Nenhuma empresa gosta de receber a notícia de que teve um resultado positivo para Salmonella em suas análises de monitoramento ou verificação de produto acabado ou zonas de contato direto. Geralmente a perplexidade e desespero são tão grandes, que uma reação costuma ser: “este resultado está errado. Vamos repetir a análise e se der negativo, está tudo bem! Foi um erro de amostragem ou do laboratório”.
É muito surpreendente que exista este tipo de reação por parte dos profissionais, e principalmente, dos altos níveis gerenciais e até de proprietários de empresas. Chega a ser engraçado pensar que quando o resultado é favorável – negativo para um patógeno – ele nunca é questionado como “falso negativo”. Somente quando o perigo está literalmente embaixo do nariz é que a confiabilidade do método ou do laboratório é questionada.
Vamos nos lembrar do caso da Peanut Corporate of America, envolvida num gigantesco recall nos EUA em produtos de amendoim contaminados por Sallmonela. Os executivos envolvidos estão na cadeia e devem permanecer lá até seu último dia de vida justamente por causa desta fatídica decisão: embora tenha havido um primeiro resultado positivo, os responsáveis pela planta consideraram um segundo resultado, que deu negativo, como sendo o válido. Segundo o FDA, o primeiro resultado positivo deveria ter sido suficiente para que os produtos fossem destruídos.
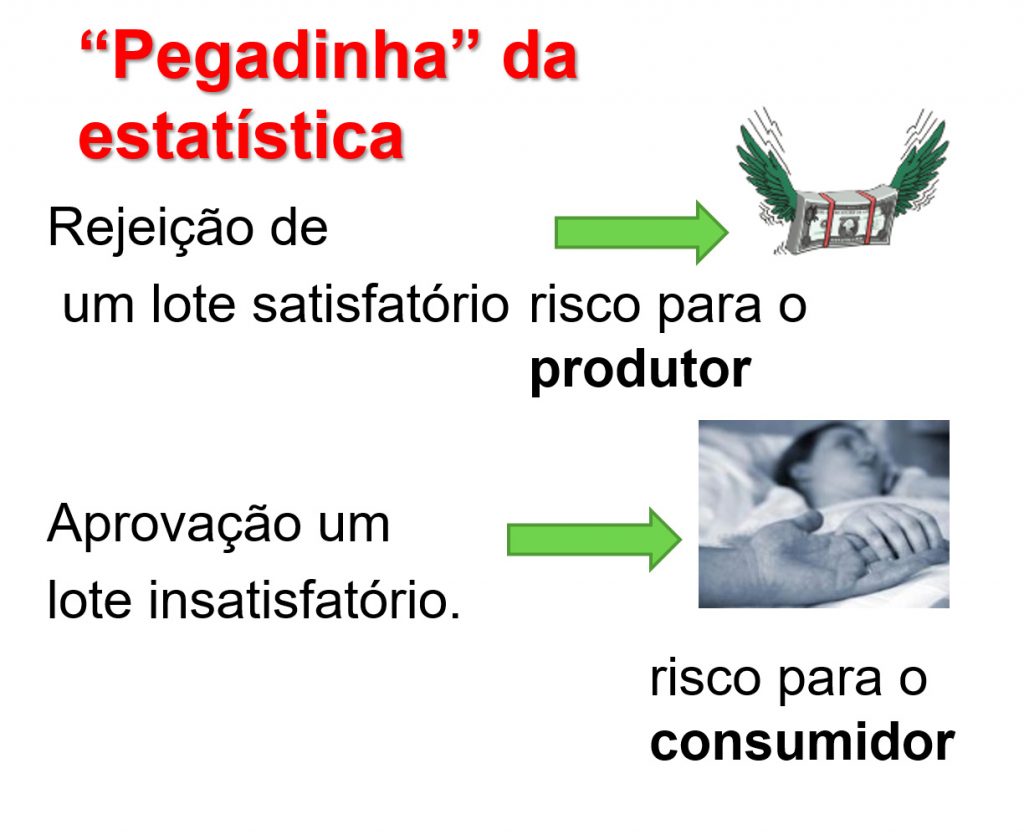
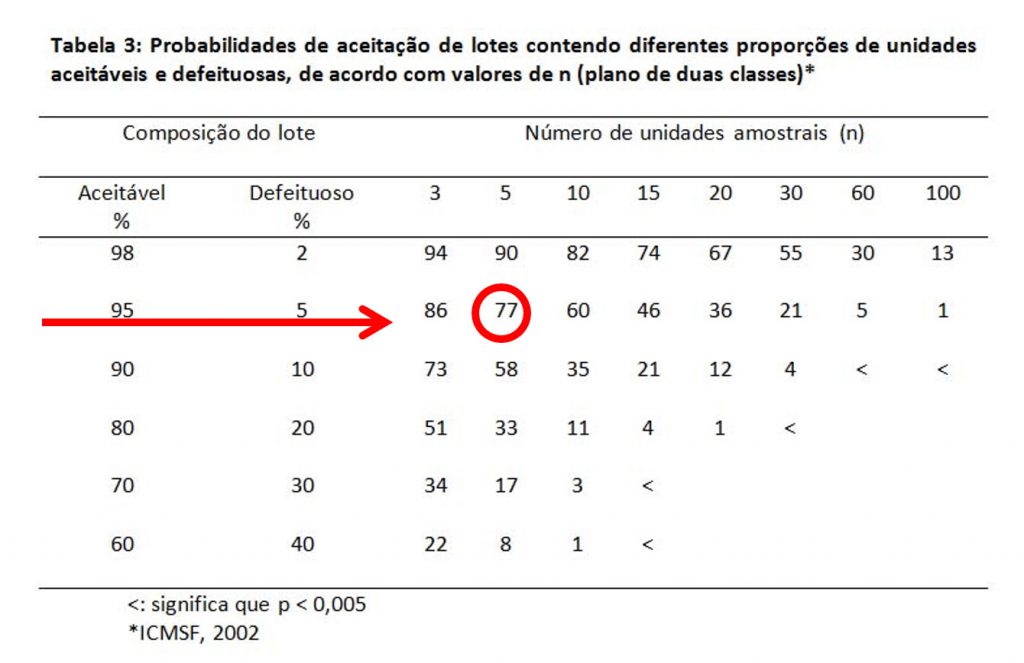
Se você não leu ainda, sugiro que visite os posts: Por que confiar cegamente em análises microbiológicas de produto acabado pode ser uma furada e Análise microbiológica de alimentos – importância do plano de amostragem. Com base em conceitos estatísticos irá entender a explicação que um positivo num plano de amostragem representativo de duas classes como o da Salmonella (que não admite qualquer nível de contaminação – ou tem ou não tem), significa condenar o lote.
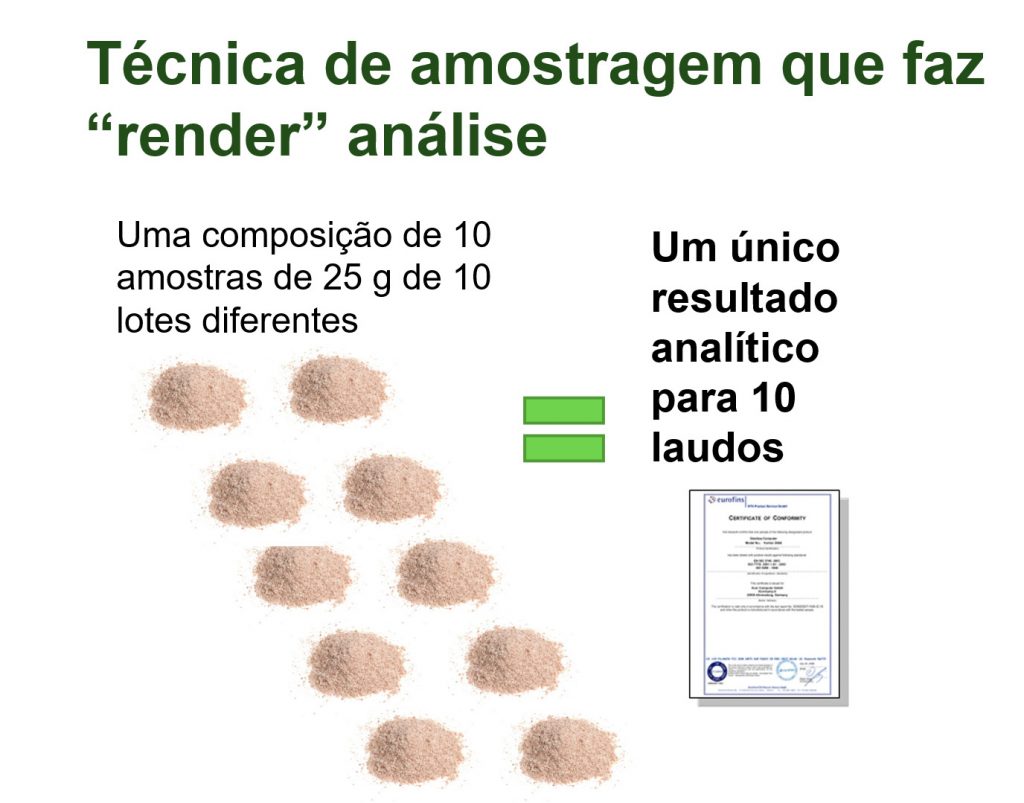
E quando somente é tomada uma única amostra do lote, ou a composição de vários lotes em uma amostra?
A RDC 12/01, nossa referência legal em microbiologia, que por sua vez usa como base guias de renome como ICMSF, responde:
5.8.3.4. Quando da existência do plano de duas classes onde o c igual a zero, o resultado positivo de uma amostra indicativa é interpretado para todo o lote ou partida. O mesmo se aplica quando for detectada a presença de toxinas em quantidades suficientes para causar doença no consumidor.
Ou seja, não existe negociação: se houve um positivo para Salmonella, não adianta correr atrás de amostragem retroativa! O resultado é este. Especialistas em microbiologia costumam dizer que encontrar este patógeno é quase acertar na loteria! Assim, sinta a “felicidade” de ter podido saber do problema antes que a “bomba estoure” lá na frente.
O número de recalls por patógenos nos EUA e Europa é muito mais alto justamente por causa dessas premissas. Você pode conferir no site do FDA e do RAASF europeu a quantidade de recalls por “possível” ou “potencial” contaminação por Salmonella e Listeria monocytogenes. Essas palavrinhas estão aí justamente por que os positivos foram em uma ou poucas amostras do plano ou mesmo na única amostra indicativa. Com certeza as empresas envolvidas não queriam estar fazendo estes recalls, mas essa é a única atitude possível do ponto de vista técnico-científico, dado que o risco existe e não é uma mera burocracia de constar ou não em um laudo.
Vamos raciocinar ao contrário: seu fornecedor teve um positivo para Salmonela. Sua conduta seria qual das abaixo?
- Você aceitaria de bom grado este lote, caso tenha sido reamostrado (extensivamente) e não tenha voltado a acontecer um positivo?
- Solicitaria análise da amostra de retenção, e se der negativo, então foi só um susto e o episódio pode ser esquecido. Você bem sabia que esse resultado estava errado e vai aceitar o lote bem tranquilamente.
- Nem pensar em receber este lote!
Ficou mais claro???
Consideração final:
É importante lembrar que este tema trata de Salmonella, mas o raciocínio é totalmente aplicável para Listeria monocytogenes também, incluindo ocorrências em monitoramento ambiental na zona de contato 1.
Deu positivo? A conduta é retenção de lote, destruição (ou reprocessamento se isso for tecnicamente possível e viável), e recolhimento em caso de produto já disponível para o consumidor nos pontos de venda. Ponto final.
Leia também:
3 min leituraNenhuma empresa gosta de receber a notícia de que teve um resultado positivo para Salmonella em suas análises de monitoramento ou verificação de produto acabado ou zonas de contato direto. […]