6 min leituraOlá, leitores do Food Safety Brazil! Que bom estar de volta a este blog tão importante para mim! Você sabia que eu escrevi aqui desde o seu 1º ano (2012)? Desde que deixei a escrita constante aqui para me aventurar na Sra Inovadeira, eu aprendi muita coisa que contribuiu para a minha visão sobre as práticas projetuais. Hoje eu vou contar para você como usei a abordagem do Design Estratégico, foco do meu mestrado, em um projeto voltado à qualidade e segurança de alimentos.
Design e Qualidade têm a ver? Para mim, muito! Deixa contar como foi esse processo projetual.
Nosso projeto tinha o objetivo de reformular um curso longo voltado à Qualidade. Gostaríamos de entender quais eram as lacunas, os anseios, os incômodos dos profissionais de Qualidade e Segurança de Alimentos, criando um curso que não apenas atendesse às dúvidas que eles já tinham no radar, mas também àquelas que ainda não estavam presentes – mas deveriam.
O projeto teve três fases. Na primeira, fizemos o nosso dever de casa: desk research e netnografia para mapear os temas recentes que estavam sendo mais discutidos em eventos, congressos, fóruns e artigos científicos do setor. Usamos tudo o que estava ao nosso alcance: Google Scholar, Science Direct, observação de grupos de whatsapp, Instagram, Linkedin, Google Trends e Google Ads (buscando os termos mais buscados na plataforma). Este mapeamento fez com que a equipe entendesse em que terreno estava pisando, e quais eram os temas mais quentes e mais prementes do setor.

Na segunda fase, entrevistamos em profundidade 6 gerentes e diretores de Qualidade de grandes empresas de alimentos, todos com grandes equipes de Qualidade. A todos, perguntamos qual era o papel da Qualidade na empresa e o que mais sentiam falta nos líderes com quem hoje trabalhavam – ou seja, quais eram as suas lacunas de aprendizado e experiência. Estas entrevistas nos mostraram que havia temas quentes que também eram lacunas – ou seja, que não estavam no radar dos profissionais de Qualidade e Segurança de Alimentos. Também aprendemos que as lideranças de Qualidade tinham uma visão focada na rotina e pouca experiência com temas mais estratégicos.

Com base nestas duas fases, montamos uma proposta de reformulação do curso. A proposta incluía módulos em 4 grandes áreas: Pessoas, Processos, Segurança de Alimentos e Inovação e Tecnologia. Com base nestas áreas, criamos 6 módulos, que iam cruzando a nossa visão sobre o futuro da Qualidade e Segurança de Alimentos, com tudo o que havíamos coletado durante o projeto.
Chegamos à terceira fase certas de que iríamos abafar. Tínhamos 6 módulos incríveis, inspirados em toda essa pesquisa, e apresentamos para um grupo de 5 profissionais da Qualidade que ocupavam uma cadeira de liderança na área. Todas mulheres, é claro, porque a gente domina o setor, né non?
Cada participante desta fase apresentou-se, conheceu o material que havíamos criado e recebeu então 10 votos: 5 positivos e 5 negativos. Elas foram instruídas a distribuir seus votos positivos para os módulos que mais lhe chamaram a atenção, e os negativos para aqueles que não chamaram a atenção ou tinham pontos de melhoria.

Todos os módulos foram muito bem aceitos, menos um.
Adivinha qual?
Aquele que era o meu queridinho: Inovação e Novas Tecnologias.
Aquele seria o MEU módulo… como assim, as pessoas não curtiram este tema?
A ideia ali era apresentar quais novas tecnologias poderiam ajudar a Qualidade e a Segurança de Alimentos a terem melhores resultados: coisas como visão computacional, internet das coisas, inteligência artificial, digitalização. Além disso, iria discutir o papel da Qualidade nos processos de inovação da empresa. Nós sabíamos que isso era um tema quente, e que era uma lacuna destes profissionais.
Contudo, o que as pessoas da indústria de alimentos entendem quando leem a palavra inovação? Novos produtos. E algo que não está próximo delas.
Um dos comentários que recebemos foi muito emblemático:
“Não consegui entender como a Inovação e Novas Tecnologias será inserida no contexto atual. Enquanto a Qualidade é aquele trabalho de todo dia, aquela batalha nossa, todo dia tem que fazer acontecer, ela ainda não é natural. Ainda vejo um tempo muito grande até chegar nessa aplicação de todas essas novas tecnologias.”
Esse e outros comentários similares me fizeram voltar no tempo – na época em que eu mesma era Gerente de Qualidade e P&D em uma empresa de ingredientes. Pessoa de P&D, começando a trabalhar diretamente com Qualidade, o que eu aprendi?
Que a rotina nos engole, e logo estamos apenas tocando o dia a dia.
A questão é que o trabalho da liderança – em teoria – não é tocar o dia a dia. A liderança tem que formar pessoas, pensar em estratégias, inspirar, formar elos, melhorar processos nas interfaces. O que vemos, contudo (e o que aconteceu comigo também!), é que a rotina nos engole.
A questão é que Qualidade e Segurança de Alimentos podem atuar em três níveis: conformidade, gestão e estratégia.

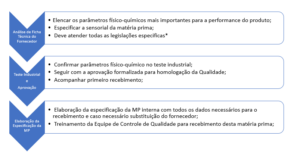
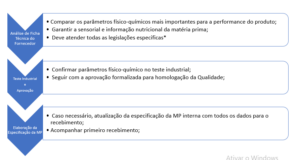
No nível de conformidade, está toda a nossa rotina: assegurar o atendimento à legislação e às normas. Garantir que o produto seja fabricado no padrão. Conferir as matérias-primas. Estabilizar processos com desvios e gerir não conformidades. Tudo isso que é o nosso dia a dia.
No nível da gestão, está tudo o que faz com que a rotina funcione: seleção de pessoas, treinamento, inspiração, resolução de conflitos. Melhoria contínua de processos, redução de custos, aumento da eficiência.
Até aqui, se há inovação, ela é incremental. Nos níveis de atuação de conformidade e de gestão, estamos lidando apenas com aquilo que a empresa já faz, e melhorando aos poucos, um dia de cada vez. Tudo, sem dúvida, relevante para a sustentação do Sistema da Qualidade e Segurança de Alimentos.
A coisa muda de figura, contudo, quando ela atua no nível da estratégia. É aqui que o impacto da Qualidade aumenta. Este é o nível em que pensamos novos futuros, implementamos normas que abrem novos mercados para as empresas, introduzimos tecnologias que zeram os defeitos ou aumentam significativamente a eficiência dos processos. É neste nível que a Qualidade é fonte de inovação para a empresa.
É no nível da estratégia que a Qualidade e a Segurança de Alimentos deixam de ser um custo do negócio, para serem uma das suas principais fortalezas de sustentação. Qualidades que atuam no nível estratégico estão sentadas na mesa da Alta Gestão, tomando decisões e apoiando decisões de longo prazo.
E então, eu lhe pergunto? Em que nível você tem atuado? E por que parece que Inovação não importa para quem trabalha na Qualidade e Segurança de Alimentos?
Ah, em tempo: lembra da fase 2 do projeto, em que entrevistamos líderes de Qualidade de grandes empresas de alimentos brasileiras. Adivinha o que estes líderes falaram?
Que sentem falta de lideranças de Qualidade que saibam estabelecer estratégias, entendam de inovação e de novas tecnologias.
Vocês sabem que a Inovação é o norte da minha vida.
É sobre as Contribuições da Inovação para a Qualidade que eu falo no VIII Encontro de Profissionais da Garantia da Qualidade, que acontece agora em maio em Campinas. Quer me ouvir falar? Então garanta seu ingresso aqui.
Cristina Leonhardt é profissional da inovação de alimentos, engenheira de alimentos (UFRGS), com MBA em Gestão Empresarial pela FGV, mestra em Design (UNISINOS). Atua na área de Pesquisa e Desenvolvimento há mais de 20 anos, com gestão estratégica em P&D e Inovação e projetos de desenvolvimento de alimentos e bebidas, além de ser mentora da Startup Weekend e de foodtechs. É uma das principais autoridades brasileiras em Gestão de Pesquisa e Desenvolvimento.
Fundadora e editora-chefe da Sra Inovadeira, o 1º portal brasileiro sobre Inovação e P&D de alimentos. Fundadora da Tacta Food School, empresa de educação continuada e hub de projetos na área técnica de alimentos e bebidas. Em 2022, fundou a Manbu, empresa dedicada à Gestão Estratégica da Inovação, Pesquisa de Mercados e Projetação de Futuros em empresas de alimentos.
6 min leituraOlá, leitores do Food Safety Brazil! Que bom estar de volta a este blog tão importante para mim! Você sabia que eu escrevi aqui desde o seu 1º ano (2012)? […]