7 min leituraA carne de frango está consolidada como uma das fontes proteicas mais presentes na dieta brasileira. Devido a sua qualidade nutricional, facilidade de preparo, disponibilidade e custo, em média, cada brasileiro consome 45 kg de frango por ano, seja in natura (inteiro ou em pedaços) ou nas mais variadas formas como salsichas, nuggets, linguiças, mortadelas, alimentos prontos etc.
A carne de frango está entre os alimentos mais completos em nutrientes necessários para uma alimentação saudável, pois é uma importante fonte de proteína, aminoácidos essenciais e vitaminas, além de possuir baixo teor de gordura.
No entanto, ainda há alguns tabus a respeito do consumo desta ave, pois não raramente, ministrando aula, ao tratar o tema dos perigos potenciais em alimentos, alguns alunos ainda alardeiam sobre o risco dos “hormônios” na carne de frango.
Em rodas de conversa informal a história fica ainda mais espetacular. Numa ocasião, uma pessoa afirmou com toda a certeza que é devido aos hormônios injetados no frango que atualmente as crianças estão “amadurecendo” mais cedo. Quando retruquei o disparate, ouvi que, por eu ser “químico”, era suspeito, pois estaria sendo cúmplice da indústria de alimentos.
O fato é que para muitos desinformados, o frango ser tratado com hormônio já virou uma verdade difícil de contestar, mas como sou persistente, neste artigo tento mais uma vez desfazer este grande mito.
INVIABILIDADE DO USO DE HORMÔNIOS EM FRANGOS
Afinal, o que são hormônios?
Hormônios são moléculas químicas proteicas mensageiras que desempenham funções específicas como regular o crescimento, o desenvolvimento sexual e o metabolismo, desempenhando, portanto, um importante papel ligado a respostas fisiológicas, morfológicas e bioquímicas.
Por serem moléculas proteicas, caso ingeridas, os hormônios seriam quebrados pelo aparelho digestivo mediante a atuação das enzimas, como parte do processo normal de digestão. Por isso, não há como fazer administração oral (pela ração) de hormônio para os frangos.
Por isso, a aplicação de hormônios precisaria ser intravenosa, o que seria uma tarefa inviável, pois imagine injetar doses hormonais em planteis que variam de 30 a 150 mil aves por lote.
Para completar, hormônios carecem de um tempo de latência para sua atuação e resposta funcional no organismo, sendo que em média este tempo é de cerca de 60 a 90 dias. Porém, como os frangos são abatidos em torno de 42 dias, não haveria tempo hábil para que os hormônios produzissem qualquer efeito.
Por todas estas razões expostas, simplesmente não existe nenhum hormônio comercialmente viável e disponível no mercado mundial para uso em avicultura.
Mesmo que fosse viável, o uso de hormônios pela indústria avícola infringiria acordos com diversos stakeholders como empresas, atacadistas e países, considerando que a indústria é altamente auditada e inspecionada, sobretudo, devido aos contratos do mercado internacional business to business. Se, de alguma forma, a indústria tentasse fraudar estes acordos, correria o risco de perder uma fortuna pelo cancelamento de embarques, sanções, multas e outras penalidades, pois só em 2022 exportamos 4,82 milhões de toneladas de frango, gerando receita de US$ 9,7 bilhões.
A eficiência da cadeia produtiva do frango, que engloba produtores de grãos, fábricas de rações, transportadores, incubatórios, criadores de pintos, granjas de engorda, abatedouros e frigoríficos, permitiu ao Brasil se tornar o 2° maior produtor mundial, chegando a 14,5 milhões de toneladas, sendo que 66,8% ficam no mercado interno, e com o restante que é exportado, o país atualmente se posiciona como maior exportador de carne de frangos do mundo, atendendo mais de 150 países, devido à qualidade e segurança da carne produzida em solo brasileiro.
Atualmente, os maiores compradores de carne de frango in natura do Brasil são a China (US$ 776 milhões), Emirados Árabes Unidos (US$ 334 milhões) e Japão (US$ 274 milhões).
Os frangos são aves com crescimento rápido porque são muito eficientes em transformar ração em proteína (carne), fruto de décadas de pesquisa e desenvolvimento da ciência avícola no Brasil e no mundo.
Esta celeuma sobre hormônios em muito se deve justamente ao espanto quando se toma conhecimento do tempo necessário entre o nascimento do pinto e o abate do frango, comparando uma ave de roça (capoeira), criada solta, com o frango de granja, pois a primeira leva até 180 dias em média para se desenvolver, enquanto a segunda poderá estar pronta para abate em 28 dias, preferencialmente, não devendo ultrapassar 42 dias para evitar custos excedentes.
Este espetacular crescimento gera perplexidade e dúvidas nos leigos, e claro, surge na crendice popular a tese do hormônio em frangos. Mas se o frango não recebe hormônio, como pode ocorrer este milagre do crescimento?
A resposta a esta pergunta considera três elementos fundamentais, que juntos fazem com que os animais cresçam saudáveis e ganhem peso rapidamente:
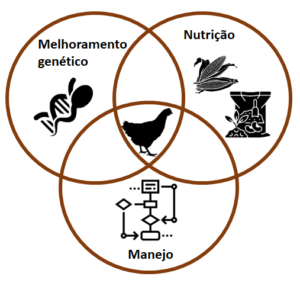
1 – MELHORAMENTO GENÉTICO
Este primeiro elemento trata da escolha de aves com as características desejáveis, como, por exemplo, menos gordura corporal, maior carcaça, em especial na região peitoral, e, que consigam ganhar peso facilmente.
Ao longo do tempo esses animais foram sendo escolhidos, os melhores eram cruzados com os melhores, passando suas características desejáveis a seus filhotes e assim por diante.
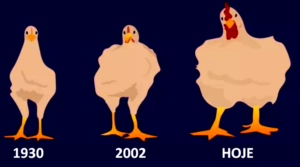
Para se ter uma ideia, em 1930, um frango de corte brasileiro era comercializado quando atingia o peso médio vivo de 1,5 kg, com cerca de 105 dias de idade; em 2002, o peso médio saltou para 2,3 kg e sua idade caiu para 42 dias; atualmente os frangos podem atingir até 4 kg e a partir de 28 dias já estão prontos para o abate.
2 – NUTRIÇÃO
O segundo elemento é a nutrição, cujo controle nas grandes granjas é muitas vezes computadorizado e automatizado, fazendo-se uso de muito know-how e tecnologia.
Estudos que consideram questões nutricionais e metabólicas nos permitem saber qual a melhor composição da ração para cada fase do crescimento do frango, conhecendo-se exatamente o quanto de cada ingrediente da ração que é formada basicamente por milho, farelo de soja, vitaminas e minerais, será necessário para que ele consiga crescer o máximo possível em cada etapa de seu breve período de vida.
Também podem ser usados como promotores de crescimento probióticos, prebióticos e simbióticos junto a nutrição das aves, porém isto não tem nada a ver com hormônios.
- Probióticos são constituídos por microrganismos benéficos que são adicionados na ração com o intuito de melhorar a saúde intestinal dos frangos, promovendo melhor integridade da mucosa intestinal, maximizando a absorção de nutrientes e estimulando o sistema imunológico destas aves;
- Prebióticos são componentes alimentares como fibras não digeríveis que estimulam seletivamente a proliferação ou atividade de populações de bactérias desejáveis no intestino, beneficiando o indivíduo que hospeda essas bactérias;
- Simbióticos combinam prebióticos e probióticos com o objetivo de potencializar os efeitos benéficos de cada um deles, podendo, inclusive, ser direcionados às diferentes regiões “alvo” do trato gastrintestinal: os intestinos delgado e grosso.
A cada fase de vida do frango a ração vai sendo modificada, otimizando-se o aproveitamento e a conversão em proteína que refletem no crescimento da ave, e desta forma, é possível garantir que se obtenha o potencial máximo de crescimento.
Outra questão óbvia e indispensável que compõe a nutrição é que a água esteja sempre disponível aos frangos, que seja potável e livre de contaminantes, com atenção a sua temperatura que não deve ser superior a 24°C, pois assim pode haver diminuição do seu consumo. Cuidado também com os bebedouros que devem estar sempre em boas condições de uso, limpos, com altura ajustada ao tamanho das aves e com vazão adequada.
A água deve estar disponível durante todo o dia às aves, pois considera-se que a quantidade de água ingerida é, em média, o dobro da quantidade de ração consumida no mesmo período.
3 – MANEJO AVÍCOLA
O terceiro elemento é o correto manejo do frango na granja, na qual também se aplicam muitas tecnologias buscando-se o óbvio: que o frango cresça o máximo no menor intervalo de tempo possível.
Para crescer bem e rápido, o frango, além de boa alimentação, precisa de conforto térmico e espaço que lhe proporcionem bem-estar.

Para que os frangos consigam ganhar o peso máximo desejado, eles não devem se estressar. Para isso, todas as variáveis operacionais são controladas minuciosamente, incluindo o espaço disponibilizado por ave, temperatura, umidade, velocidade do vento (3,5 m/s) e a iluminação ambiente.
O galpão para as aves de corte deve ser mantido em condições sanitárias, livres de animais machucados ou doentes, e, também livre de pragas vetoras de doenças.
Para cada faixa etária do frango, as necessidades ambientais são diferentes, por isso, vão sendo ajustadas conforme a ave vai se desenvolvendo, e, em paralelo, são realizados os ajustes na composição da ração como já mencionado.
Para finalizar
A produção de frangos de corte é cercada por muita tecnologia, incluindo empresas de genética e laboratórios em todo o mundo que trabalham para aperfeiçoar continuamente as linhagens de frangos para garantir um alto desempenho, com saúde, conforto animal, junto com o apoio das fábricas de rações que buscam desenvolver produtos saudáveis e de máxima conversão, resultando em frangos prontos para abate a partir de 28 dias, permitindo alimentar milhares de pessoas com proteínas de excelente qualidade.
Frangos não são tratados com hormônios!

O consumidor poderá eventualmente encontrar algumas embalagens contendo o selo “sem uso de hormônios”. Entretanto, serve apenas para combater o mito de que a carne de frango tem hormônio, visto que todos os frangos são livres da adição de hormônios, estando esta informação escrita na embalagem ou não.
Portanto, espero que após este artigo fique definitivamente claro que não há hormônios no frango que você consome, exceto, é claro, aqueles provenientes do próprio metabolismo da ave, e que se você possui uma filha assim como eu, e ela está se tornando mocinha, isso se deve simplesmente ao curso natural, à chamada puberdade, nada tendo a ver com o frango que ela consome.
Mande este artigo para seu amigo que tem certeza de que frangos são tratados com hormônios, ajude a acabar com esta desinformação, que prejudica em muito um dos setores mais importantes do agronegócio brasileiro, fonte de divisas para nossa economia.
Leia também:
Uso de Hormônios em Frangos
Será que carne de frango tem hormônio?
Utilização de hormônios na produção de frango: Mito ou realidade?
Visualização da postagem 16.247
7 min leituraA carne de frango está consolidada como uma das fontes proteicas mais presentes na dieta brasileira. Devido a sua qualidade nutricional, facilidade de preparo, disponibilidade e custo, em média, cada […]