Eu tenho certeza que você já se perguntou algumas vezes por que as pessoas insistem em não cumprir mesmo as regras mais simples para manipular alimentos, seja na indústria, no varejo, ou em serviços de alimentação. Será que é de propósito? As pessoas realmente não entenderam o que é para fazer? Elas têm preguiça? Elas têm pressa? Elas simplesmente não se importam? Elas estão fazendo birra comigo? Estou ficando louca (o)?
Eu não conheço cada caso em particular, mas posso afirmar que qualquer uma das respostas acima poderia ser um “sim” (inclusive enlouquecer). Fatores de trabalho e fatores pessoais são sempre associados a comportamentos não esperados.
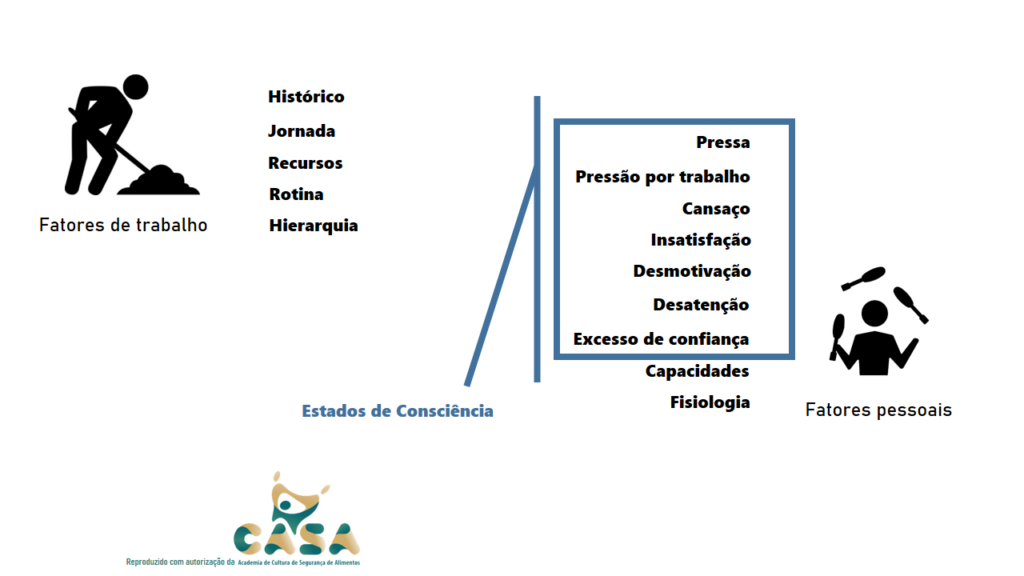
O mapa acima aponta algumas origens dos comportamentos não esperados. Já seria muito bom reconhecer o perfil da nossa coletividade através deste mapa, mas o fato é que conhecer a causa do problema é apenas o primeiro passo para mergulhar nas soluções. O que queremos, na verdade, é que, apesar de toda a rotina exaustiva, dinâmica, e da falta de ânimo ou dos recursos mais adequados, ou ainda da presença constante de uma liderança apoiadora, ainda assim, os manipuladores de alimentos adotem sempre as melhores práticas de fabricação.
Como isso é possível? E por que os treinamentos clássicos não resolvem?
Antes de tudo, é preciso reconhecer duas situações básicas: 1 – as pessoas trazem experiências diferentes, incluindo sua educação formal e seus hábitos de higiene, construídos desde a infância. Digo: uma criança que não aprendeu a lavar as mãos antes das refeições será sempre um adulto que não automatiza (internaliza) higienizá-las antes de acessar o processo; e 2 – a maior parte das pessoas NÃO escolheu trabalhar com alimentos, tendo sido esta, talvez, a única oportunidade que tiveram para ingressar ou se manter no mercado de trabalho. Parabéns para você, se faz parte do raro grupo de pessoas que tem escolha.
Após tais premissas básicas, precisamos avançar mais profundamente sobre aspectos filosóficos do comportamento humano.
Vamos definir virtude, por exemplo, e construir nossa jornada através deste termo. No Dicionário Brasileiro da Língua Portuguesa Michaelis, virtude é definida como a inclinação para o bem. A qualidade ou atributo que está de acordo com a moral, a religião, a lei. Como filósofo fresco, mas já habituado à prática de formular questões, pergunto: a virtude pode ser desenvolvida?
Para Platão, filósofo (e matemático – era comum empilhar conhecimentos diversos) que viveu incríveis 80 anos, cerca de quatro séculos antes de Cristo, portanto na Grécia Antiga, a virtude seria uma característica inata do ser humano. Ou seja: ou tem ou não tem. O cara ou nasce bom ou nasce ruim. Ou tem higiene ou não tem.
Você pode acreditar em Platão. Eu mesmo gosto muito dele. Mas neste ponto, se ele tiver razão, esquece. Passaremos juntos eu e você no RH para pedir as contas.
Do contrário, você pode achar que ninguém é ruim “de nascença”. Ou que ninguém que seja mau, assim o será para sempre. Neste caso, acreditamos que é possível intervir no indivíduo e mudar seu destino, para o bem ou para o mal. Sendo assim, estamos #fechadoscomAristóteles. Aristóteles foi aluno de Platão e tem muito mais coisas a ver com Segurança de Alimentos do que a gente imagina. Para ele, a virtude é uma qualidade positiva que se adquire como decorrência do hábito.
Sim, hábito. Desta forma, o comportamento virtuoso jamais será formado pelo conhecimento teórico. Ao reunir frequentemente os manipuladores em salas de treinamento, nós apenas criamos o hábito de… nos reunir em salas de treinamento! Uma pessoa virtuosa deverá, portanto, segundo Aristóteles, ter “experiência das ações na vida” e ter sido “educada em bons hábitos” para se tornar boa. Em resumo, as transformações virão com a prática e as pessoas devem ser estimuladas a praticar, ao mesmo tempo em que recebam orientações sobre os benefícios daquela prática para si. Um verdadeiro líder (você) só estará cumprindo seu papel se fizer junto e acompanhar tudo de perto, repetidas vezes. Para que uma pessoa se torne virtuosa, ela não pode simplesmente estudar o que é virtude, mas deve realmente fazer coisas virtuosas.
3 min leituraEu tenho certeza que você já se perguntou algumas vezes por que as pessoas insistem em não cumprir mesmo as regras mais simples para manipular alimentos, seja na indústria, no […]

 Marcação na saída de bola
Marcação na saída de bola Um bom treinador
Um bom treinador