4 min leituraDando continuidade aos passos para o Monitoramento Ambiental de Patógenos (PEM) (ver parte 1 aqui):
4. Procedimentos de testes e amostragem
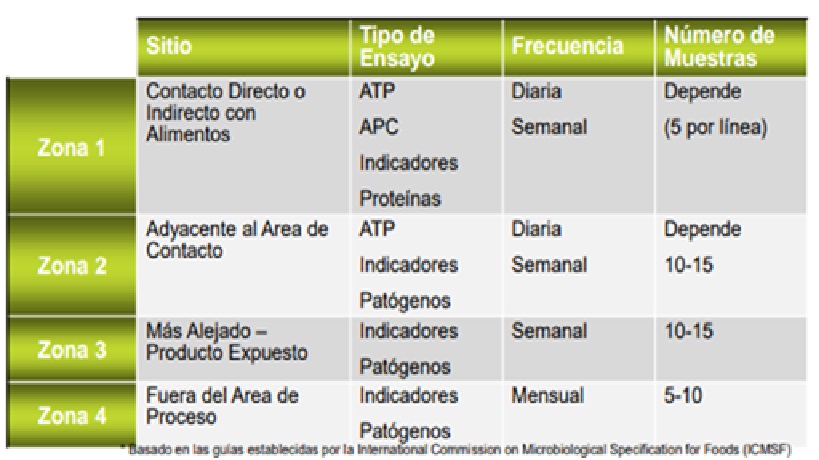
· Métodos qualitativos (para determinar a presença ou ausência) devem ser usados para o gênero Listeria (não patógeno) e espécies Salmonella (patógeno).
· Métodos quantitativos (para enumerar os organismos) são tipicamente usados para organismos que podem indicar condições que podem levar à presença de agentes patógenos (por exemplo: Enterobacteriaceae). A amostragem para organismos indicadores destina-se a monitorar o ambiente da planta e desencadear ações corretivas nos níveis de ação que são excedidos.
· Ao testar para organismos indicadores (Enterobacteriaceae, Coliforme, Salmonella spp) (todas as zonas) não devem ser feitas confirmações ou identificações adicionais.
· Procedimentos de amostragem devem ser conduzidos por pessoal treinado.
· Para amostragem de patógenos (L. monocytogenes, Salmonella spp.) em Zona 1, todos os produtos e retrabalhos produzidos desde o último intervalo de limpeza ou separação do lote devem ser colocados em retenção até que um resultado de teste negativo/satisfatório seja obtido.
· Para amostra de não patógenos (Listeria genus) em Zona 1 não é necessário colocar o produto em retenção salvo se direcionado por uma agência regulatória regional ou governamental.
5. Laboratórios de testes usados para Programas de PEM
Laboratórios de patógenos (internos ou de terceira parte) usados para PEM: as empresas para testar amostras de ambiente devem ser acreditadas para a metodologia de teste particular requerida por um órgão de acreditação oficial.
6. Resultados Positivos – Passos da Notificação
As instalações definem e devem contactar as partes interessadas para orientação no caso de:
o Um resultado de teste de Salmonella presuntivo positivo;
o Dois ou mais resultados positivos para o gênero Listeria spp em Zonas 2-3 ou resultados fora de especificação para coliformes, E. coli ou Enterobacteriaceae;
o Um resultado de teste positivo para Listeria spp em Zona 1;
o Consecutivos e repetidos resultados fora da especificação para coliformes, E.coli ou Enterobacteriaceae em Zona 1;
o Determinar se é necessário preservar os isolados.
7. Ação Corretiva e Verificação
A instalação deve desenvolver e documentar os planos de ação corretiva específicos para as categorias de produto e requisitos de teste quando não conformidades forem identificadas. Ações corretivas e atividades de verificação devem ser documentadas e estarem disponíveis mediante solicitações de quaisquer stakeholders.
Se o organismo amostrado (por exemplo: presuntivo positivo ou resultado fora da especificação) é detectado durante o monitoramento de rotina, uma investigação para identificar a potencial fonte deve ser conduzida e apropriada ação corretiva implementada:
o Quando organismos indicadores (diferentes de Listeria spp) são usados, um nível para ação e ações tomadas deve ser estabelecido quando o nível é excedido ou a tendência indicar uma mudança nas condições.
o Múltiplos e/ou positivos consecutivos no mesmo local de amostragem podem indicar um problema sistêmico que poderia resultar na contaminação da linha de processamento. Ações corretivas adicionais devem ser documentadas e seguidas para a resolução do problema.
Após conclusão da ação corretiva resultante de um resultado de teste positivo:
o Os locais de testes específicos impactados devem ser reavaliados para verificar a efetividade das ações.
o Um mínimo de três resultados negativos consecutivos ou satisfatórios/no padrão (recomendação FBA) devem ser concluídos antes de voltar para o teste de rotina e programa de amostragem padrão. Se em funcionamento, estes devem ser concluídos dentro de três semanas ou o prazo que a empresa definir como adequado ou instituído pelo corporativo ou requisito de cliente, mutuamente acordado. Este procedimento exclui positivos reportados em áreas de processamento cru. Controles de Zoneamento deverão ser implementados para prevenir potencial contaminação cruzada para zonas controladas e/ou de alto controle.
Exemplos de procedimento de ações corretivas
o Conduzir uma investigação preliminar para determinar potencial causa ou fonte da contaminação (por exemplo, vazamento de água, atividade de manutenção, e construção).
o Ações tomadas para corrigir qualquer deficiência baseada nos resultados podem incluir:
· Quarentena na área suspeita e acesso limitado para a área.
· Reforçar práticas de higiene com os funcionários envolvidos (retreinar se necessário).
· Reexaminar frequências de limpeza e revisar, quando apropriado.
· Eliminar água e pontos de coleta de água, se presentes.
· Reparar pisos/paredes danificados e outras estruturas danificadas, quando apropriado; e
· Reexaminar padrões de tráfego. Onde necessário e praticável, limitar o fluxo de tráfego (ambos empregados e equipamentos móveis) através da área, restringindo a movimentação de paleteiras, redirecionar padrões de tráfego de alto risco das áreas adjacentes, etc.
Considerar amostragem investigativa das áreas suspeitas e adjacentes (por exemplo, amostragem do vetor) antes da limpeza.
o Limpar e sanitizar totalmente o local com resultado positivo e áreas adjacentes usando práticas apropriadas dependendo das condições do ambiente.
o Re-amostrar as áreas impactadas e outros locais dentro das áreas circundantes e de padrões de tráfego.
o Intensificar a frequência de amostragem até um número apropriado de consecutivos negativos (normalmente três), retomar a frequência de amostragem e plano de rotina.
o Áreas Zona 4 são mais remotas da produção e geralmente apresentam baixo risco para o produto. No entanto, resultados de Zona 4 fornecem informações sobre o ambiente não produtivo e o impacto do fluxo de tráfego nestas áreas. Embora seja esperado que patógenos possam ser encontrados ocasionalmente em Zona 4, resultados positivos podem ainda solicitar algumas ações adicionas.
8. Particularidades
Procedimentos de maior controle ambiental e etapas de ação devem ser considerados nos casos de construção de novas plantas, instalação de novos equipamentos ou modificação, e danos de infraestrutura (por exemplo, vazamento de sobrecarga, transbordamento de drenos, inundações, etc.). Exemplos incluem:
· Reforçar práticas de higiene e padrões de tráfego com contratados externos.
· Criação de barreiras de controle temporário dentro da planta.
· Aumentar a frequência de limpeza de áreas adjacentes durante a construção, depois da instalação do equipamento, e depois que reparos maiores são concluídos.
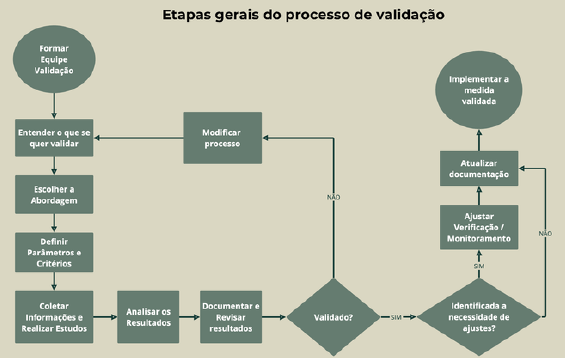
9. Validação do Programa e Revisão
A validação do programa inicial de PEM deve ser desenvolvida e revisada sempre que ocorrer uma mudança maior no processo, produto ou instalação, ou no mínimo, anualmente, como melhor prática, se assim a empresa julgar adequado, ou requisitos de normas e esquema certificáveis, como no requisito 2.5.7 da FSSC 22.000 v.6.
Esperamos ter auxiliado a montar um programa de PEM robusto, agora é só executá-lo. E lembre-se: “Prevenir é melhor do que remediar”, pois PEM é diferente de análise de amostra ambiental. O objetivo do monitoramento ambiental é ENCONTRAR o microrganismo!!! Anormal é não encontrar!
Visualização da postagem 2.096
4 min leituraDando continuidade aos passos para o Monitoramento Ambiental de Patógenos (PEM) (ver parte 1 aqui): 4. Procedimentos de testes e amostragem · Métodos qualitativos (para determinar […]