Entre os desafios da indústria de alimentos, estão as cepas resistentes e os biofilmes. Um dos microrganismos mais preocupantes é a Listeria, devido aos problemas de saúde associados a ela. Podem ser encontradas cepas persistentes de L. monocytogenes na indústria de alimentos, que são capazes de sobreviver por meses e até anos, que normalmente são diferentes das cepas que são introduzidas diariamente por matérias-primas, e isso pode ser explicado pelos seguintes fatores:
a) Sobrevivência à desinfecção: nos processos de desinfecção sempre há a sobrevivência de algumas células, mesmo que seja em uma proporção muito baixa, já que a desinfecção não é o mesmo que a esterilização.
b) Concentrações subletais de desinfetante: quando se desinfeta por spray ou pulverização sobre superfícies molhadas, pode-se diluir o desinfetante em alguns pontos e consequentemente reduzir a concentração a valores subletais, o que possibiltaria a adaptação de células aos desinfetantes.
c) Zonas de refúgio das bactérias: quando se limpa e se desinfecta uma indústria de alimentos, sempre há locais onde os procedimentos são ineficazes, porque as soluções de detergente e/ou desinfetante não chegam, não penetram bem ou não há ação mecânica suficiente: frestas, poros, juntas, zonas pouco acessíveis ou não acessíveis, etc. Nestas zonas as bactérias podem sobreviver e proliferar, aderindo à superfície e formando biofilmes.
d) Formação de biofilmes: os biofilmes podem ser um importante exemplo de como a adaptação fisiológica (fenotípica) pode conferir resistência intrínseca aos biocidas. A maior resistência associada às bactérias no interior do biofilmes desaparece quando as células são extraídas e cultivadas novamente em meio de cultura.
A eliminação de cepas persistentes pode ser mais fácil do que a de biofilmes porque os mesmos são um caso particular de contaminação microbiológica. Os biofilmes são constituídos por agrupamento de bactérias aderidas entre si e à superfície. Essas bactérias encontram-se imersas em uma matriz gelatinosa e adesiva de natureza polimérica, constituída pelos microrganismos e uma mistura de proteínas, polissacarídeos, lipídios e ácidos nucleicos. Essa matriz exopolimérica pode também conter outros materiais não celulares procedentes do entorno em que o biofilme cresceu, como restos orgânicos, argila, metais, etc.
A aderência de bactérias a superfícies é um processo físico-químico determinado por forças eletrostáticas entre as células e as superfícies, que pode ser facilitado pela presença de flagelos, fimbiras e pili.
As etapas de formação de biofilmes são: 1) Contato e aderência da bactéria sobre a superfície; 2) Formação de microcolônias; 3) Comunicação entre as moléculas através do mecanismo chamado de quorum sensing e a produção da matriz extracelular; 4) Crescimento do biofilme através da assimilação de substrato e crescimento de colônias; 5) Dispersão por desprendimento de partes, e essas aderem a outras superfícies possibilitando a expansão do biofilme.
Em resumo, um biofilme consiste em colônias de microrganismos ligados entre si e ligados a um suporte sólido, que lhes proporciona estabilidade, nutrientes e proteção. Consiste em células microbianas circundadas por uma matriz formada por partículas poliméricas extracelulares (EPS), como proteínas e polissacarídeos.
Um biofilme facilita a proliferação de microrganismos pelo fornecimento de proteção, umidade e um ambiente rico em nutrientes.
A matriz pegajosa, densa e muito viscosa representa uma defesa física que protege os microrganismos de forma extremamente eficaz contra a agressão externa.
Biofilmes geralmente são formados por diversas espécies como bactérias, mofos, algas, etc. Eles se desenvolvem nas superfícies favoráveis a sua adesão (poros, ranhuras e superfícies rugosas) e também superfícies que têm um programa de limpeza e desinfecção ineficiente.
A presença de biofilmes na indústria de alimentos é preocupante. As condições ambientais que podemos encontrar dentro de uma indústria de alimentos favorecem, em muitos casos, a presença de uma ecologia microbiana muito diversificada, que pode abrigar microrganismos patogênicos com capacidade de formar biofilmes como Listeria monocytogenes, Salmonella enterica, Escherichia coli e Pseudomonas aeruginosa.
Assim, a identificação do biofilme através da reação com a matriz exopolimérica tem sido a forma mais adequada.
Remover um biofilme de uma superfície é muito difícil, mas não é impossível quando se tem suporte de um especialista para adequar o procedimento de sanitização.
Muitas vezes não é suficiente aumentar a concentração dos desinfetantes e se faz necessária a utilização de detergentes especiais para a quebra e desintegração da matriz polimérica, para que o componente ativo de um biocida de amplo espectro possa penetrar na massa viscosa e interagir com todas as diferentes espécies presentes, causando a morte das células microbianas.
Você pode ler mais sobre este assunto clicando aqui e aqui.
Carla Lima Gomes é engenheira de alimentos (UFSC) e Mestre em Qualidade Total (Unicamp).
Texto baseado no livro: Listeria Monocytogenes – 2 Ed. Betelgeux, 2013, escrito por E. O. Iranzo; R.B. Navarro; J.J.C.Gascó, A. M. Cucart; F.L. Cartón.
3min leituraEntre os desafios da indústria de alimentos, estão as cepas resistentes e os biofilmes. Um dos microrganismos mais preocupantes é a Listeria, devido aos problemas de saúde associados a ela. […]
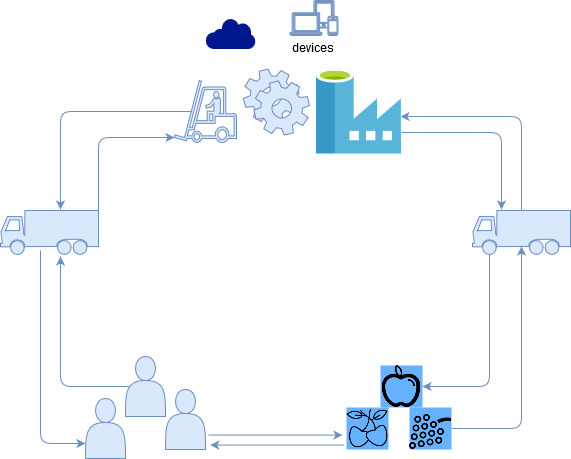
A indústria 4.0 representa um grande desafio para o setor de alimentos e bebidas. Ao mesmo tempo, traz consigo uma série de benefícios no que se refere ao controle de custos, qualidade e segurança dos alimentos.
As tecnologias associadas a este conceito, como Inteligência Artificial, internet das coisas e armazenamento em nuvem, por exemplo, representam ferramentas importantes para padronização e controle de processos. Trata-se de investimentos que, em curto e longo prazo, promovem aumento da produtividade, da confiança dos consumidores e contribuem com a segurança ao longo da cadeia de produção.
Um dos pontos de destaque se refere à segurança dos alimentos. Através do armazenamento e compartilhamento de dados de todos os elos da cadeia de produção, a confiabilidade nos processos aumenta. Possíveis falhas, em qualquer elo desta cadeia, podem ser identificadas e tratadas sem que a segurança do produto final seja ameaçada.
Isso nos faz pensar numa ferramenta chave para os produtores de alimentos: a rastreabilidade. Trata-se do “conjunto de procedimentos que permite detectar a origem e acompanhar a movimentação de um produto ao longo da cadeia produtiva, mediante elementos informativos e documentais registrados” como descreve a Instrução Normativa Conjunta INC 02/2018. Do ponto de vista do consumidor, é a garantia de que todas as etapas da produção são conhecidas e controladas, conferindo maior credibilidade ao produtor que utiliza esta ferramenta. Entretanto, quando tratamos da produção de alimentos, estamos falando de um sistema complexo em que o número de fornecedores e consumidores, relacionados a um único lote de um determinado produto, pode ser muito grande. Assim, a quantidade de dados associados a este lote também é muito grande. O que nos leva a uma importante questão: como armazená-los, controlá-los e ainda garantir que sejam facilmente acessados? Parece algo dispendioso, informações relevantes podem ser perdidas. E se este produto hipotético foi produzido no ano anterior? Como resgatar os dados num tempo hábil? Trata-se de um grande desafio para o fabricante.
Por isso, a possibilidade de armazenamento e compartilhamento de dados com maior rapidez e segurança, ofertada pelas tecnologias 4.0, confere importantes benefícios ao produtores que as adotam, como: “1) acesso a informações completas e atualizadas em tempo real; 2) eliminação do uso de papel (um custo importante) que atrasaria a produção, aumentando horas de trabalho necessárias para documentar e arquivar todas as etapas; 3) eliminação de erros de transcrição dos dados; 4) visibilidade imediata de estoques; 5) armazenamento de todos os dados de produção e estoque para rastrear o status da máquina.”
Entretanto, para garantir que o ambiente 4.0 traga os resultados esperados, os requisitos de cada produto/processo devem ser cuidadosamente avaliados e validados. E quais seriam estes requisitos? Todos os detalhes referentes aos equipamentos (design e manutenção), utensílios, insumos e recursos associados. Algo que exige um esforço conjunto de especialistas das diferentes áreas.
Mariana Costa é engenheira de alimentos e atua em indústria de laticínios.
2min leituraA indústria 4.0 representa um grande desafio para o setor de alimentos e bebidas. Ao mesmo tempo, traz consigo uma série de benefícios no que se refere ao controle de […]
Dois métodos de análise muito utilizados para planejamento estratégico, porém a metodologia de análise SOAR tem o foco na investigação apreciativa adaptada da análise SWOT auxiliando organizações e pessoas a se concentrarem em seus pontos fortes, nas oportunidades, na visão de futuro (aspirações futuras) e nos resultados que trarão do desenvolvimento e dos objetivos estratégicos. Ferramenta da investigação apreciativa que utiliza-se da análise SOAR para um melhor entendimento por parte dos atores empresariais que já estão acostumados ao modelo SWOT, porém com um viés mais positivo capaz de trazer resultados mais inspiradores para toda a equipe. Muitos defensores da metodologia SOAR falam dela como uma “análise SWOT positivamente reestruturada”.
O modelo de análise SOAR é utilizado para:
Explorar novas iniciativas;
Desenvolver um plano, revisões e alinhamento anuais da estratégia;
Focar e redirecionar esforços e recursos;
Desenvolvimento de lideranças;
Planejar a carreira ou desenvolver o plano de desempenho de pessoas;
E para empresas que buscam avanços em vez de melhorias graduais.
Ao conduzir uma análise SOAR, as perguntas básicas a serem respondidas são:
S: Quais são os nossos maiores pontos fortes?
O: Quais são as nossas melhores oportunidades?
A: Qual é o nosso futuro preferido? Aspirado?
R: Quais são os resultados mensuráveis ? O que nos dirá se alcançamos essa visão do futuro?
Essa abordagem é uma forma de aplicação da investigação apreciativa, iniciada no começo da década de 1980 nos Estados Unidos por David Cooperrider e Diana Withney, direcionada ao planejamento estratégico. O intuito dessa investigação é realizar mudanças – seja para pessoas ou organizações – com base em uma filosofia positiva.
Uma metodologia que engaja todos envolvidos a alcançar as mudanças desejadas pelas organizações ou pessoas em ambientes favoráveis deslocando o foco dos problemas e indo para os recursos positivos. A investigação apreciativa promove mudanças intensas, inspira pessoas e estimula a mudar o modo de pensar. Esse modelo gera uma vital conexão entre pessoas capazes de promover um ambiente de cooperação profunda. É neste ambiente de cooperação que as pessoas conseguem criar um futuro pautado por potenciais positivos e soluções criativas.
“Nós não descrevemos o mundo que vemos, mas sim, vemos o mundo como descrevemos.”David Cooperrider.
Dentro desse cenário, são criadas novas abordagens para promover um clima positivo e influenciar os colaboradores a olhar os problemas e ameaças sob uma nova perspectiva, procurando mais “o que fazemos de melhor e o que nós queremos” em vez de “o que está errado, o que está faltando, o que nós não queremos e o que está não conforme”.
Essa abordagem impacta as empresas em diversas frentes e contexto estratégico, encarando-se uma análise com foco na influência positiva e geração de mais entusiasmo e criatividade para resultados inovadores! A ferramenta envolve representantes dos vários níveis da organização para que compartilhem conversas, participem da estratégia e do planejamento estratégico. A resistência à mudança poderá ser minimizada e é mais provável que os colaboradores comprometam-se com as metas e objetivos que eles mesmo ajudaram a criar. Construir sobre os pontos fortes da organização produz melhores resultados do que gastar tempo e energia tentando corrigir os pontos fracos.
A investigação apreciativa é uma maneira particular de fazer perguntas e de prever o futuro promovendo relacionamentos positivos, aprimorando assim a capacidade de um sistema de colaboração e mudança. Ela utiliza um processo de 4 estágios conhecido como Ciclo 4D. São quatro passos que vão desde a descoberta desse núcleo positivo na organização até a aplicação do método em busca dos resultados. São eles:
Discovery – A DESCOBERTA: A identificação de processos organizacionais que funcionam bem. Toda organização tem um núcleo positivo e esse núcleo precisa ser descoberto. Nessa descoberta se investigará exatamente quais são os cases de sucessos organizacionais, quais as conquistas, os seus principais valores e qualidades. Tudo voltado para uma perspectiva de passado, de onde deverá ser extraído o melhor. Nada de derrotas, fracassos e falências. Tudo deverá ser em torno do positivo em função da temática apreciativa.
Dream – O SONHO: A previsão de processos que funcionariam bem no futuro. Visualizar o melhor futuro, o futuro ideal, o futuro sonhado. Visualizar um futuro positivo.
Design – O PROJETO: Planejando e priorizando processos que funcionariam bem. Depois de identificado o futuro ideal, é hora de planejar como alcançá-lo! Nessa fase da investigação apreciativa, deverão ser pensadas ações de planejamento de mudanças que possibilitem a chegada a esse futuro ideal.
Destiny – O DESTINO (ou A ENTREGA): A implementação (execução) do design proposto. Neste momento, começam a ser colocadas quais serão as primeiras ações para começar a concretizar esse futuro ideal. É hora de colocar a mão na massa e ver a mudança acontecer! Nessa fase da investigação apreciativa você já estará com um pé nesse futuro tão sonhado.
A ideia básica é construir organizações em torno do que funciona, em vez de tentar consertar o que não funciona. É o oposto da resolução de problemas! A investigação apreciativa se concentra em como criar mais do que já está funcionando. Esse método é de natureza mais positiva do que muitos outros, no entanto, é uma estratégia simples, pois supõe que o sucesso gera sucesso. Muitas organizações estão de fato onde estão agora porque, ao priorizar, resolveram problemas, porém não se concentraram apenas no que não funcionava.
Modelo de Análise SOAR
Um modelo de análise SOAR é estruturado como uma simples matriz de 2 x 2, resultando em quatro quadrantes destacando as FORÇAS, as OPORTUNIDADES, as ASPIRAÇÕES, e os RESULTADOS.
FORÇAS
O que a organização faz bem, juntamente com seus principais ativos, recursos e realizações. Uma organização deve se concentrar em sua maior conquista, nos fatores únicos sobre a organização e nos fatores determinantes que garantem o sucesso da empresa. Exemplos de perguntas:
Em que nos destacamos?
Quais são as nossas maiores realizações?
Do que mais nos orgulhamos?
Quais são os nossos cases de sucesso?
O que nos torna únicos?
O que nós fornecemos que é de classe mundial?
Quais pontos fortes são mais valiosos em nosso mercado?
O que fazemos ou temos que é melhor do que qualquer outra pessoa?
OPORTUNIDADES
Circunstâncias que a sua equipe, o futuro do próprio negócio, a estratégia corporativa poderá aproveitar para obter sucesso, melhorar a lucratividade, a participação de mercados ou aumento da vantagem competitiva. Os desafios devem ser vistos como uma oportunidade perfeita para reformá-los em ganhos. A organização também vê os vários métodos para se diferenciar e se destacar dos concorrentes. Exemplos de perguntas:
Que parcerias levariam a um maior sucesso?
Que mudanças e tendências no mercado estão alinhadas com nossos pontos fortes?
Que ameaças vemos que poderíamos reformular como oportunidades?
Quais são as necessidades e desejos que atualmente não estamos atendendo dos nossos stakeholders internos e externos?
Existem lacunas no mercado que poderíamos preencher?
Há algo que podemos potencializar?
ASPIRAÇÕES
Uma expressão do que você quer ser e alcançar no futuro. Uma visão para desenvolver os pontos fortes atuais, as oportunidades mapeadas, inspirar e desafiar a situação atual. Esta é a ferramenta que mergulha principalmente a empresa no sentido de atingir seus objetivos. Concentrar nas iniciativas e processos voltados para o sucesso. Na maioria das vezes, os pontos fortes e as oportunidades atuam como as aspirações, pois oferecem meditação e momentos reflexivos. Exemplos de perguntas:
O que queremos alcançar no futuro?
Como devem ser nossos negócios futuros?
Como podemos fazer a diferença?
Pelo que somos apaixonados?
Que estratégias e ações apoiam nosso futuro perfeito?
RESULTADOS
Resultados tangíveis e medidas que demonstram que você alcançou seus objetivos e aspirações. Este é um pilar vital dessa estratégia, pois se concentra em fornecer sinais indicativos para a organização. Indica se a organização está no caminho certo para a consecução dos objetivos. A empresa também se concentra em como transformar a visão de sucesso em realidade. Quando os objetivos são atingidos, a organização é motivada e a mesma tendência é mantida. Exemplos de perguntas:
Que medidas nos dirão que estamos no caminho para alcançar o sucesso?
Como traduzimos nossa visão de sucesso em resultados tangíveis?
Como sabemos quando atingimos nossos objetivos?
Como fazer uma Análise SOAR efetivamente
Para obter os melhores resultados possíveis com sua análise SOAR, escolha participantes com uma ampla gama de perspectivas. O grupo deve ser composto por pessoas de diferentes departamentos da sua organização incluindo partes interessadas, como clientes, fornecedores e parceiros. Se for difícil reunir todos os participantes em um só lugar, ao mesmo tempo, deve ser proposto um compartilhamento de tela e/ou videoconferência que permitam que os facilitadores usem as ferramentas tradicionais de brainstorming, como papel para cartazes, quadros brancos e notas adesivas. Contudo, certifique-se que as ideias de todos sejam incorporadas, transcritas, conferidas e incluídas consolidando assim todas as informações relevantes.
Objetivos
Defina um objetivo claro para a análise SOAR. Comece declarando o objetivo do exercício e garanta que todos estejam claros quanto ao escopo. Esclareça em que nível da organização o processo se concentrará (estratégico, tático, projeto, produto/serviço ou nível pessoal) e em que período se destina (no próximo mês, ano ou período de vários anos). Explore a visão atual da organização, apresente dados relevantes e defina o desafio da sessão. Os resultados de análises e planos anteriores podem ser introduzidos neste momento. Você poderá usar como exemplos as Análises SWOT, Matriz BCG, Análise PEST/PESTEL, Partes Interessadas, Business Model Canvas e as 5 Forças de Porter.
Brainstormig – Chuva de ideias
Reúna sugestões e ideias. Certifique-se de que o grupo tenha um entendimento compartilhado do significado dos quatro quadrantes e das perguntas que precisam ser respondidas. Use grupos de observação para abordar cada seção da matriz SOAR. O tamanho dos grupos dependerá do objetivo da sessão, se todos estão no mesmo local, o seu papel ou relacionamento com a organização. Esta etapa é uma excelente oportunidade para envolver várias partes interessadas. Não ignore completamente as ameaças e fraquezas, mesmo que elas não estejam definidas na matriz SOAR. Em vez disso, reformule-os como uma afirmação positiva como força, oportunidade ou aspiração.
Agrupar
Esclareça o conteúdo, agrupe ideias semelhantes e exclua duplicatas. Agora você tem todas as ideias; é hora de organizá-las! Selecione duplicatas, mescle temas semelhantes e descarte qualquer uma que não esteja dentro do escopo. Essa etapa pode consumir bastante tempo, principalmente se a etapa de brainstorming foi realizada individualmente ou em muitos grupos menores.
Priorizar
Após consenso, priorize as questões de acordo com o impacto na organização. Priorize as informações identificadas na análise SOAR pedindo aos participantes que votem nas questões mais importantes de cada quadrante. Esses são os fatores que você deve abordar no seu plano. Atribua a cada pessoa um ou mais votos e solicite que eles distribuam entre os assuntos que considerem mais importantes.
Plano de ação
Crie um plano de ação com o engajamento voluntário para cada problema surgido. Decida uma ou mais ações para cada prioridade e acorde os prazos para conclusão.
Compartilhar
Compartilhe os resultados, incluindo o plano de ação com as partes interessadas relevantes.
Gere um relatório incorporando as conclusões da análise e o plano de ação para distribuir às partes interessadas relevantes. Este relatório fornecerá de um meio para monitorar o progresso e emitir atualizações regulares. É importante que aqueles que contribuíram com a análise vejam os resultados tangíveis e as melhorias ao longo do tempo e estejam dispostos a participar de processos semelhantes no futuro.
Algumas boas práticas devem ser seguidas para que a investigação apreciativa seja bem conduzida no que se refere a Análise SOAR identificando os pontos fundamentais.
Mude seu foco para o positivo: articule seus objetivos em torno da influência, inovação e do impacto positivo que poderá gerar em seu ambiente. Esse modelo mental abrirá um mundo de possibilidades, trazendo muito mais entusiasmo e criatividade para equipe que discute os rumos do plano estratégico.
Envolva as pessoas que gerarão impacto e que serão impactadas pela estratégia: busque melhores práticas, oportunidades de melhoria e aspirações para o negócio envolvendo parceiros, fornecedores e clientes, além do seu time interno, de forma colaborativa. Isto resultará na criação de estratégias inovadoras e não numa mera perspectiva interna.
Prototipe e capacite: encoraje seu time a testar novas ideias! Permita-se ser vulnerável neste momento. Apenas cenários que admitem riscos encorajam verdadeiramente a inovação! Metodologias ágeis estão aí para suportar estes processos. Foque os resultados que almeja atingir apoiados pela liderança. Ao final, os participantes criarão objetivos atraentes, estarão engajados e mergulharão num ambiente inspirador.
Mantenha uma estratégia ‘viva’ e sustentável: envolva diversas áreas e pontos de vista (internos e externos). Para o plano se tornar sustentável é necessário simplicidade na comunicação dos principais componentes trazendo a abordagem do “menos é mais” deixando assim, um plano mais assertivo para todos.
Na análise SOAR, o foco é totalmente positivo, traz possibilidades, valoriza a participação de todas as áreas, traz um olhar externo para contribuir com as discussões e verdadeiramente aporta diversidade e colaboração com o objetivo de criar um plano de ação visionário. Quanto mais engajado seu time for na elaboração do plano, mais participativo ele será na hora de implementá-lo.
8min leituraDois métodos de análise muito utilizados para planejamento estratégico, porém a metodologia de análise SOAR tem o foco na investigação apreciativa adaptada da análise SWOT auxiliando organizações e pessoas a […]
Na segunda parte dos posts sobre o 1º evento do segmento de lubrificantes de grau alimentício, os food grade, abordaremos as dúvidas levantadas pelos participantes:
– Os níveis atuais aceitáveis de contaminação de alimentos por lubrificantes food grade são difíceis de determinar, porém há estudos que indicam ser o máximo 10 ppm? Há esse valor definido? Qual a fonte? GRAS parts 182 and 184 sobre substâncias geralmente reconhecidas como seguras, além do FDA 21 CFR 178 3570 com limite para contato incidental 10 ppm e produtos à base de silicone é 1 ppm;
– Quais são os contaminantes de lubrificantes que diminuem sua funcionalidade? Umidade, pó em suspensão, contaminantes do processo, contaminantes químicos, rotação da carga e temperaturas, provocando oxidação por partículas de corrosão causadas pela ferrugem de peças de máquinas ou embalagens;
– Quais outros cuidados os lubrificantes devem ter no manuseio? Validades dos lubrificantes levam em consideração a formulação, ambiente produtivo e condições de estocagem (temperatura) e o mau uso para limpeza de peças de máquinas, com a intenção de deixar uma película de óleo anticorrosivo sobre a superfície da máquina;
– Quais são as referências sobre lubrificantes food grade? EN 1672-2: Food machinery: Common design guidelines Norma Europeia Parte 2: Requisitos de higiene. Nos termos do ponto 4, a lista de riscos, os lubrificantes são “pouco” mencionados. No ponto 5.2.1.7, rolamentos, etc, pode-se encontrar uma recomendação para usar apenas “lubrificantes para contato incidental com alimentos”; EC Directive 93/43/EEC Orientação europeia, que define os requisitos de higiene no que diz respeito aos produtos alimentares (alimentos / bebidas). SVGW, DVGW, BS 6920, and NSF 60/61; NLGI/ELGI – Grupo de trabalho conjunto (iniciado 1999) com membros do Instituto Nacional de graxa lubrificante (NLGI) e o Instituto Europeu de graxa lubrificante (ELGI); EHEDG (European Hygienic Equipment Design Group): Guide Line 23 sobre os lubrificantes food grade; DIN/ASTM/ANSI/ISO.
Visualização da postagem1.598
2min leituraNa segunda parte dos posts sobre o 1º evento do segmento de lubrificantes de grau alimentício, os food grade, abordaremos as dúvidas levantadas pelos participantes: – Os níveis atuais aceitáveis […]
A tecnologia de barreira ou de obstáculos é um método para garantir a segurança dos alimentos. Esta tecnologia combina dois ou mais métodos de conservação de alimentos eliminando ou controlando o crescimento de patógenos, tornando os alimentos seguros para consumo e prolongando sua vida útil. Esta tecnologia foi desenvolvida como um novo conceito para a produção de alimentos seguros, estáveis, nutritivos, saborosos e econômicos.
A conservação de quase todos os alimentos é baseada na aplicação combinada de vários métodos de conservação (por exemplo, aquecimento, resfriamento, secagem, cura, conservação, acidificação, remoção de oxigênio, fermentação, adição de conservantes, etc.). Esses métodos são aplicados desde séculos empiricamente, mas à medida que o conhecimento sobre esses métodos aumentou, eles foram sendo aplicados de maneira inteligente usando o conceito de tecnologia de barreiras.
Existem mais de 60 barreiras potenciais que podem ser usadas para conservação de alimentos, mas os obstáculos mais importantes são:
Microrganismos competitivos (bactérias do ácido lático)
Recentemente, várias novas técnicas de conservação de alimentos, como micro-ondas, radiofrequência, injeção direta de vapor, aquecimento ôhmico, irradiação, biopreservação, bacteriocinas, processamento por alta pressão, revestimentos comestíveis ganharam popularidade. No entanto, eles são mais eficazes em combinação com os métodos tradicionais de conservação (ou seja, barreiras). Assim, a tecnologia de barreiras também será a chave para a conservação futura dos alimentos.
Cada barreira pode ter um efeito positivo ou negativo nos alimentos, dependendo de sua intensidade. Por exemplo, o uso de baixa temperatura abaixo do limite crítico de qualquer alimento pode levar a injúrias pelo frio, enquanto o resfriamento na temperatura correta será benéfico para a prolongação da vida útil, pois retarda o crescimento microbiano. Da mesma forma, a redução do pH na salsicha inibe o crescimento de bactérias patogênicas, mas a redução além do limite necessário prejudica o sabor.
Portanto, deve existir um equilíbrio nas barreiras usadas para a conservação de alimentos. Os métodos convencionais de conservação de alimentos geralmente são baseados em um único método, aplicado em um nível tão alto que causa mudanças sensoriais visíveis no alimento. A tecnologia de barreiras, por outro lado, baseia-se na combinação de baixos níveis de duas ou mais barreiras. Nenhuma barreira isolada é responsável por tornar o produto estável, mas a estabilidade resulta do sinergismo entre os fatores combinados. A tecnologia de barreira produz mudanças sensoriais mínimas, o que torna os produtos mais aceitáveis do que os obtidos por métodos convencionais.
Para cada alimento estável e seguro, é necessário um conjunto de barreiras, que difere em qualidade e intensidade, dependendo do produto, mas em qualquer caso, as barreiras devem manter sob controle a população de microrganismos desses alimentos. A população inicial de microrganismos em um alimento não deve ser capaz de superar as barreiras presentes durante o armazenamento de um produto, caso contrário o alimento irá se deteriorar.
As respostas fisiológicas dos microrganismos durante a conservação dos alimentos são a base para a aplicação da avançada tecnologia de barreiras. Essas respostas são a homeostase, a exaustão metabólica e as reações de estresse de microrganismos em relação à tecnologia de barreira. A conservação de alimentos implica colocar os microrganismos em um ambiente hostil, a fim de inibir seu crescimento ou diminuir sua sobrevivência ou causar sua morte. As respostas viáveis dos microrganismos a esse ambiente hostil determinam se eles podem crescer ou morrer.
O novo objetivo da conservação ideal dos alimentos é a conservação multitarefa de alimentos, na qual barreiras suaves aplicadas de maneira inteligente terão um efeito sinérgico. Depois de esclarecidos os alvos de diferentes fatores preventivos nas células microbianas – e este deve se tornar um importante foco de pesquisa no futuro – a conservação de alimentos poderá progredir muito além da atual abordagem da tecnologia de barreira.
Referências:
LEISTNER, Lothar. Basic aspects of food preservation by hurdle technology. International Journal Of Food Microbiology, [s.l.], v. 55, n. 1-3, p.181-186, abr. 2000.
KHAN, Imran et al. Hurdle technology: A novel approach for enhanced food quality and safety – A review. Food Control, [s.l.], v. 73, p.1426-1444, mar. 2017.
SINGH, Shiv; SHALINI, Rachana. Effect of Hurdle Technology in Food Preservation: A Review. Critical Reviews In Food Science And Nutrition, [s.l.], v. 56, n. 4, p.641-649, 15 set. 2014. Informa UK Limited. http://dx.doi.org/10.1080/10408398.2012.761594.
3min leituraA tecnologia de barreira ou de obstáculos é um método para garantir a segurança dos alimentos. Esta tecnologia combina dois ou mais métodos de conservação de alimentos eliminando ou controlando […]
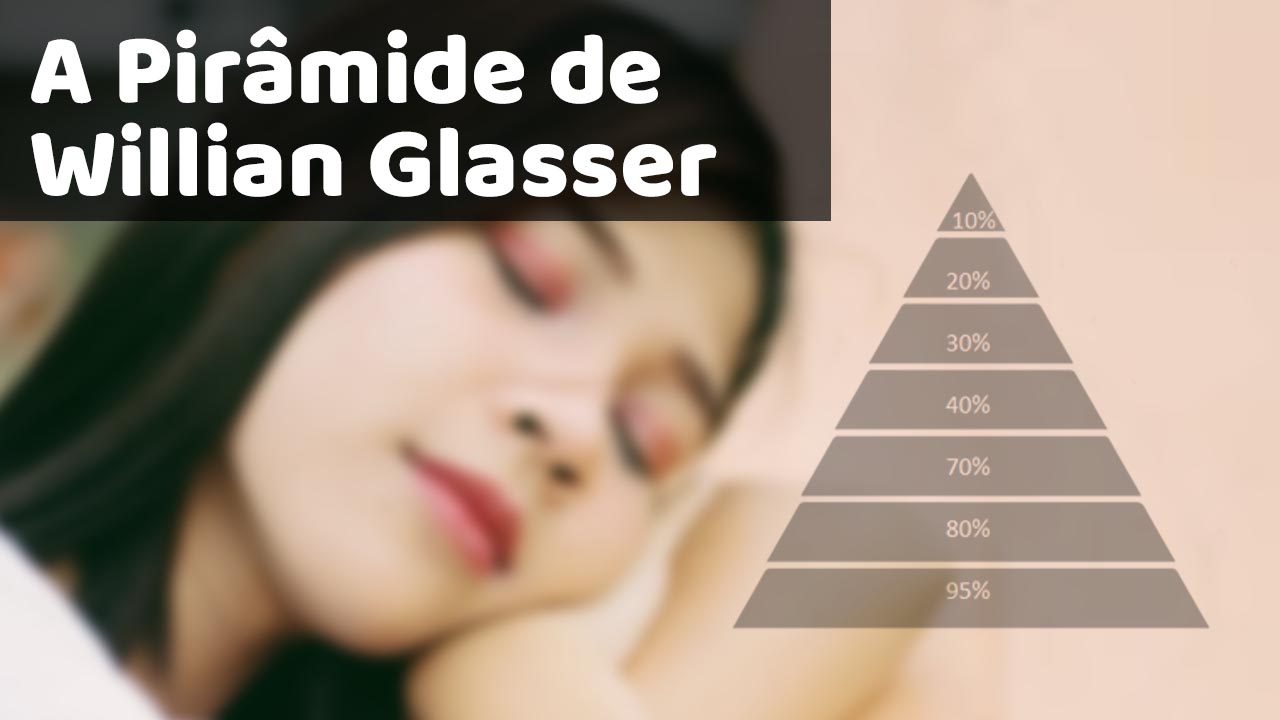
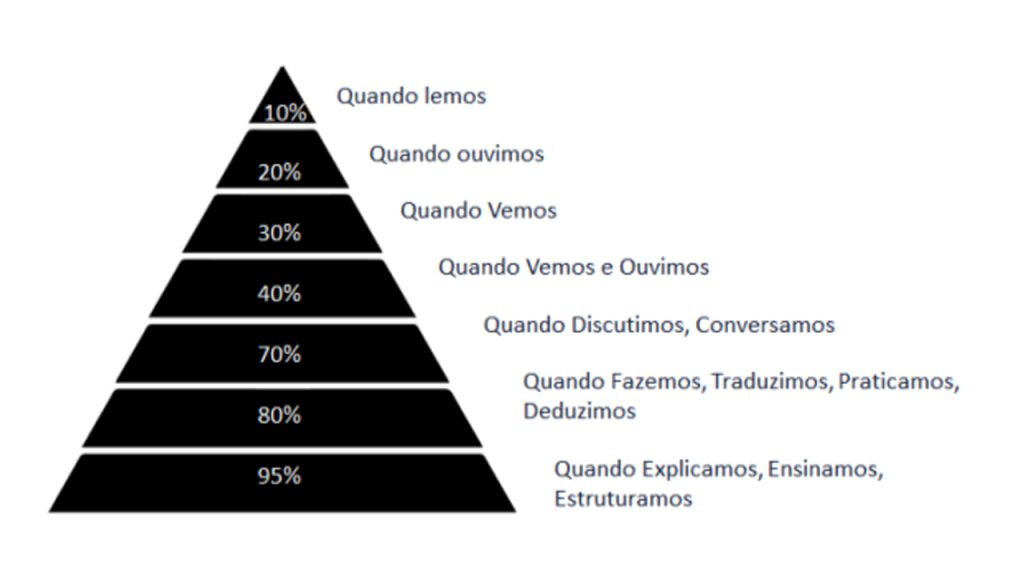
Neste artigo veremos como potencializar seus treinamentos usando a Pirâmide de William Glasser.
Como são realizadas suas integrações? Seus treinamentos de BPF? Suas reciclagens de APPCC?
Quando falamos em treinamentos de colaboradores, logo imaginamos uma sala, cadeiras, slides e uma pessoa falando por horas. O quanto essa atividade, esse monólogo, pode impactar positivamente um colaborador em food safety?
William Glasser
Glasser foi um psiquiatra americano, autor e coautor de numerosos e influentes livros sobre saúde mental, aconselhamento, melhoria escolar e ensino.
Através de estudos, Glasser identificou que a forma como o conhecimento era passado influenciava exponencialmente a forma como o conhecimento era absorvido pelas pessoas, ou seja, quanto mais experimental era uma atividade, maior era a capacidade de absorção do aprendizado.
Glasser classificou essa avaliação em categorias de aprendizado. Abaixo vemos uma ilustração que demonstra estes estudos.
Imagem: André Pontes
É nítido que quando o colaborador em um treinamento expõe seu ponto de vista (70%), realiza exercícios (80%), ou até mesmo tem a oportunidade de multiplicar o que aprendeu (95%) consegue absorver muito mais o aprendizado do que apenas nos momentos em que ele escuta alguém falando (20%).
Com esta informação e diante destes dados é importante utilizarmos novas técnicas para potencializar ao máximo a informação que se deseja repassar.
E você? Que técnicas diferenciadas tem utilizado em seus treinamentos?
Visualização da postagem2.307
< 1min leituraNeste artigo veremos como potencializar seus treinamentos usando a Pirâmide de William Glasser. Como são realizadas suas integrações? Seus treinamentos de BPF? Suas reciclagens de APPCC? Quando falamos em treinamentos […]
Auditorias não deveriam ser um processo tenso para os envolvidos. Porém, por mais que se tente evitar, isto pode ocorrer, entre outros motivos, porque o auditado, por mais que se diga o contrário, sente-se avaliado, e da mesma forma, o auditor sente-se pressionado.
As equipes multidisciplinares que desenvolveram e implementaram um SGSA (Sistema de Gestão em Segurança dos Alimentos), com todo esforço requerido para implantar BPF, para dar credibilidade técnica aos planos de HACCP, fazer validações de PCCs e PPROs, para criar uma cultura voltada à Segurança dos Alimentos, têm na auditoria um momento clímax de avaliação de seus trabalhos. Muito por isso, o apontamento de fragilidades ou de não conformidades gera frustrações, e aí confunde-se um resultado de caráter profissional com sentimentos pessoais.
E claro, por outro lado, os que não estão familiarizados em auditar talvez não imaginem, mas o auditor também sente-se sob pressão, uma vez que está fora da sua zona de conforto, numa empresa onde ele não conhece todos os “atores” envolvidos, não domina plenamente todos os processos e depende da cooperação de um grupo que pode não ser o mais simpático, atencioso e aberto. Além disso, ele tem muito pouco tempo para avaliar muita informação e sem a chance de errar, sabendo que tem que emitir um parecer conclusivo ao final da auditoria, e por isso, sabe que cada passo que dará estará sendo avaliado e cada frase que emitir estará sendo julgada.
Por isso, auditor e auditado estão num cenário que naturalmente pode ser um gerador de stress emocional, e sabemos que o ser humano exposto a tal situação fica no mínimo desconfortável, ou digamos, “à flor da pele”, e isso é capaz de alterar as emoções e de gerar reações que não seriam observadas numa situação cotidiana nas CNTP.
Somado a isto, tem-se o temperamento natural de cada um, e aqui podem então ser adicionadas as armadilhas e até mesmo as autossabotagens, o que cada um responde, a forma como responde, os gestos faciais, a entonação da voz, a simpatia e a antipatia entre os envolvidos, tudo são elementos que podem desencadear situações conflitantes.
Excesso de orgulho ou prepotência de ambos os lados podem ser fatais, por isso ambos devem acordar previamente a condução da auditoria em sua abertura, quando se expõem todas as regras que serão utilizadas na auditoria, incluindo escopo, critérios de definição de não conformidades, como será a condução, o que se pretende observar, o que se espera dos auditados, e sempre com tom de cordialidade profissional.
Comece bem o “relacionamento” neste momento
A regra geral, ou ideal, é que se evitem ao máximo emoções durante uma auditoria, emoções de qualquer tipo, o que é fácil falar, e, claro, difícil de pôr em prática, pois somos seres humanos e não um robô ou o senhor Spock, um alienígena Vulcano do seriado Star Trek, totalmente provido de lógica e com controle absoluto sobre suas emoções.
É evidente que sempre haverá algum fator emocional, mas temos que nos esforçar para seu controle e contenção, e até mesmo na linguagem oral e escrita devemos evitar emoções e o uso de adjetivos ou adjuntos adverbiais de intensidade ou palavras e expressões que denotem juízo de valor ou julgamento pessoal.
Qualquer informação a mais, especialmente acompanhada de exclamações ou com uso de hipérboles pode gerar muita confusão e contestação, pois não é incomum nas práticas de auditoria situações que configurem verdadeiros embates porque o auditor resolveu adjetivar constatações.
Lembre-se de que a linguagem do auditor é técnica e simples, do tipo “conforme” ou “não conforme”: a prática apresentada atende o requisito” ou “a prática apresentada não atende o requisito”.
Cuidado com excesso de expressões ou uma figuração muito teatral que possa ser mal interpretada, pois muitos dos problemas em auditorias são gerados não pelo que se fala, mas pela forma com que se fala.
Entre demonstrações de boas e más emoções, opte por emoção nenhuma. Mas o pior da emoção na auditoria é quando o auditor se deixa envolver com as constatações, faz caras e bocas, ficando irritado quando o auditado não sabe responder satisfatoriamente, quando a evidência demora para aparecer, ou quando a não conformidade é constatada.
Evite, portanto, palavras que gerem debates infrutíferos de juízo de valor ou emoção durante a auditoria
Por vezes, o auditor até não fica irritado, mas demonstra tristeza ou angústia, ou, ao contrário, deixa transparecer aquele sorriso de canto de boca de satisfação ao detectar uma não conformidade, o que é péssimo para todo o processo de auditoria, pois ele passa a transparecer como um “inimigo” que busca apontar problemas, e não um agregador que buscar avaliar um sistema de gestão.
Todas estas reações estão erradas ou na hora errada, afinal, o auditor não deve se envolver emocionalmente e muito menos deixar transparecer tais emoções. Um auditor profissional sabe que a emoção não faz parte da auditoria e que a conformidade e a não conformidade fazem parte da atividade rotineira, do processo natural de se auditar organizações.
Há inclusive casos piores que podem ser relatados como postura inadequada do auditor, brincadeiras fora de hora, piadinhas feitas com as próprias evidências ou com não conformidades, ironia com o auditado ou mesmo entonações que tem um viés de querer humilhar o auditado, menosprezar ou denegrir a organização auditada.
Concluindo, procure concentrar-se ao máximo, evite distrações, foque a parte técnica da auditoria: BPF, CIP, HACCP, Políticas de Vidros e Plásticos Rígidos, de alergênicos, calibrações, competências e treinamentos, elementos de gestão da norma que estiver sendo referenciada, etc.
Contudo, mesmo que o auditor tenha tomado todo o cuidado durante a fase de preparação para a auditoria, mesmo que se apresente de forma amistosa na reunião de abertura e adote uma postura colaborativa, por vezes, torna-se inevitável a situação de conflito durante uma auditoria.
O conflito pode ocorrer por diferentes motivos, desde questões de divergências simplesmente técnicas, até mesmo por questões do que chamamos de contra-auditoria, que é quando o auditado, por algum motivo, adota ações para atrasar, atrapalhar ou até mesmo impedir o bom andamento da auditoria.
Mesmo que declaradamente o auditado esteja praticando uma contra-auditoria, o auditor deve manter a postura profissional e o controle emocional e não reagir.
Nunca se esqueça de que você, como auditor, é um profissional desempenhando o seu trabalho e a outra pessoa sendo auditada também é. Portanto, não é uma questão de cunho pessoal, não encare desta forma, e como já dito anteriormente, e nunca é demais repetir, não se permita dominar pelas emoções.
A regra geral que você como auditor deve ter em mente é que nunca se deve reagir a uma provocação, ironia, contestação ou ataque de qualquer natureza
Em embates mais ferrenhos, uma saída diplomática caso ocorram situações em que a entrevista ou busca de evidência se tornar insustentável com uma pessoa sendo auditada, é o auditor optar por parar a entrevista e buscar o representante da empresa e/ou o auditor líder (se não for você) e comunicar sem emoção e de forma técnica o ocorrido. Nestes casos, muitas vezes, deve-se substituir o entrevistado/auditado por outro mais “colaborativo”. Mas há relatos em que os ânimos afloraram a ponto de uma auditoria precisar ser interrompida.
Jamais como auditor entre numa discussão, bata boca ou altere o tom de voz com o auditado.
Muito menos, fale algo que possa parecer de alguma forma um tom de ameaça quanto ao resultado da auditoria!
Lembre que auditorias devem se basear nos requisitos da norma auditada (FSSC 22000, BRC, IFS Food, SQF, etc), nas ações concretas efetuadas pelas empresas, nos planejamentos e medidas de controle elaborados e nas legislações sobre segurança de alimentos aplicáveis, mas nunca naquilo que o auditor “acha”, pois não cabem opiniões pessoais ou mesmo provenientes de experiências profissionais, cabe apenas a análise e julgamento se algo está conforme ou não conforme com os critérios adotados pela organização, escopo e referenciais normativos estabelecidos. Ter isso claro e sempre em mente evita uma série de problemas.
Se surgir alguma emoção, o que é natural, pois você não é o Spock, não se desespere, controle-se e sob nenhuma hipótese deixe transparecer ou permita que a mesma afete sua capacidade de julgamento, e baseado em fatos e dados, demonstre ao auditado as evidências que possui ou a lógica de suas constatações, sempre em tom calmo, tranquilo e explicativo.
Um bom auditor, ao adquirir competências para execução de suas atividades, não se prepara apenas tecnicamente, mas também emocionalmente. Ele desenvolve, portanto, a chamada inteligência emocional, para que assim possa ser assertivo e justo, fazendo auditorias completas, pertinentes e eficazes.
BERTOLINO, M. T. & COUTO, Marcello. Sistemas de Gestão Integrados: ISO 9001 + ISO 14001 + ISO 45001, com foco em resultados, Ed. Qualitymark, 2018;
BERTOLINO, M. T. Gerenciamento da Qualidade na Indústria Alimentícia: Ênfase em Segurança dos Alimentos, Ed. ARTMED, 2010.
Visualização da postagem2.970
6min leituraAuditorias não deveriam ser um processo tenso para os envolvidos. Porém, por mais que se tente evitar, isto pode ocorrer, entre outros motivos, porque o auditado, por mais que se […]
Carne de laboratório, ovo que não vem das galinhas…Como assim?
Para fechar nossa sequência de posts sobre Food Tech, que tal falarmos sobre aqueles alimentos que não são o que deveriam ser, ou pelo menos aquilo que estamos acostumados a experimentar, por exemplo: o ovo que não vem das aves, a carne que não contem proteína animal ou ainda aquela que saiu do laboratório e não do campo? Parece estranho ou loucura? Não é não, isso é a “pegada” foodtech chegando para revolucionar a forma como nos alimentamos hoje.
Segundo estudiosos como a nutricionista Hanni Rützler, do Future Studio Food, no futuro não vai faltar comida, mas ela vai ser diferente de região para região e outras fontes de proteína como os insetos podem ser uma alternativa. Não podemos esquecer a preocupação com a saudabilidade destes alimentos, uma vez que as novas gerações estão cada vez mais preocupadas com a qualidade da alimentação em busca de modos de vida mais saudáveis, além de preocupações com a meio ambiente, assunto cada vez mais debatido em fóruns pelo mundo.
Vamos ver algumas coisas que já estão circulando entre nós e outras que já estão em experimentação e prometem chegar logo, logo, ao mercado. Talvez algumas estejam por aí quando este post for publicado.
Carne de laboratório
Imagem: @shutterstock.com
Trata-se de carne cultivada em biorreator em ambiente controlado, conhecida também como “carne in vitro”, geralmente produzida a partir de um tecido que é finamente cortado em fibras musculares quase individuais e, em seguida, as fibras são tratadas com uma enzima para liberar as células-tronco. Ainda não temos a carne disponível no mercado brasileiro, mas pelo andar da tecnologia, logo veremos o produto circulando por aí. Nos EUA a empresa a Memphis Meats já produz almôndegas e já promoveu degustação das primeiras tiras de frango e pato cultivadas em laboratório!!
Apelo comercial: Visto como produto verde, saudável, ecológico e nutricionalmente melhor, livre de sofrimento e morte dos animais, uma vez que a carne representa uma parte importante das dietas no mundo todo, é muito apreciada, porém tem um custo alto de produção, seja em recursos naturais, seja com relação à produção de gases que causam efeito estufa (ponto que alguns defendem e outros criticam drasticamente). Existe também a questão do bem-estar animal, seja no campo ou no abatedouro, pois é necessário intensificar cada vez mais a produção para atender as demandas.
Cuidados – Food Safety: Vários desafios precisam ainda serem ultrapassados. E o primeiro deles envolve o custo de produzir carne cultivada já que para produzir em escala é preciso maquinário, meio de cultura, espaço… e pessoal, mas com o passar dos anos esse custo tende a ser reduzido drasticamente. Aí ainda temos outros desafios, como a questão ética, transmissão de doenças, danos aos consumidores (não se sabe ao certo se é seguro consumir este tipo de alimento), questões ligadas ao risco de alergias ou intolerâncias alimentares e ainda o principal e talvez o maior desafio por enquanto, que está relacionado ao sabor.
Com relação à segurança deste produto para o consumo humano e para receber a aprovação do mercado, a carne cultivada precisa ser aprovada por órgãos competentes como FDA (Food and Drug Administration) e MAPA (Ministério da Agricultura, Pecuária e Abastecimento) e ainda não há regulamentação para este tipo de produto.
Enquanto isso, outra questão importante está relacionada à rotulagem. Os produtos gerados em laboratório não devem ser rotulados como carne e pesquisas internacionais mostram que o público tem apenas um tímido interesse em comer carne de laboratório, especialmente nos Estados Unidos.
Carne de vegetais
Imagem: lanchonetedacidade.com.br
São hambúrgueres feitos de material 100% vegetal sem nenhuma proteína animal, mas com aquele sangue parecendo carne e com o sabor igual do hambúrguer tradicional, segundo seus desenvolvedores. Parece loucura, mas já existe isso no mercado.
Os ingredientes do hambúrguer de planta podem ser, mas não se limitam a óleo de coco, soja, proteínas de batata, trigo, ervilha, proteína isolada de soja, grão-de-bico e hemo (heme), um grupo prostético que é o ingrediente principal, uma molécula encontrada nas raízes das plantas como a beterraba. O hemo é utilizado para simular o sangue animal presente na carne vermelha. Segundo alguns fabricantes essa carne contém a parte proteica, que dá a textura, a lipídica, que são as gorduras, e as reações quando você frita ou grelha uma carne, como a “de Maillard” que é a responsável pelo aspecto dourado ou caramelizado dos alimentos após serem fritos ou assados. A gigante Burger King, por exemplo, já lançou o hambúrguer vegetal fabricado pela Brasileira Marfrig.
Dentre as novidades há ainda coxinha e nuggets vegetarianos à base de fibra de caju, entre outros. No Rio de Janeiro já existe hamburgueria produzindo também hambúrguer vegano como a carne do futuro.
Apelo comercial: Sustentabilidade, redução de produção e abate de animais, reaproveitamento de matérias-primas vegetais (fibra de caju por exemplo), diversificação da opção de carne estão entre os apelos mais populares.
Cuidados – Food Safety: Todos aqueles necessários às demais indústrias de alimentos.
Ovo Vegano
Imagem: Divulgação
Algumas opções ainda não podem ser utilizadas para fazer o tradicional ovo mexido por exemplo, mas prometem substituir o ovo com competência em preparações culinárias por se tratar de produto em pó, por apresentar o mesmo comportamento da proteína animal quando é usado como ingrediente. Desse modo, é possível usá-lo para a confecção de bolos a pães, não afetando o sabor da receita, segundo o fabricante.
Uma grande empresa brasileira que produz o ovo tradicional está produzindo também o ovo vegano chamado N.ovo. Outra empresa apresenta duas versões de ovo vegano: o natural e o de uso culinário. Na propaganda não está claro se a primeira opção pode ser utilizada para fazer o tradicional ovo mexido, mas a embalagem leva a crer que sim.
Apelo comercial: Alimentação saudável, alternativa aos alérgicos a ovo, sustentabilidade, produção sem necessidade do uso de animais, alternativa para quem está se tornando vegano e tem saudade dos alimentos de origem animal.
Cuidados – Food Safety: Garantir a segurança e a qualidade nos processos para evitar problemas relacionados a perigos químicos, físicos e biológicos.
Peixes e mariscos falsos
Imagem: @newwavefoods.com
Você acha a carne de laboratório uma loucura? Que tal peixes e mariscos? Pois é isso que um grupo de cientistas fez. Criaram pequenos filés de peixe ao mergulhar o músculo de um peixinho dourado num soro bovino. Já a empresa New Wave Foods criou um camarão falso à base de vegetais e está trabalhando na criação de lagosta e caranguejo.
Apelo Comercial: No caso dos produtos vegetais, o fato de ser 100% vegetal é apresentado como sustentável, vegetariano e pode até ser kosher. Para os produtos de laboratório, a vantagem seria evitar sobrepesca e também a questão da sustentabilidade. Claro que não contam aqui com os custos de produção que imagino serem altíssimos.
Cuidados – Food Safety: Todos aqueles inerentes à indústria de alimentos e no caso do peixe de laboratório os mesmos da carne de laboratório ou seja, muitos cuidados e pesquisas ainda são necessários.
Insetos
Fonte: Divulgação
Assunto já abordado aqui no blog, essa novidade parece que veio mesmo para ficar. O consumo pode ser tanto do inseto em si como na forma de farinhas, snacks ou ainda na composição de alimentos já consagrados como barras proteicas, por exemplo.
Os produtos são bem variados e segundo uma reportagem de 2014 da BBC, que já apontava para os insetos como comida do futuro, algumas empresas procuram minimizar o nome “inseto” podendo até distorcer de alguma forma, para evitar rejeições com base no nojo.
Já existem desde salgadinhos à base de farinha feita de grilos, snacks de insetos, besouro para nutrição animal até produtos como barras proteicas de larvas de besouro e grilos banhados em chocolate. Já são disponíveis no Brasil, seja em lojas de importados ou não, alguns talvez apareçam no mercado até a publicação deste post. Vale a pena dar uma boa olhada nos rótulos a próxima vez que for fazer compras, não é mesmo?
Apelo comercial: Visto como solução ecológica para alimentar o mundo, segundo seus pesquisadores e desenvolvedores, os insetos têm se tornado importante fonte de nutrientes para animais e humanos, pois são ricos em ferro e zinco. A criação de insetos requer muito menos água do que gado. No caso dos grilos, a quantidade de proteína é 12 vezes maior do que o encontrado em um bife. Os insetos também poderiam ser usados como substituto das rações animais baseadas em soja, outro produto cujo cultivo tem alto impacto ambiental.
Cuidados – Food Safety: Riscos químicos (metais pesados, resíduos de medicamentos, resíduos de pesticidas, etc), toxinas produzidas ou acumuladas nos insetos que sejam reativas, tóxicas ou irritantes, riscos microbiológicos (sejam aqueles intrinsecamente associados à vida do inseto como aqueles pertencentes ao ambiente de criação), aspectos ligados à transmissão de parasitas, presença de alérgenos (por exposição ocupacional, inalação por contato direto durante o manejo dos insetos ou mesmo pelas picadas do inseto).
Algas
Aqui não parece ser uma grande novidade, pois já comemos algas (lembram da comida japonesa?). Mas elas poderão ser produzidas em larga escala e disseminadas em saladas e outras preparações alimentícias como versões em pó, que substituem o sal em alimentos processados, que tal? As algas, dependendo da espécie, como aespirulina, podem ser ricas em proteínas, vitaminas, aminoácidos essenciais, minerais e ácidos graxos essenciais.
Apelo comercial: Por possuir sabor diferenciado de produtos usuais, algas são vistas como um alimento alternativo menos calórico. Trazem benefícios à saúde, além de serem sustentáveis, pois podem ser produzidas em larga escala em ambientes menores. Possuem diversos nutrientes interessantes.
Cuidados – Food Safety: Devem ser produzidas com cuidados semelhantes aos de produção de vegetais, uma vez que podem ser consumidas cruas. Estudos e pesquisas sobre a melhor forma de consumo e suas propriedades nutritivas devem ser realizados, além de cuidados com alergias e intolerância alimentar. Riscos químicos também devem ser considerados conforme a forma de produção deste alimento.
Porém, nem tudo são flores. Vejam só: uma startup americana que comercializava produtos à base de algas precisou suspender suas vendas após consumidores relatarem problemas gastrintestinais depois de consumir o produto. Atualmente a empresa alega que já foram superados os problemas e opera normalmente com uma boa gama de itens.
Alimentos modificados geneticamente
São alimentos modificados a fim de se tornarem resistentes a pragas e doenças e também produzirem mais em menos tempo. Também é possível produzir, por exemplo, frutas e vegetais que não oxidam, legumes sem partes danificadas e animais mais resistentes a doenças.
Apelo comercial: Aumentar a produção e produtividade em menor tempo e usando menos recursos naturais (água, solo, etc).
Cuidados – Food Safety: São necessário estudos mais conclusivos acerca do assunto, pois de maneira geral ainda não há estudos definitivos se os produtos geneticamente modificados fazem mal à saúde de fato. Diversas pesquisas alertam para a possibilidade de riscos, enquanto outras afirmam ser seguro o consumo destes alimentos
E as novidades não param por aí. O programa O Mundo S/A apresentou uma startup chilena que recria maionese, iogurte, leite e queijo a partir de algoritmos e inteligência artificial, produto já em comercialização no Brasil.
Até a inteligência artificial tem sido utilizada para desenvolver os alimentos do futuro. Ao utilizar a inteligência artificial, estes pesquisadores high tech tentam entender as moléculas dos alimentos. A língua artificial é utilizada para analisar a textura e realizar testes sensoriais para verificar a proximidade entre a carne de planta e a convencional, por exemplo, inclusive a sensação da mordida.
Pois é, caros leitores, há muita coisa por vir e é bom que estejamos preparados para experimentar tudo isso. Corremos o risco até de sermos surpreendidos por já ter experimentado uma dessas “delícias” por aí.
Se quer saber mais sobre esse assunto, veja algumas fontes que consultei e links interessantes sobre o tema:
8min leituraCarne de laboratório, ovo que não vem das galinhas…Como assim? Para fechar nossa sequência de posts sobre Food Tech, que tal falarmos sobre aqueles alimentos que não são o que […]
No post anterior sobre este tema, falamos sobre os hábitos em nossa casa e quais práticas devemos adotar para garantir uma comida segura.
Hoje falaremos sobre o momento em que estamos comprando alimentos (no supermercado, por exemplo) e também sobre o transporte deles.
Este post foi elaborado com base em artigo da NBC News, e o texto completo você pode acessar aqui.
Quando estiver no supermercado, deixe para colocar no carrinho os alimentos refrigerados e congelados por último. Isso para evitar a exposição dos alimentos à temperatura ambiente mais do que o tempo necessário.
No carrinho, mantenha as carnes cruas, aves e frutos do mar, afastados do restante dos itens, a fim de evitar a contaminação cruzada em caso vazamento da embalagem (ainda que a embalagem não esteja visivelmente danificada). Quando for embalar em sacolas plásticas (ou reutilizáveis) mantenha estes itens também separados dos outros alimentos.
Outro conselho é relacionado ao cuidado com os alimentos refrigerados durante o caminho de volta para casa. A recomendação é não passar de 1 hora ou optar por acondicionar em bolsas térmicas com gelo, por exemplo, a fim de manter a temperatura baixa.
Se você tem o hábito de levar almoço ou lanches para o trabalho, é importante considerar que as bactérias se multiplicam em temperatura ambiente. Isto significa que este alimento deverá ser mantido em geladeira até o momento do consumo, ou em bolsas térmicas com gelo, e o mesmo deve ser considerado para lanches das crianças.
A regra de ouro é: nenhum alimento perecível pode ficar em temperatura ambiente acima de 2 horas (e em dias mais quentes o tempo máximo é de 1 hora). Lembre-se: alimentos inseguros não emitem necessariamente um odor ruim e você também pode não ver nenhum sinal aparente de deterioração.
Visualização da postagem1.217
< 1min leituraNo post anterior sobre este tema, falamos sobre os hábitos em nossa casa e quais práticas devemos adotar para garantir uma comida segura. Hoje falaremos sobre o momento em que […]
O estabelecimento do prazo de validade de um produto é um assunto de muito interesse aqui no blog Food Safety Brazil.
É por isso que estamos publicando a tradução livre do Industry guidance for setting products shelf-life, da Food and Drink Federation. Esta é uma associação sem fins lucrativos do Reino Unido que representa os interesses da indústria de alimentos e bebidas não alcoólicas de setores específicos de alimentos daquela região.
Saiba o que há no guia:
Aplicação de durabilidade mínima
Fatores que afetam a validade (a parte mais interessante!)
Validando o prazo de validade proposto para um alimento
Fluxo resumido para estabelecimento do prazo de validade do alimento
A tradução é mais um trabalho colaborativo e totalmente voluntário realizado por colegas e leitores aqui do blog, que unidos fazem o tema da segurança dos alimentos e, neste caso, o tema da vida de prateleira mais descomplicado.
Você também pode participar do grupo de tradutores voluntários. Entre em contato com redacao@foodsafetybrazil.org
< 1min leituraO estabelecimento do prazo de validade de um produto é um assunto de muito interesse aqui no blog Food Safety Brazil. É por isso que estamos publicando a tradução livre […]
Nosso site usa cookies para identificar sua navegação e tornar a experiência mais dinâmica. Aceite os termos da política de privacidade nos termos da lei LGPD