5 min leituraHá dois tipos de inspeção sanitária em abatedouros-frigoríficos, segundo o RIISPOA, chamadas de ante-mortem e post-mortem. Como a própria raiz da palavra (em latim) quer dizer, ante-mortem é aquela realizada com o animal ainda vivo e post-mortem, por outro lado, refere-se àquela das carcaças e vísceras dos animais. Todavia, qual a importância delas para a Segurança dos Alimentos? Hoje falaremos sobre a ANTE-MORTEM.
Segundo a Portaria SDA 210/98 do MAPA, a inspeção ante-mortem compreende no exame visual dos lotes de aves destinadas ao abate e do conjunto de medidas adotadas para o processamento industrial, além de ser uma atribuição exclusiva do médico veterinário oficial encarregado da unidade, em outras palavras, consiste na verificação da documentação sanitária do lote e da avaliação clínica da saúde das aves nas gaiolas (paradas) e no cercado (em movimento).
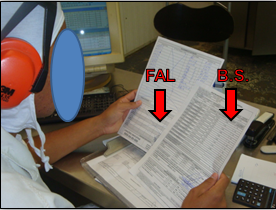
Figura – Realização da inspeção ante-mortem – Esquerda: avaliação documental (FAL – Ficha de Acompanhamento do Lote e BS – Boletim Sanitário); Direita: avaliação clínica da saúde das aves nas gaiolas.
Fonte: Arquivo Pessoal.
O objetivo da inspeção ante-mortem é:
- Evitar o abate de aves com repleção do trato gastrointestinal (respeitar jejum);
As aves devem chegar ao abatedouro com jejum de no mínimo de 6 a 8 horas, não podendo ultrapassar 12 horas (falha de bem estar animal). O objetivo é esvaziar o trato gastrointestinal das aves e assim diminuindo a probabilidade de contaminação cruzada por conteúdo fecal ou do papo, consequentemente, aumentando a segurança sanitária do processo. Também é comum, nos últimos dias de vida das aves na granja, ingerirem água com ácidos orgânicos, a fim de reduzir a colonização de Salmonella sp nos intestinos dos animais.

Figura: Com os comedouros suspensos as aves não têm acesso à ração, todavia as mesmas continuam ingerindo água até momentos antes da apanha.
Fonte: Google Imagens.
Caso o jejum mínimo não seja respeitado, isto é, caso os animais cheguem ao estabelecimento com jejum inferior a 6 horas, e for constatado no exame clínico que os mesmos estão com papo cheio, estas aves devem ser abatidas considerando um risco iminente de contaminação por Salmonella sp. (Descreverei em uma futura postagem como funciona esse abate sanitário).
- Conhecer o histórico do lote, por meio do Boletim Sanitário, para evitar o abate em conjunto de aves que tenham sido acometidas por doenças que justifiquem o abate em separado (exemplo, lote acometido por Aerossaculite – generalizado);
O Boletim Sanitário nos permite conhecer:
- Procedência e número de aves da referida granja;
- Doenças detectadas no lote pelo Veterinário responsável pela granja;
- Se houve algum tratamento e agente terapêutico usado durante a criação das aves;
- Data da suspensão da ração com antibióticos ou coccidiostáticos (caso a empresa utilize);
- Data e hora da retirada da alimentação sólida (suspensão dos comedouros);
- Entre outras informações.
O procedimento de conferência do Boletim Sanitário é uma ferramenta importante para a inspeção sanitária oficial, pois ações corretivas antecipadas podem ser tomadas em caso de não conformidades. Por exemplo, se durante sua conferência, o veterinário oficial constatar que o lote está com alta incidência de Aerossaculite (inflamação dos sacos aéreos), a velocidade das nóreas deverá ser reduzida gradativamente a fim de que a equipe de inspeção sanitária post-mortem tenha maior acuidade visual e as partes das carcaças e vísceras afetadas sejam devidamente descartadas.
- Detectar doenças que não sejam possíveis de identificar no exame post-mortem, especialmente aquelas que afetam o sistema nervoso (por exemplo, a Doença de New Castle manifesta sintomatologia nervosa e como poderíamos observá-la após a morte do animal?);
Figura: Inspeção da ave em movimento.
Fonte: Arquivo Pessoal.
Certas doenças das aves, como a Doença de Marek, podem causar lesões nervosas. Embora as empresas vacinem os animais contra esse vírus, faz parte do programa sanitário do MAPA verificar, durante a inspeção ante-mortem, suspeitas de doenças de notificação obrigatória (como a Marek).
É comum que um animal acometido por essa doença viral apresente paralisia de asa(s) ou pata(s) devido à lesão do nervo radial ou ciático respectivamente. A ave apresenta “asa caída” ou uma “pata se arrastando”. Eu lhe pergunto: Será que conseguiríamos suspeitar dessa doença com a ave já abatida? Certamente não. Por isso a importância da inspeção clínica afinal se ela apresentar uma paralisia do nervo ciático unilateral, por exemplo, uma de suas patas estará se arrastando. Para tirar a “prova real” de que se trata da doença viral e não de uma fratura, mais aves deverão ser avaliadas.
- Identificar lotes com suspeitas de problemas que justifiquem redução na velocidade normal de abate para um exame mais acurado;
Durante o exame clínico das aves pode-se detectar algumas lesões ou doenças em elevada porcentagem se esse lote tiver um status sanitário ruim. Se isso acontecer é necessário reduzir a velocidade de abate antes de pendurar as aves na nórea, a fim de corroborar com a inspeção sanitária post-mortem. Essa redução de velocidade é importante para não permitir que carcaças com lesões passem pela inspeção sem a devida análise e sigam para a sala de cortes, onde gerariam possíveis contaminações cruzadas.

Figura: Carcaça com Dermatose na região da sobrecoxa.
Fonte: Arquivo Pessoal
- Possibilitar a identificação de lotes de aves que tenham sido tratadas com antibióticos, para efeito de sequestro, objetivando a realização de análises laboratoriais que detectem a presença de resíduo na carne;
Nesse caso a inspeção de maior relevância é a DOCUMENTAL. Através do Boletim Sanitário e FAL o veterinário oficial consegue detectar se aquele lote foi medicado e se o período de carência foi respeitado. Supondo que o lote chegue para o abate, onde foi constatado o uso antibiótico terapêutico com período de carência desrespeitado, qual seria a conduta mais eficiente?
Primeiramente o lote será abatido e depois sequestrado para envio de amostra para um laboratório credenciado ou habilitado. Será quantificado o resíduo do medicamento na carne e caso esteja dentro do LMR (Limite Máximo de Resíduo), estabelecido pelo Codex Alimentarius, o produto será liberado para venda (consumo). Mas e se estiver acima do LMR? Podemos enviar para Graxaria (Fábrica de Farinhas)? Não! Porque este resíduo passaria adiante para os animais que consumissem a ração, dando margem ao desenvolvimento de resistência ao antibiótico. O procedimento correto é destinar ao aterro sanitário, com todo procedimento ambiental adequado.
Conclusão
Busquei abordar de forma resumida os principais pontos da inspeção ante-mortem e acredito que foi possível entender sua importância para a Segurança dos Alimentos. Sem ela, certamente comprometeríamos a qualidade sanitária dos produtos de origem animal.
Você gostou dessa postagem? Dê um feedback aqui nos comentários e se possível deixe alguma sugestão de postagem que envolva abate e processamento de frangos, tentarei contribuir com minha experiência.
5 min leituraHá dois tipos de inspeção sanitária em abatedouros-frigoríficos, segundo o RIISPOA, chamadas de ante-mortem e post-mortem. Como a própria raiz da palavra (em latim) quer dizer, ante-mortem é aquela realizada com […]