Mais de 33.000 empresas certificadas FSSC 22000 em todo o mundo vão precisar atender ao novo requisito adicional 2.5.15 da FSSC versão 6.0 sobre “Gestão de Equipamentos” nos próximos meses e a maioria ainda não o atende.
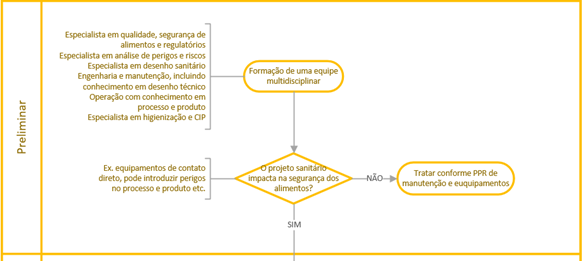
Os guias, normas e orientativos sobre Gestão de Equipamentos são muito bem-vindos, mas o que nós leitores gostaríamos mesmo é de um procedimento já completo e detalhado, para adaptar à realidade da nossa empresa. O colega colunista Marcos Amorim publicou aqui no Blog Food Safety Brazil um modelo de fluxograma para esse tema, que pode ser visto clicando aqui. Um fluxograma é a coluna vertebral de um procedimento, por isso já é um avanço nessa elaboração. Neste artigo vamos terminar de elaborá-lo.
Lembro que é obrigatório tal procedimento conforme pede o ítem “b” do requisito adicional 2.5.15 da FSSC 22000 versão 6.0, que transcrevo abaixo:
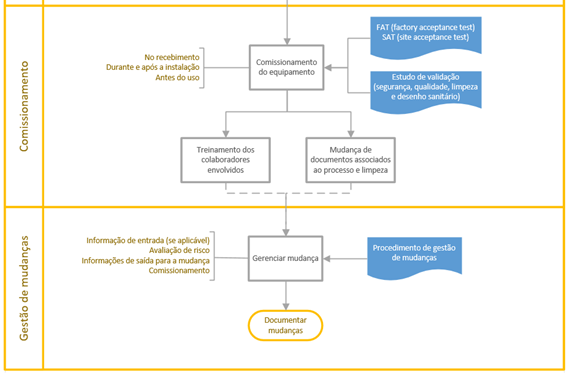
- b) Estabelecer e implementar um processo de gerenciamento de mudança baseado em risco para novos equipamentos e/ou quaisquer mudanças em equipamentos existentes, que devem ser adequadamente documentadas…
Então, atendendo a pedidos, segue a nossa sugestão para tal procedimento:
| Logo da Empresa | Sistema de Gestão da Segurança de Alimentos e Qualidade | CÓDIGO | PG 27 |
| Gestão de Equipamentos | REVISÃO | 00 | |
| DATA | XX/XX/202X | ||
| PÁG. 1 de 3 | |||
- Objetivo
Estabelecer a sistemática de gerenciamento de mudança de equipamentos ou edificações no que se refere a reduzir os riscos à segurança de alimentos, isto é, garantir que o projeto sanitário tenha sido levado em conta durante a compra ou modificação de equipamento ou edificação, para garantir que os riscos associados tenham sido considerados no SGSA da organização.
- Definições
- Equipamentos (nesse contexto): máquinas e equipamentos (incluindo as suas partes e componentes necessários para ligá-los entre si, bem como os serviços e utensílios necessários para o seu funcionamento), utilizados no processamento, no transporte, no armazenamento e na comercialização de alimentos para humanos e animais, incluindo matéria-prima, ingredientes, embalagens, produtos intermediários e produtos acabados, nos escopos reconhecidos pelo GFSI.
- Projeto sanitário: é um projeto que minimiza o risco de contribuir para a contaminação microbiológica, química e física dos alimentos. Ele garante que o equipamento seja adequado e resista aos processos de limpeza, higienização e inspeção envolvidos, incluindo altas temperaturas, lavagens sob alta pressão e aos produtos químicos utilizados.
- EHEDG: The European Hygienic Engineering and Design Group, CE (European Committee for Standardization), NAMI (The North America Meat Institute), 3-A SSI, etc. são algumas das agências que fornecem apoio e orientação para a indústria em relação ao projeto sanitário de equipamentos.
- Referências
- Requisito adicional 2.5.15 da FSSC 22000 versão 6.0
- Guia da FSSC 22000: Gestão de Equipamentos – Versão 1 de setembro de 2023
- NBR ISO 14159 – Requisitos de Higiene para o Projeto de Máquinas
- ISO/TS 22002-1, ítem 8.2
- ISO 22000 versão 2018, Capítulo 6.3
- Documentos publicados pelo EHEDGE no site https://www.ehedg.org/guidelines-working-groups/guidelines/guidelines
- EN 1672-2 Norma Europeia – Requisitos de Higiene para Equipamentos de processamento de Alimentos
4. Procedimento
| O QUE FAZER | COMO FAZER | RESP |
| 1.Estabelecer uma equipe de gestão de equipamentos | Convocar e nomear os membros da equipe de gestão de equipamentos, contando no mínimo com:
– 1 especialista na operação do processo envolvido – 1 especialista em desenho sanitário ou, caso não exista na empresa, especialista em Higienização e/ou CIP (Cleaning in Place). – 1 especialista da qualidade/segurança de alimentos – 1 especialista em engenharia ou manutenção – 1 especialista em segurança no trabalho Definir quem será o coordenador dessa equipe. Preencher o RG 82 Equipe de Gestão de Equipamentos. O Diretor deve aprovar a equipe e dar o seu apoio sempre que necessário. |
Diretor |
| 2.Detectar uma necessidade aquisição ou modificação de equipamentos | Qualquer colaborador pode detectar uma necessidade de aquisição ou modificação de equipamentos devido a diversas causas como:
– Necessidade de aumentar a produtividade do processo – Evitar desperdícios e vazamentos – Aumentar o shelf life dos alimentos – Atender às mudanças na legislação de alimentos – Atender às mudanças mercadológicas e de marketing – Atender ao desenvolvimento de produtos – Evitar não conformidades e reclamações de clientes – Evitar a ocorrência de sinistros e situações emergenciais Ao detectar uma mudança, levar a informação para o líder de seu processo que deve preencher o RG 83 Solicitação de Equipamento e enviar para a equipe de gestão de equipamentos. OBS 1: Este RG não deve ser preenchido no caso de manutenção dos equipamentos (ex: troca de fusível), pois para isso existe formulário específico. OBS 2: A organização não é obrigada a avaliar os seus equipamentos existentes em relação a este requisito, a menos que o equipamento existente sofra alterações significativas, pois, para empresas certificadas, já é esperado que tenham feito isso na análise de perigos do APPCC. |
Qualquer colaborador |
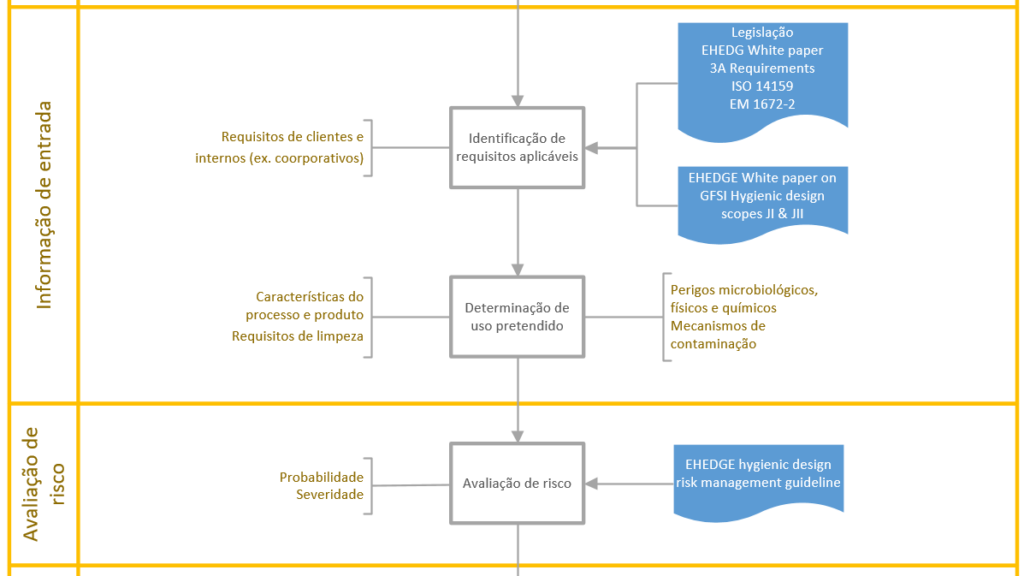
| 3.Levantar os requisitos aplicáveis | Ao elaborar este procedimento, a equipe de equipamentos deve consultar os seguintes documentos:
– legislação para material de contato; – EHEDG DOC 08 Critérios de Projeto Sanitário para Equipamentos; – NBR ISO 14159 – Requisitos de Higiene para o Projeto de Máquinas – EN 1672-2 Norma Europeia – Requisitos de Higiene para Equipamentos de processamento de Alimentos e – EHEDGE White paper on GFSI Hygienic design scopes JI & JII (nesse caso os requisitos do JII, que são para os usuários, identificaram os requisitos aplicáveis aos equipamentos e incluiram no RG 84 Especificações de Equipamentos) A equipe deve manter este formulário atualizado sempre que houver mudanças nesses documentos de referência e sempre que mudarem os produtos da empresa. |
Coordenador da equipe de equipamentos |
| 4. Identificar os perigos e avaliar o risco | Levantar os perigos possíveis e definir a probabilidade e a severidade de cada perigo conforme critérios definidos no RG 83 Solicitação de Equipamento.
Calcular o risco, que é o resultado da multiplicação da probabilidade pela severidade. Definir as medidas de controle necessárias relacionadas com as especificações do equipamento e registrar nos campos específicos do RG 83 Solicitação de Equipamento, |
Equipe de equipamentos |
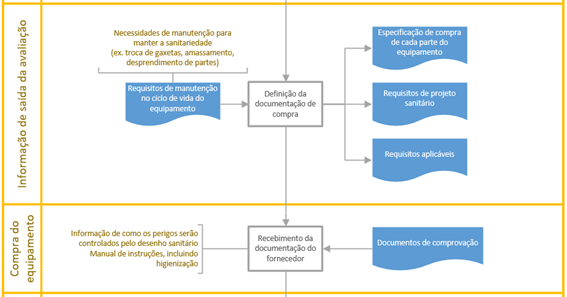
| 5. Elaborar a especificação Técnica | A partir das informações colhidas no RG 83 Solicitação de Equipamento ou Edificações, preencher o RG 84 Especificações Técnicas de Equipamentos e enviar para o setor de compras, que deve enviar para o fornecedor escolhido do equipamento na compra. Se necessário anexar desenhos complementares. | Coordenador da equipe de equipamentos |
| 6.Fazer o pedido ao fornecedor | Preencher o RG 85 – Pedido de Equipamentos e enviar ao fornecedor escolhido juntamente com o RG 84 e, se houver, os desenhos complementares, conforme prevê o PG 06 Seleção e Monitoramento de Fornecedores | Comprador |
| 7.Inspecionar o equipamento no recebimento | Comparar as especificações observadas e medidas nos equipamentos e nos documentos enviados com as previstas no RG 84 Especificações Técnicas de Equipamentos.
Caso aprovado liberar para instalação. Caso reprovado contatar o fornecedor e solicitar ajustes até resolver a(s) divergência(s). |
Equipe de equipamentos |
| 8.Instalar / disponibilizar o equipamento ao usuário | Conforme orientações do fabricante e conforme o RG 84. | Responsável pela Manutenção |
| 9.Fazer o Set Up | Após terminar todas as instalações, configurar os parâmetros desejados e realizar os primeiros testes. Registrar no RG 86 – Avaliação para Liberação de Equipamento.
Liberar o equipamento para uso apenas quando todas as especificações, parâmetros de processo e resultados microbiológicos e alergênicos do equipamento foram atendidos. |
Responsável pela verificação |
5. Controle de Alterações
| CONTROLE DE ALTERAÇÕES (em relação à última emissão) | ||
| Nº REVISÃO | DATA | DESCRIÇÃO E RAZÃO |
| 00 | xx/xx/20xx | Emissão inicial |
6. Aprovação
| ELABORADOR | APROVADOR |
|
Luis Fernando Mattos Coordenador de Manutenção |
Fulano de Tal Diretor Executivo |
5 min leituraMais de 33.000 empresas certificadas FSSC 22000 em todo o mundo vão precisar atender ao novo requisito adicional 2.5.15 da FSSC versão 6.0 sobre “Gestão de Equipamentos” nos próximos meses […]