6 min leituraUma pesquisa realizada no Instituto do Triângulo Mineiro comprova que óleo de soja refinado não possui proteínas alergênicas em níveis detectáveis, questão que traz muitas dúvidas aos profissionais da área de alimentos sobre rotulagem. A ANVISA chegou a liberar a rotulagem de soja como alergênico, para depois voltar atrás. O trabalho abaixo foi apresentado no último Simpósio Latino Americano de Ciências de Alimentos (SLACA), na forma de poster.
AVALIAÇÃO DA DESNATURAÇÃO DAS PROTÉINAS 7S B-Conglicinina E 11S-GLICININA NA PRODUÇÃO DO ÓLEO REFINADO (DESODORIZADO)
Isaac Dias Bezerra¹; Letícia Vieira Castejon2; Thiago Taham3
RESUMO:
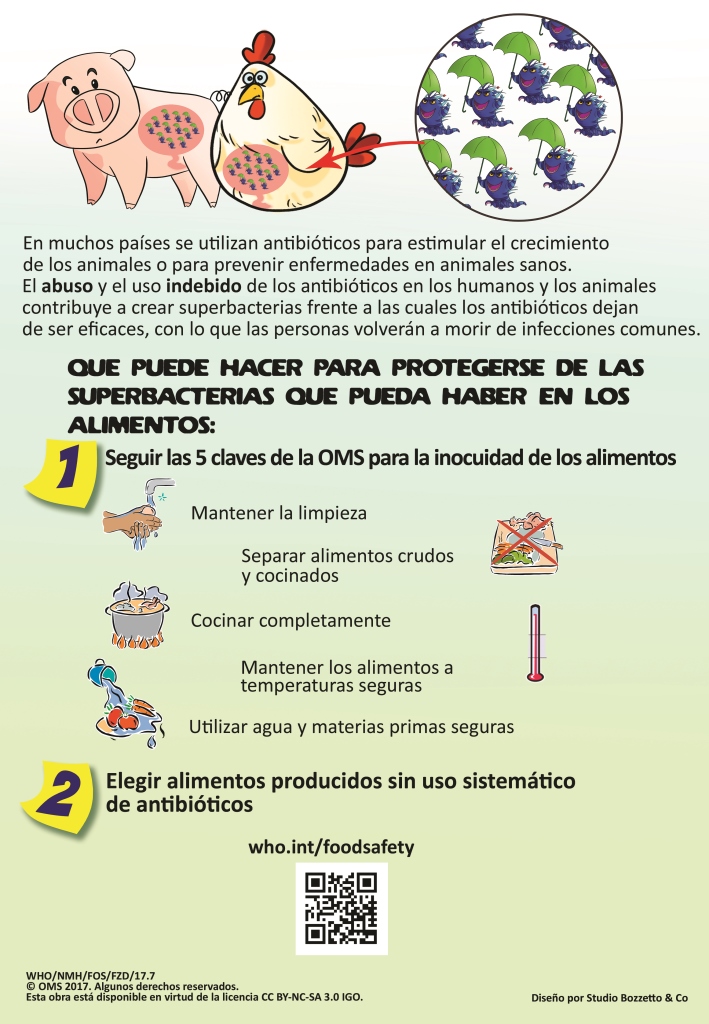
Embasamento Teórico – A gestão de alergênicos tornou-se um dos grandes desafios das indústrias que comercializam alimentos após a publicação da Resolução nº 26 de 2 de julho de 2015 pela Agência Nacional de Vigilância Sanitária – ANVISA. A Soja (Glycine Max) entrou na lista de alergênico e todos os produtos que possuem derivados de soja devem ser rotulados, inclusive os produtos que utilizam o óleo refinado.
Problemática investigada – Embora a European Food Safety Authority e a Food and Drug Administration tenham isentado o óleo de soja refinado da lista de produtos considerados alergênicos da União Europeia e dos Estados Unidos, respectivamente, a resolução publicada no Brasil não diferencia os produtos derivados da soja quanto a possuírem proteínas alergênicas. Desta forma, expõe-se ao consumidor brasileiro informações incompletas acerca da segurança alimentar e de rotulagem nos produtos que contém óleo de soja refinado em sua composição.
Objetivo – Demonstrar que processo de refino de óleo de soja nas etapas de degomagem e desodorização eliminam a proteína alergênica a um nível não detectável por método analítico imunoenzimático.
Metodologia – Para avaliar a eliminação da proteína alergênica foram coletadas amostras em cada etapa do processo de produção do óleo refinado de soja e realizado análise pelo método Enzyme-Linked Immunosorbent Assay ELISA RIDAScreen do produto produzido pela empresa ABC Indústria e Comércio S/A em Uberlândia/MG.
Resultados – O óleo bruto apresentou valores maiores de 20mg/kg de proteínas alergênicas de soja. Já os óleos degomado, clarificado e refinado apresentaram valores inferiores a 2,5mg/kg de proteína alergênica, sendo 2,5mg/kg o limite de quantificação do método.
Conclusão – Os resultados encontrados nas amostras de óleo bruto, neutralizado e desodorizado indicaram que o processo de degomagem e desodorização são eficientes na remoção da proteína alergênica da soja e o produto final e que óleo refinado de soja, não necessita ser designado como alergênico.
Contribuição do estudo para a área – Pretende-se com o estudo, melhorar a designação do produto óleo de soja refinado, como alimento derivado da soja não alergênico, uma vez que apresentou conteúdo de proteínas bem inferior ao teor de proteínas alergênicas da soja em grão ou do óleo bruto de soja.
Lacuna de estudo – Avaliação da desnaturação das principais frações de proteínas potencialmente alergênicas da soja: a Globulina 7S (beta-conglicinina) e 11S (glicinina) durante as etapas de refino do óleo de soja.
Palavras-chave: proteína alergênica, desnaturação, processamento.
INTRODUÇÃO
Segundo Giora (2009) relata, a soja apresenta ao menos 16 proteínas com alto potencial alergênico que podem ser divididas em famílias por coeficiente de sedimentação através de análises de ultracentrifugação nas quatro frações conhecidas como 2S (prolaminas, máximo de 15% compostas de enzimas e inibidor de Kunitz), 7S e 11S (cupinas) e 15S (10% proteína total). Conforme registra Candreva (2013), as frações 7S (beta-Conglicinina, 85%) e 11S (Glicinina, 85%) são globulinas que juntas representam 70-90% do total de proteínas com alto potencial alergênico.
Conforme registra o Suplemento do Consenso Brasileiro sobre Alergia Alimentar de 2007 publicado pela Revista de Médicos de Minas Gerais, “os alérgenos alimentares são na sua maior parte representados por glicoproteínas hidrossolúveis com peso molecular entre 10 e 70 kDa, termoestáveis e resistentes à ação de ácidos e proteases, capazes de estimular resposta imunológica humoral (IgE)”. Segundo a forma de indução da reação alérgica ao alimento, este pode ser classificado com “alérgenos de classe I (ingestão; proteínas ingeridas) ”.
Análises de óleo de soja refinado apresentaram menos de 1 µg/ml de teor de proteína (CREVEL, et. Al, 1999), pois segundo Sgarbieri (1996), grande parte das proteínas do grão de soja encontra-se em corpúsculos especiais contidos nas células cotiledonares que medem de 2 a 20µ de diâmetro denominados aleurona, porém os corpúsculos contendo óleo são menores que 0,3µ de diâmetro e são chamados de esferossomos.
PASCHCKE at al. (2001) constataram em seu estudo que o conteúdo proteico do óleo refinado foi em torno de 33,2 µg/kg e na análise por imunotransferência não se observou ligação da IgE humana com proteínas de óleo refinado. As propriedades imunológicas da glicinina são perdidas quando aquecida acima de 90ºC (GIORA, 2009) e Iwabuchi (1991) demonstra ao avaliar os resíduos de tirosina que as estruturas quaternárias da proteína beta-conglicinina não são realinhadas quando submetidas ao processo de desnaturação térmica entre 87 e 100°C.
BITTENCOURT (2002) registra durante seu experimento que o processo de aquecimento a 120°C das proteínas diminuiu significativamente a ligação dos anticorpos IgE e IgG das frações protéicas 7S e 11S. Por fim, BUSH at al. (1985), em um grupo altamente selecionado de pacientes sensíveis à soja, não encontrou evidência de imediata hipersensibilidade a óleo de soja refinado em teste oral ou pela pele a uma dose total de 15 mL eu seu experimento.
MATERIAIS E MÉTODOS
O trabalho foi realizado na refinaria da empresa ABC Industria e Comércio S.A. na cidade de Uberlândia, Minas Gerais.
Foi coletada uma amostra composta, dos três turnos de trabalho, de 500 g, do bruto óleo de soja produzido entre 07h00 do dia 09/03 e 07h00 do dia 10/03/2016 pela área de extração da empresa. A amostra composta dos grãos de soja utilizada obteve os seguintes resultados de qualidade: 9,55% de umidade, 19,41% de óleo e 34,11% de proteína. A torta de farelo de soja apresentou 45,86 de proteína bruta e 80,84% de proteína solúvel. O óleo bruto de soja foi obtido em extrator modelo rotocel por meio de n-hexano.
O óleo bruto de soja foi aquecido a 85°C por meio da adição de 2 Kgf/cm de vapor, lavado com água potável, média de 125 L/h, em equipamento centrífuga modelo RTA140 da marca Westfalia, a 76rpm, sob pressão de 2205 mm Hg, neutralizado com solução de 1,10% de H3PO4 e NaOH 18 graus Baumé, passando a ser denominado de óleo degomado que obteve resultado físico-químicos de umidade de 0,27% e acidez de 0,02%.
O óleo degomado passou pela etapa de clarificação e filtração e seguiu para etapa de desodorização. Na etapa final de desodorização, o óleo foi submetido a 240°C de temperatura por 15 minutos, 1,5 Kg/cm2 de vapor em sistema a vácuo de 4,5 mm Hg, filtrado em poliéster com abertura nominal de 3 micra a 3,5 Kgf/cm2, obtendo acidez de 0,044%, umidade de 0% e o teor de fósforo de 0,97%.
Durante o dia de avaliação, os operadores dos processos da empresa recolheram 500 g de amostra de óleo bruto, 500 g de amostra de óleo de degomado e 500 g de amostra de óleo refinado, após a etapa de desodorização. O laboratório interno da empresa, que utiliza apenas métodos oficiais da American Oil Chemistry Society, enviou as amostras ao laboratório Eurofins para realizar análises pelo método Enzyme-Linked Immunosorbent Assay ELISA RIDAScreen de cada amostra.
RESULTADOS E DISCUSSÃO
O laboratório Eurofins emitiu os laudos AR-16-GB-027097-01(óleo bruto), AR-16-GB-026991-01 (degomado) e AR-16-GB-026989-01 (refinado) com os com resultados de >20mg/kg, <2,5mg/kg e <2,5mg/kg de proteína alergênica de soja, respectivamente, sendo 2,5mg/kg o limite de quantificação do método. O método ELISA RIDAScreen avalia as proteínas glicinina (Gly m6), beta-conglicinina (Gly m5) e Kunitz.
Os resultados das análises indicam que as etapas de elevação da temperatura, centrifugação e lavagem com água, acidificação e neutralização combinadas durante o processo de degomagem do óleo bruto causam a desnaturação das principais proteínas com potencial alergênico no óleo e que ao elevar a temperatura do óleo a 240°C, as propriedades imunológicas das proteínas glicinina (Gly m6), beta-conglicinina (Gly m5) e Kunitz são perdidas de forma irreversível.
CONCLUSÕES OU CONSIDERAÇÕES FINAIS
Considerando que as proteínas totais no óleo refinado desodorizado são inferiores a 1 µg/ml e que as frações de proteínas alergênicas são desnaturadas de forma tão irreversível que não é possível sua quantificação, recomenda-se que este produto seja retirado da lista de produtos alergênicos da Resolução nº 26/2016.
REFERÊNCIAS
- BITTENCOURT, Alvorita Leite. Determinação dos Componentes Alergênicos da Proteína Isolada de Soja. 2002. 129 f. Tese (Doutorado em Análise Toxicológicas). Faculdade de Ciências Farmacêuticas, Universidade de São Paulo. São Paulo. 2002.
- Resolução da Diretoria Colegiada nº 26 de 2 de julho de 2015. Dispõe sobre os requisitos para rotulagem obrigatória dos principais alimentos que causam alergias alimentares. Brasília, DF, Junho/2016.
- BUSH, Robert K; at Al. Soybean oil is not allergenic to soybean sensitive individuals. Clin. Immunol. Volume 76. Number 2. Part 1. p. 242-245. August 1985.
- CANDREVA, Ángela María. Caracterización del alergeno principal de soja Gly m Bd 30K como proteína de reactividad cruzada con caseínas bovinas y su potencial aplicación em inmunoterapias. 252 f. Tesis (Doctor de la Facultad de Ciencias Exactas). Facultad de Ciencias Exactas Departamento de Ciencias Biológicas. Universidad Nacional de La Plata. La Plata. 2013.
- CREVEL, R. W. R Al. Allergenicity of Refined Vegetable Oils. 2000. Food and Chemical Toxicology 38, p. 385-393.
- European Food Safety Authority. COMMISSION DIRECTIVE 2007/ 68 / EC, 27 of November 2007.
- Food and Drug Administration. Food Allergen Labeling and Consumer Protection Act of 2004, Public Law 108-282, Title II. Disponível em https://www.fda.gov/Food/GuidanceRegulation/GuidanceDocumentsRegulatoryInformation/Allergens/ucm106187.htm, consultado em 10/10/2017
- GIORA, Cintia Bezuti. Avaliação de Equivalência Substancial e Potencial de Alergenicidade de Cultivares de Soja Tolerantes a Herbicida Glifosato. 2009. 139 f. Tese (Doutorado em Bromatologia). Faculdade de Ciências Farmacêuticas, Universidade de São Paulo. São Paulo. 2009.
- IWABUCHI, Setsuko et Al. Thermal Denaturation of B-Conglycinin. Kinetic Resolution of Reaction Mechanism. J. Agric. Food Chem. 39, p. 27-33. American Chemical Society.
- PASCHKE, A; et Al. Determination of the IgE-binding activity of soy lecithin and refined and non-refined soybean oils. J. of Chromatography B, 756:249, 2001.
- SGARBIERI, Valdemiro Proteínas em alimentos protéicos: propriedades, degradações e modificações. São Paulo; Varela; 1996. 517 p.
- Rev Med Minas Gerais 2008. Suplemento do Consenso Brasileiro sobre Alergia Alimentar:2007. Volume 18 • número 1-S1, maio de 2008, ISSN 0103-880 X.
Sobre os autores:
[1] Aluno do Curso de Especialização em controle de qualidade em processos alimentícios, Instituto Federal Educação, Ciência e Tecnologia Triângulo Mineiro, Uberlândia – MG, isaac.bezerra@algaragro.com.br
2 Professora e Co-Orientadora, Instituto Federal Educação, Ciência e Tecnologia Triângulo Mineiro, Uberlândia – MG, leticiavieira@iftm.edu.br.
2 Professor e Orientador, Instituto Federal Educação, Ciência e Tecnologia Triângulo Mineiro, Uberlândia – MG, thiago.taham@iftm.edu.br.
Trabalho publicado por solicitação do autor, Isaac Bezerra.
6 min leituraUma pesquisa realizada no Instituto do Triângulo Mineiro comprova que óleo de soja refinado não possui proteínas alergênicas em níveis detectáveis, questão que traz muitas dúvidas aos profissionais da área de […]







{kind=link}