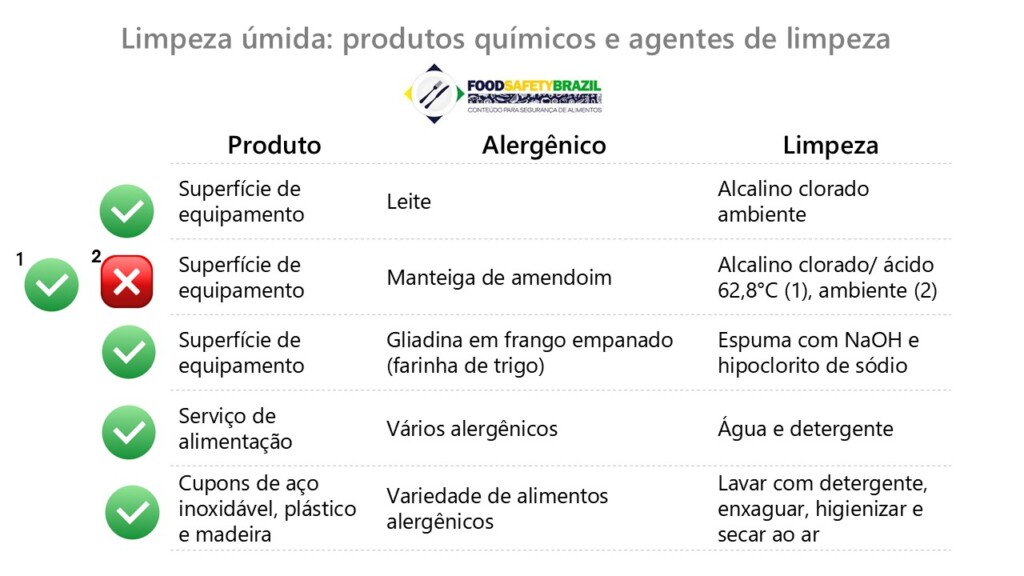
Detergente alcalino clorado foi capaz de remover todos os resíduos de leite quente, mesmo quando a solução detergente estava à temperatura ambiente. Tanto o limpador alcalino clorado quanto o detergente ácido a 62,8°C foram capazes de remover eficazmente todos os resíduos de manteiga de amendoim das superfícies de contato com alimentos, mas isso não foi alcançado à temperatura ambiente.
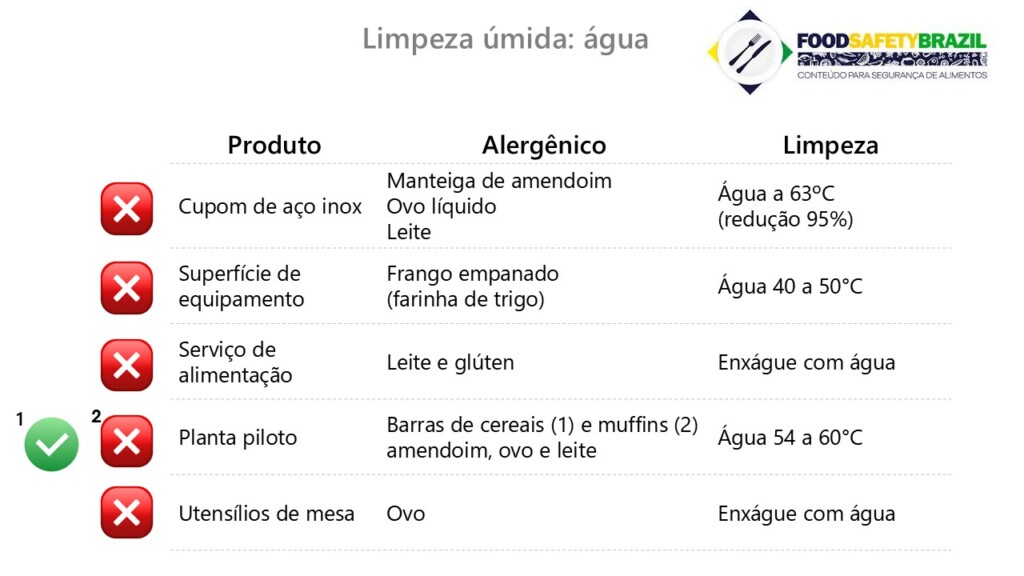
Espuma contendo hidróxido de sódio e hipoclorito de sódio (álcali clorado) e esfregação com surfactante com enxágue com água removeram gliadina, componente do glúten, na maioria dos swabs de linhas onde frango empanado (com farinha de trigo ou amido de trigo na massa) havia sido produzido. Um desinfetante de amplo espectro seguido de enxágue com água retornou resultados de ELISA para gliadina em todos os swabs com Em um ambiente de serviço de alimentação, a limpeza de superfícies de trabalho, utensílios ou mãos e luvas com água e detergente foi geralmente suficiente para evitar contato cruzado, entretanto, como Dispositivos de Fluxo Lateral foram usados, houve referência ao possível “efeito gancho” (onde uma quantidade muito alta de um analito está presente na amostra, mas o valor observado é falsamente reduzido. Um ciclo completo de limpeza com detergente alcalino seguido por um desinfetante em linhas de processamento em escala piloto usadas para produzir barras de cereais e muffins contendo amendoim, ovo e leite foi eficaz na remoção de resíduos alergênicos. Um método de limpeza completo (lavar com detergente, enxaguar, higienizar e secar ao ar) foi consistentemente eficaz na remoção de uma variedade de alimentos alergênicos de cupons de aço inoxidável, plástico e madeira, exceto manteiga de amendoim, que foi detectada em plástico texturizado e algumas superfícies de madeira. E quando foi utilizada somente água sem detergente? Bem, neste caso os resultados não foram favoráveis: Explicando os resultados A redução média de manteiga de amendoim, ovo líquido e leite pela água a 63ºC foi de 96,5% em cupons de aço inoxidável abrasivos e não abrasivos, permanecendo portanto, um resíduo. Quando água (40-50ºC) foi usada para enxaguar as linhas nas quais foi produzido frango empanado (com farinha de trigo ou amido de trigo na massa); gliadina foi detectada em todos os swabs da superfície. Em um ambiente de serviço de alimentação, a limpeza das superfícies de trabalho, utensílios ou mãos e luvas somente com água não foi suficiente para evitar o contato cruzado entre leite e glúten. A lavagem de linhas de processamento em escala piloto usadas para produzir barras de cereais e muffins contendo amendoim, ovo e leite com água quente (54-60ºC) foi eficaz para a linha de barras de cereais, mas não para a linha de muffins. Utensílios de mesa para serviços de alimentação lavados apenas com água apresentaram resultados positivos ou fracamente positivos usando Dispositivos de Fluxo Laterals para ovos. Os resultados do ELISA quantitativo mostraram que os níveis de alérgenos estavam em torno de 50 ng/mL após a lavagem apenas com água. Estes resultados mostram o quanto múltiplas variáveis desafiam o processo de validação, o quanto cada caso deve ser estudado considerando suas particularidades e a dificuldade de se fazer extrapolações. O uso de detergentes alcalinos, em particular detergentes alcalinos clorados, demonstrou ser mais eficaz do que outros produtos químicos na remoção de alergênicos, mas foi apontado que não existe um único regime químico ou de limpeza úmida que seja eficaz em todas as situações, devido aos vários fatores que afetam a eficácia da limpeza, conforme destacado. Esse post contou com a contribuição do colega Marcos Amorim 3 min leituraUma pergunta frequente quando se quer validar a eficácia de limpeza de remoção de um alergênico em uma superfície de fabricação de alimentos é: qual o melhor detergente para remoção […]