Sistemas internacionais para atendimento e resposta a emergências em segurança dos alimentos são fundamentais para garantir uma ação coordenada para combater surtos de doenças transmitidas por alimentos no mundo todo, e a FAO, juntamente com a OMS, lideram as redes mundiais de informação e prevenção, envolvendo autoridades nacionais e especialistas para prevenir, se preparar preventivamente e responder a emergências de uma forma rápida e ordenada.
O papel desempenhado pela FAO é o de cooperar com os países para que construam seus sistemas de prevenção e gestão de emergências em segurança dos alimentos, buscando fortalecer a resiliência às crises na cadeia alimentar.
Justamente para fomentar este propósito e facilitar um rápido intercâmbio de informações durante eventos emergenciais relacionados à segurança dos alimentos, a FAO e a OMS coordenam a Rede Internacional de Autoridades em Segurança dos Alimentos/ International Food Safety Authorities Network (INFOSAN).
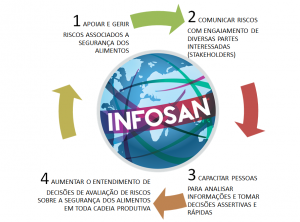
Figura 1: INFOSAN ajudando a fomentar ações em segurança dos alimentos.
A INFOSAN já existe há 15 anos, e vem facilitando a comunicação entre os países membros da rede. Com isso, já auxiliou na tratativa de centenas de emergências em segurança dos alimentos.
Em todos estes casos a INFOSAN tem demonstrado ser uma rede de informações prática e confiável, ajudando efetivamente a mitigar e reduzir os impactos de crises associadas a alimentos, permitindo que os gestores de risco locais evitem doenças transmitidas por alimentos (DVA) e salvem vidas, realizando recalls de produtos e alertas ao consumidor em escalas entre fronteiras.
Para conhecer um pouco mais do papel da INFOSAN, há o artigo “Conheça a INFOSAN – Rede das Autoridades Internacionais em Segurança de Alimentos” que foi publicado aqui no blog em 24 de março de 2014.
Diversos eventos recentes destacam o importante papel que a INFOSAN desempenha. Como exemplos, dois desses eventos começaram em 2017 e continuaram em 2018:
SALMONELOSE NA FRANÇA
- Surto de salmonelose ligado a formulações infantis produzidas na França e exportadas para mais de 80 países. Se quiser conhecer um pouco mais deste caso, leia aqui.
LISTERIOSE NA ÁFRICA DO SUL
- Surto de listeriose ligado a produtos de carne prontos para consumo produzidos na África do Sul e exportados para 15 países. Se quiser conhecer um pouco mais deste caso, leia aqui.
Durante esses eventos, os responsáveis pelos Contatos de Emergência nos países de origem do problema forneceram informações importantes à Secretaria da INFOSAN, sendo a principal e mais imediata, quais eram os países de destino dos produtos contaminados. A INFOSAN notificou os Contatos de Emergência nos países importadores (destinos), fornecendo detalhes dos produtos afetados e informações para auxiliar na rastreabilidade e interromper a distribuição.
A INFOSAN conta com a participação proativa de membros em todo o mundo para implementar medidas apropriadas de gestão de riscos, conectando atualmente cerca de 600 membros em 188 estados de diversos países, e este número vem crescendo ano a ano.
Este compromisso com uma participação ativa na rede INFOSAN é uma importante forma das agências governamentais nacionais demonstrarem sua dedicação para melhorar a segurança dos alimentos num contexto global.
IMPORTÂNCIA DA PREVENÇÃO DE SURTOS ALIMENTARES
A efetiva prevenção de surtos de doenças veiculadas por alimentos requer uma mudança na concepção de ações de “reação e resposta” para “previsão e prevenção”, indo de uma lógica reativa para uma preventiva e proativa.
Isto requer abordagens sistêmicas e estruturadas com uso de inteligência para coletar e analisar informações e dados para a identificação precoce de questões emergentes. Para isso, a FAO trabalha com diferentes parceiros e países membros para desenvolver essa inteligência e visão para subsidiar as amplas decisões da cadeia de alimentos e fornecer orientação sobre as principais questões emergentes.
Em realidade, é difícil estimar o ônus das doenças transmitidas por alimentos, uma vez que apenas uma pequena fração é reconhecida pelas autoridades competentes. O objetivo final das autoridades em segurança dos alimentos e saúde pública é prevenir esses surtos. Os sistemas de vigilância permitem que as autoridades compreendam melhor os principais riscos de segurança dos alimentos e voltem a concentrar esforços de prevenção.
Justamente por permitir uma detecção precoce de eventos adversos em segurança dos alimentos e respostas imediata e eficazes, a FAO colabora com a OMS em diversas atividades voltadas para a prevenção e gestão de emergências nesta área, lembrando que decisões rápidas e assertivas podem salvar vidas e economizar milhões aos cofres públicos.

Figura 2: Ação conjunta FAO e OMS.
AUMENTANDO A CONSCIENTIZAÇÃO DOS CONSUMIDORES
Os surtos de doenças transmitidas por alimentos e os recalls podem ter consequências e impactos de longo alcance sobre a confiança do consumidor na segurança do suprimento de alimentos.
A prevenção ou as ações de resposta a emergências exigem uma eficiente comunicação sobre riscos associados a alimentos entre todas as partes interessadas (stakeholders) na cadeia agroalimentar, começando pelos gestores de risco ou comitês de gestão de crises das empresas que devem tomar a decisão de alertar sobre emergências identificadas em seus processos, e consequentemente, em seus produtos: os demais elos da cadeia produtiva e de distribuição; os órgãos governamentais de apoio em cada país para estas questões, como a ANVISA e o MAPA no Brasil; e claro, os próprios consumidores.
Sobre este tema em âmbito interno das organizações, que são onde deveria ocorrer o start de um processo de resposta a emergências, justamente por ser onde um potencial risco de segurança dos alimentos deveria ser primeiramente identificado, o blog publicou em 20 de junho de 2018 o artigo “Emergências, gestão de crises e recall” para quem deseja se aprofundar e obter dicas sobre como lidar com preparação e resposta a emergências em food safety.
Essa troca de informações e opiniões entre todos os envolvidos é fundamental para restaurar a confiança e proteger a qualidade de vida das pessoas.
Por exemplo: o Mali é um país que buscou melhorar sua abordagem de tomada de decisões em relação à segurança dos alimentos adotando uma estrutura de análise de risco. Já tendo acesso a dados relevantes de análise e consumo de alimentos, as autoridades do país procuraram o conselho da FAO sobre como usar os dados para orientar as escolhas estratégicas e as atividades cotidianas de controle de alimentos e prevenção de riscos, e com isso, em 2014, o Mali e a FAO lançaram um programa com duração de 2 anos visando desenvolvimento e capacitação para uma ampla gama de atores envolvidos com a questão da segurança dos alimentos daquele país.
Autoridades competentes, começando pelos órgãos nacionais que tratam da segurança dos alimentos e seus laboratórios de apoio, atores do setor privado, incluindo produtores primários, representantes de consumidores, instituições de pesquisa, universidades e representantes da sociedade civil foram treinados sobre como usar seus dados nacionais para priorizar riscos e otimizar a gestão desses riscos.
Como resultado, o Mali agora é capaz de construir programas de monitoramento e controle de alimentos nacionais e importados com base em um entendimento amplo e prático da análise de risco.
O PAPEL DO BRASIL
Aqui no Brasil somos líderes em muitos setores da produção agroindustrial, temos a agroindústria e a pecuária como pontos fortes de nossa economia, respondendo por 23 – 24% de nosso PIB, e de fato contribuímos com a alimentação global através das exportações brasileiras ao mundo.
Por isso, ações preventivas efetivas e eficientes no campo da segurança dos alimentos são fundamentais, seja para proteger a saúde dos consumidores, o que é prioritário, seja para proteger a economia brasileira, uma vez que surtos alimentícios geram falta de confiança dos mercados consumidores, e na prática isso reflete em recuo de países compradores, portanto, rompimento de contratos.

Figura 3: Posição do Brasil no fornecimento mundial de alimentos.
Nosso papel neste cenário não pode ser de um mero coadjuvante, mas um dos atores principais, justamente pela importância que o Brasil desempenha no cenário global quanto ao fornecimento de alimentos ao mundo.
Fonte:
- The Future of Food Safety – First FAO/ WHO/ AU International Conference Food Safety – Food Safety in Emergencies, pag 20 – 23 – Addis, 12 – 13 February.
5 min leituraSistemas internacionais para atendimento e resposta a emergências em segurança dos alimentos são fundamentais para garantir uma ação coordenada para combater surtos de doenças transmitidas por alimentos no mundo todo, […]