9 min leituraUm belo dia, há uns 5 anos, do nada, comecei a sentir fortes náuseas e enjoos, vomitava forte, mas não aliviava completamente. Ficava mal cerca de metade do dia e depois passava gradativamente o mal-estar.
Pensava ser um episódio isolado, uma indisposição passageira e não dei importância, porém o problema não sumia e se repetia ao longo dos dias, das semanas, dos meses.
Acreditando poder ser alguma coisa no estômago ou ligada a uma intoxicação ou infecção, e esperando que problema se resolvesse, decidi evitar alguns alimentos mais gordurosos ou que eu considerasse suspeito. Acordava, , então, de manhã e me alimentava daquilo que considerava mais seguro, um cream-cracker com um bom copo de leite puro.
Eu sempre fui um amante do leite e demais produtos lácteos, de acordar e tomar um copão puro e gelado antes das atividades físicas ou de ir para o trabalho, uma delícia. Portanto, jamais desconfiaria de algo que sempre me fez tão bem.
Porém, além dos episódios de náuseas e vômito não passarem, começaram a vir acompanhados de muita dor abdominal, muitos gases que davam dor no peito e eu não me sentia confortável em nenhuma posição, e fora isso, comecei a ter até mesmo diarreia. Aí fiquei preocupado de verdade, fui procurar por um médico, coisa que geralmente os homens procrastinam, o que sei que é errado, mas é da nossa natureza.
O gastroenterologista fez uma série de perguntas sobre minha alimentação, me apalpou de todo jeito na barriga e abdômen, me mandou fazer uma série de exames, mas não descobria nada, foram mais duas consultas depois e ele ficou intrigado que meus exames não tinham nada de anormal, e claro, eu fiquei mais ainda. Ao final, ele me disse para irmos acompanhando e investigando.
Saí da consulta desolado, com medo de ser algo mais sério (a gente pensa o pior) e fui tomar um café com minha esposa para dar uma animada, quando ela disse: “Será que você não está com intolerância à lactose?”. E eu com toda a delicadeza do “Seu Lunga (*)” respondi: “Pensei que você era formada como contadora e não em medicina”.
- (*) Para quem não conhece, “Seu Lunga” foi um poeta repentista e vendedor de sucata de Juazeiro, que se tornou um personagem atribuído a inúmeras piadas sobre seu temperamento mal humorado e ranzinza, transformando-se em uma figura do folclore nordestino, conhecido pela falta de paciência nas respostas a perguntas cotidianas.
Para justificar minha resposta, eu estava muito preocupado, o médico não havia conseguido me diagnosticar e eu sempre tomei leite, então, como de repente ele poderia começar a me fazer mal? Ao menos, este era o meu pensamento naquela época, justamente por ignorar informações sobre a intolerância à lactose.
Como não custava nada fazer uma experiência, e na verdade, por teimosia de descendente de italiano que sou, queria provar que minha esposa estava errada e dando ouvidos a estas modinhas de youtubers, que isso de intolerância à lactose era bobagem, afinal, como eu, um homem adulto, teria isso que é coisa de bebê, topei fazer um teste.
Depois de mais de um mês sem tomar leite ou derivados, voilá, os sintomas desapareceram e eu me sentia um novo homem.
Novamente tomando um café com minha esposa e ela um cappuccino, ela disse: “Viu, você evitou o leite e seus problemas não apareceram mais, era mesmo intolerância à lactose”. Eu novamente com minha teimosia habitual respondi: “Nada, isso foi uma coincidência, quer ver, vamos trocar, você toma o meu café e eu tomarei o seu cappuccino”.
Resultado de minha ação: foi o tempo de entrar no carro, chegar em casa e já sair vomitando pelo quintal, e tive de ouvir dela: “Viu, eu te disse”. Admiti que sim e agradeci a minha esposa e contadora por ter me diagnosticado.
Este episódio me serviu como uma tradicional prova dos nove, fiquei convencido definitivamente de que o leite estava me fazendo mal.
Aprendi neste dia duas grandes lições: a intolerância à lactose pode sim se manifestar a partir de uma certa idade, no meu caso depois de meus 43 anos, e outra, minha esposa sempre tem razão, ou pelos menos, quase sempre.
Existem testes clínicos que podem diagnosticar a intolerância à lactose:
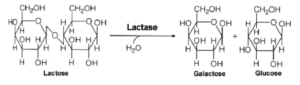
- Teste de tolerância oral que mede a glicemia sanguínea em alguns momentos: glicemia basal após jejum de 8 horas e glicemia em 30, 60 e 120 minutos após a administração oral de lactose (solução contendo de 2g de lactose/kg até 50g). Visto que a lactose, quando digerida é decomposta em glicose e galactose, em indivíduos que não apresentam intolerância à lactose será observado um aumento da glicose sanguínea em 20mg/dL ou mais em pelo menos um dos intervalos medidos no teste. A elevação de glicemia será menor que 20mg/dL em indivíduos com intolerância à lactose.
- Teste de hidrogênio expirado, no qual se avaliam amostras do gás hidrogênio produzido pelas bactérias do cólon que é expirado em alguns momentos: jejum de 12 horas e após o consumo de 25g de solução contendo lactose, sendo essa análise realizada em intervalos de 15 ou 30 minutos. Quando há aumento na quantidade de hidrogênio exalado, em relação ao valor de jejum, o indivíduo é considerado com intolerância à lactose. Devem ser considerados, também, os sintomas manifestados pelo paciente durante a execução do exame.
Confesso que não fiz nenhum destes testes. A prova prática me bastou, comecei a evitar a lactose e o problema sumiu, mas não passei a evitar o leite e seus derivados que adoro, me tornando um consumidor de produtos livres de lactose.

Também ando com lactase sempre por perto, que é a enzima que quebra a lactose conforme a reação a seguir, então, se em algum lugar vou comer algo suspeito de conter lactose, eu tomo um comprimido um pouco antes com bastante água.
Aos poucos fui descobrindo que queijos frescos como frescal, minas e muçarela podem ser um problema para mim, então tenho de procurar os zero lactose, e com isso, frequentar pizzarias se tornou complicado, pois poucas trazem esta opção.
Por outro lado, já os queijos curados como um bom parmesão, um grano padano ou pecorino não me fazem mal, acredito que nestes casos a lactose já esteja em níveis baixos, confesso que nunca estudei a fundo o motivo e me satisfiz com os resultados empíricos, pois são os queijos que mais aprecio.

Minha intolerância à lactose não atrapalha nada em minha vida, e meus amigos em suas festas quando me convidam já dizem, pode comer bolo que fizemos tudo sem lactose para você, isso são amigos de verdade, ou então, não me querem ver fazendo arruaça em seus banheiros.
Pois bem, a intolerância à lactose ocorre quando o organismo não produz mais a lactase, a tal da enzima, que normalmente é produzida pelo intestino delgado, e justamente ela decompõe o açúcar do leite chamado de lactose nos monossacarídeos glicose e galactose.
Quando a lactose chega ao intestino e não sofre ação da enzima lactase, acaba sendo fermentada por bactérias presentes no trato intestinal e é daí que vem a encrenca, pois a fermentação produz ácido láctico e gases, que podem desencadear distensão abdominal e os sintomas que relatei. Além disso, a lactose não quebrada aumenta a atração de água e eletrólitos para a mucosa do intestino, provocando diarreia.
A intolerância à lactose pode ser classificada em três tipos:
- Deficiência primária, quando a diminuição de lactase em humanos acontece normalmente com o passar dos anos, sendo um problema gradual e irreversível, que é o meu caso;
- Deficiência secundária, neste caso, doenças, processos inflamatórios ou medicamentos são responsáveis por lesionar o intestino e afetar a produção de lactase. Por exemplo, quem tem diabetes ou fez cirurgia bariátrica tem mais chances de ter o problema;
- Deficiência congênita, que é mais rara e ocasionada por uma alteração no gene que codifica a lactase. Neste caso, desde bebezinho o problema já surge.
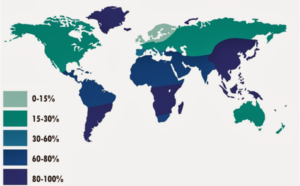
Alguns dados mostram que a prevalência da intolerância à lactose pode variar de acordo com a etnia, abrangendo 90% da população sudeste asiática, de 60 a 80% da população do sul da Europa margeando o Mar Mediterrâneo de onde vieram os Bertolinos de quem descendo e menos de 15% do norte da Europa de onde vieram os Müller que deram origem à minha esposa.
Mas é na África e para os povos originais da América do Sul que a intolerância à lactose encontra predominância, conforme demonstra o mapa com as regiões com maior percentagem de indivíduos com este problema.
Quanto ao fator idade, pode acometer predominantemente pessoas com 50 anos ou mais, tendo uma estimativa de 46% de pessoas com esta intolerância.
A estimativa mundial geral é de que 70% da população sofre de algum nível de intolerância à lactose, a maioria nem sabe por que os sintomas são brandos e passam como uma leve indisposição.
A intolerância à lactose pode ser leve, moderada ou intensa, varia de pessoa para pessoa, dependendo do quanto de lactase o duodeno de casa um produz, e pode ao longo do tempo ir evoluindo da leve até a intensa.
Estes dias fui encomendar um bolo sem lactose e descobri na minha cidade que poucas boleiras ofereciam este tipo de produto. Então, uma delas me explicou que era porque daria muito trabalho ter utensílios isolados específicos só para isso, uma vez que a maior parte dos clientes não pedem bolo sem lactose.
Neste dia foi que percebi que muita gente confunde alergia com intolerância, pois as medidas a que a boleira se referia são necessárias para evitar riscos de alergia, mas não são necessárias para casos de intolerância.
A intolerância à lactose NÃO é uma alergia alimentar, mas uma desordem metabólica na qual a ausência da enzima lactase no intestino determina uma incapacidade na digestão de lactose que é o açúcar do leite, o que pode resultar em sintomas intestinais como distensão abdominal e diarreia que tive.
Esta intolerância geralmente é dose dependente e o indivíduo pode tolerar pequenas doses, como ocorre no meu caso com queijo curados ou se beneficiar dos produtos lácteos que tem zero de lactose.
Na alergia não, a coisa é bem mais complicada, uma vez que não é dose dependente, então o contato com simples traços de produtos derivados de leite pode desencadear uma resposta imunológica adversa ocasionada por uma hipersensibilidade do organismo a proteínas ou outros antígenos, se distinguindo de outras reações adversas aos alimentos por apresentar um mecanismo fisiopatológico que envolve o sistema imunológico, podendo ser mediada pela imunoglobulina E (IgE) ou não.
Especificamente, no caso do leite, o mecanismo imunológico não está ainda plenamente esclarecido, existem diferentes mecanismos que contribuem para a patogênese e há dois principais mecanismos descritos na base desta doença que referem-se a reações mediadas justamente por IgE e não-IgE.
Uma reação alérgica também pode ter consequências bem mais graves que a intolerância, pois além de coceira generalizada, inchaços, tosse, rouquidão, diarreia, dor na barriga, vômitos, aperto no peito com queda da pressão arterial, arritmias cardíacas e colapso vascular, pode causar o chamado choque anafilático, uma grave reação que pode levar ao encerramento da garganta, impedindo a respiração e podendo levar à morte em poucos minutos.
Então minhas caras e queridas boleiras e doceiras, intolerância não é alergia e produzir produtos livres de lactose é muito mais simples do que ter produtos livres do alergênico leite.
Para ter produtos sem lactose e abarcar este grande mercado, não é necessário separar utensílios específicos para evitar a contaminação cruzadas mesmo por traços, mas precisa efetivamente usar ingredientes livres de lactose e manter uma rastreabilidade que garanta este fim.
Para ajudar nisso, atualmente por ser um importante nicho de mercado, já há muita oferta comercial de marcas variadas de produtos como leite, doce de leite, creme de leite, leite condensado, iogurte, requeijão etc, tudo sem lactose, e os preços costumam ser levemente maiores que os tradicionais, o que pode ser repassado a quem procura por este tipo de produto.
Lembrando que há uma obrigatoriedade de informar aos consumidores a presença de lactose nos alimentos, prevista na RDC nº 136/17, tema tratado neste blog no artigo “Quando usar a advertência “contém lactose”?.” Já para declarar que um alimento é livre de lactose, é preciso seguir as determações da RDC nº 135/17.
Além disso, se um produto tem leite e seus derivados, lembre sempre também dos cuidados com a rotulagem para alergênicos requeridos pela RDC n° 26/15, tema sobre o qual o leitor encontrará respostas esclarecedoras no artigo “Perguntas e respostas práticas sobre rotulagem de alergênicos“.
Para as boleiras e doceiras que pretendem atuar com esta categoria de produtos, definam se querem atender ao público de intolerantes à lactose ou alérgicos ao leite. Se forem atender apenas aos intolerantes à lactose, é importante deixar isso muito claro aos clientes, que um produto zero lactose contém leite e suas proteínas, que podem desencadear alergias a quem sofre do problema, o que não contém é o açúcar do leite, a lactose, que causa o desconforto da intolerância.
Certamente para quem atua com estes produtos, os clientes que são leigos no assunto poderão ficar com muitas dúvidas, espero que este artigo possa ajudar a explicar e esclarecer.
Espero também que vejam que produzir alimentos sem lactose não é tão complicado e tem um público consumidor cativo e carente destes produtos, assim quem sabe poderei frequentar mais pizzarias?
Gostou do artigo? Ajudou? Também quer contar o seu caso? Escreva aí nos comentários!
Visualização da postagem 4.228
9 min leituraUm belo dia, há uns 5 anos, do nada, comecei a sentir fortes náuseas e enjoos, vomitava forte, mas não aliviava completamente. Ficava mal cerca de metade do dia e […]