A segurança dos alimentos depende diretamente da padronização, organização e disciplina operacional em toda a cadeia produtiva. Nesse contexto, os controles visuais são ferramentas essenciais para garantir o cumprimento dos requisitos de segurança dos alimentos, reduzir falhas humanas e facilitar a comunicação no ambiente de trabalho.
Como o próprio nome já diz, um controle visual deixa visualmente claro quando algo está dentro ou fora do padrão, sem depender exclusivamente de instruções verbais ou escritas. Eles aumentam a clareza das informações e reforçam comportamentos seguros e corretos no dia a dia.
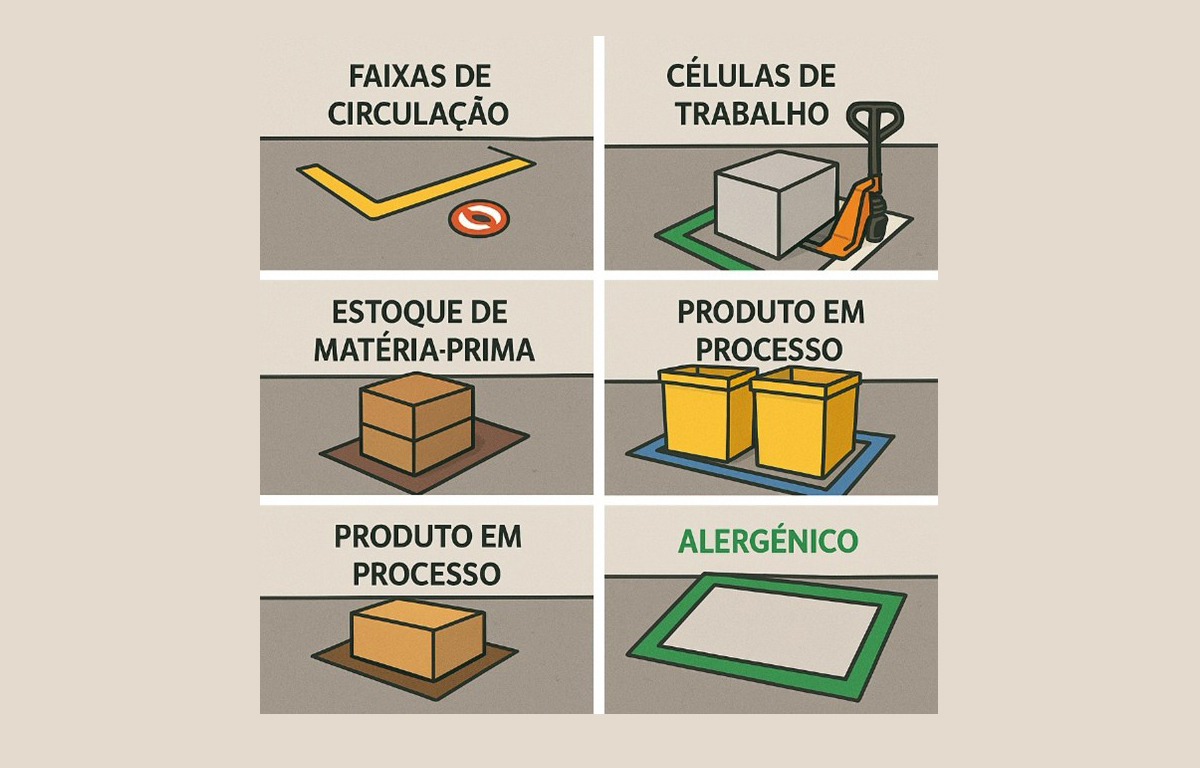
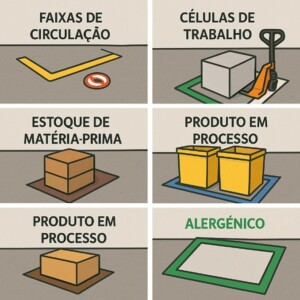
Um exemplo clássico de controle visual é a demarcação de áreas no chão. Em ambientes de produção em indústrias de alimentos, o piso pode ser sinalizado com cores específicas para indicar zonas de atuação, áreas de trânsito de pessoas ou de equipamentos, locais para estocagem específica de materiais alergênicos ou materiais em quarentena. Essa separação física reforça visualmente a prevenção contra contaminações cruzadas durante o processo.
Outro exemplo prático é o uso de cores em utensílios e equipamentos. Os materiais podem ser identificados por cores distintas conforme sua aplicação, seja para classificar alergênicos, separar linhas de produção e fabricação, utensílios para limpeza externa ou interna de equipamentos. Essa padronização reduz o risco de uso indevido desses materiais. Também são muito utilizados os painéis de ferramentas com silhuetas (shadow boards), onde cada utensílio tem seu local definido. Isso garante que os materiais estejam sempre limpos, organizados e prontos para uso, além de facilitar a identificação de itens ausentes ou fora do lugar.

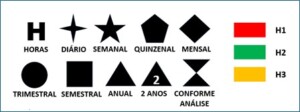
Um outro exemplo é a adoção de elementos visuais para identificação de lubrificantes food grade específicos para equipamentos em indústria de alimentos, classificando sua aplicação quanto a frequência, pontos de aplicação e tipos de contato.
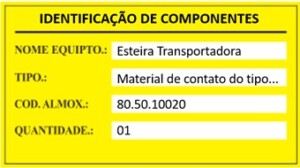
Identificações de esteiras e materiais de contato podem ser feitas por meio de tags que facilitam para o time de manutenção saber rapidamente os materiais utilizados e sua requisição em ações de manutenção.
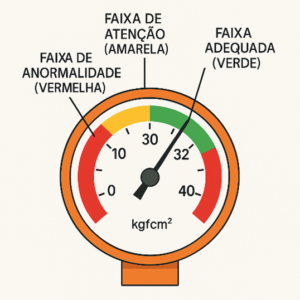
Marcadores de nível, temperatura ou pressão também são exemplos eficazes de controle visual. Eles permitem o monitoramento constante de variáveis críticas do processo, como o consumo de água, o aquecimento de caldeiras ou a pressão em equipamentos. Com escalas bem visíveis e faixas coloridas que indicam limites seguros, o operador pode identificar rapidamente qualquer desvio e agir antes que isso impacte a qualidade ou a segurança do alimento.
Portas transparentes permitem a inspeção visual rápida do interior dos equipamentos, facilitando a verificação da limpeza em áreas de difícil acesso e promovendo a higienização contínua de superfícies que muitas vezes passam despercebidas.

Rotas de inspeção podem ter demarcações de pontos estratégicos a serem inspecionados durante a produção em operação. Esses pontos refletem o local exato da inspeção, assim como a boa funcionalidade do equipamento e a qualidade do produto e processo.

Ao adotar controles visuais, a empresa fortalece a cultura de prevenção e responsabilidade, permitindo que qualquer colaborador perceba anomalias e aja rapidamente. Isso reduz desperdícios, melhora a eficiência operacional e, principalmente, garante alimentos mais seguros para o consumidor final.
Leia também:
Como implantar TPM com segurança dos alimentos – todos os passos da Manutenção Autônoma
TPM a serviço da segurança dos alimentos
3 min leituraA segurança dos alimentos depende diretamente da padronização, organização e disciplina operacional em toda a cadeia produtiva. Nesse contexto, os controles visuais são ferramentas essenciais para garantir o cumprimento dos […]