Os alimentos Transgênicos podem ser encontrados em toda parte, em diversos produtos. No Brasil, são autorizadas as culturas de soja, milho, algodão e feijão, dessa forma quaisquer alimentos que possuam esse tipo de ingrediente ou derivado pode conter alimentos geneticamente modificado (OGM).
De acordo com o Decreto n° 4.860/03 em consonância com a Portaria n°2658/03, o consumidor deve ser informado, tanto nos produtos embalados como os vendidos a granel ou in natura, se os alimentos ou ingredientes alimentares são produzidos a partir de OGM com presença acima de 1%.
Essa informação deve compor o rótulo com frases informativas e o símbolo no painel principal. Defini-se ainda que a informação sobre a natureza transgênica do grão “deverá constar do documento fiscal, de modo que essa informação acompanhe o produto ou ingrediente em todas as etapas da cadeia”.
Entretendo o Plenário da Câmara dos Deputados, aprovou dia 28/04/2015 o projeto de lei (PL 4.148/08), do Deputado Luiz Carlos Heinze. Na prática, o projeto revoga o Decreto 4.680/03, que já regulamenta o assunto, pois altera e acresce dispositivos à Lei 11.105/2005.
De acordo com o texto aprovado, nos rótulos de embalagens para consumo final de alimentos e ingredientes alimentares destinados ao consumo humano deverá ser informada ao consumidor a presença de elementos transgênicos em índice superior a 1% de sua composição final, detectada em análise específica. Nesses casos, deverá constar no rótulo as seguintes expressões: “(nome do produto) transgênico” ou “contém (nome do ingrediente) transgênico.”
A redação do projeto deixa de lado a necessidade, imposta pelo decreto, de o consumidor ser informado sobre a espécie doadora do gene no local reservado para a identificação dos ingredientes. O texto continua a exigir, entretanto, a comprovação de total ausência de transgênicos por meio de análise específica, para o uso do termo “livre de transgênicos”.
A informação escrita sobre a presença de transgênicos deverá atender ao tamanho mínimo da letra definido na Resolução RDC n°259/2002, que é de 1 mm.
A Proposta foi aprovada com 320 votos a 135, segue para ser analisada e votada pelo Senado.
O que você pensa sobre o assunto?
Acredita que a informação de transgênico nos alimentos é uma forma de garantir a segurança alimentar?
Vou deixar dois links, onde poderão acessar o Projeto de Lei PL. 4.148/08 e uma Carta das entidades contra o devido projeto. Ambas possuem justificativas no qual ajudarão vocês nessa discussão.
2min leituraOs alimentos Transgênicos podem ser encontrados em toda parte, em diversos produtos. No Brasil, são autorizadas as culturas de soja, milho, algodão e feijão, dessa forma quaisquer alimentos que possuam […]
Uma única refeição pode acabar com uma vida quando se trata de uma pessoa alérgica que se expôs, sem ter consciência disso, a um alimento que precisar evitar. Recentemente, conheci um blog liderado por um grupo de mães inglesas que tem filho com alergia alimentar. E nele foi publicado um post intitulado “Lembrando daqueles que perdemos para alergias alimentares” onde apresentaram uma lista de pessoas de diferentes idades, que morreram em consequência da ingestão indevida de determinado alergênico (só em 2014 foram 14 mortes e em 2015 já são 2 mortes).
Se você tem interesse na leitura completa, o link é este:
Eu separei quatro casos para apresentá-los de maneira resumida:
Caso 1 – Deja Vacey Hay 2009 Londres
Menino de 7 anos, alérgico à proteína do leite, morre após tomar suco de fruta em caixinha.
Era um suco de abacaxi com coco. Após a verificação da rotulagem pela mãe, o que já era rotina, entregou o suco ao filho. Não havia nenhuma advertência clara sobre a presença de leite. Após consumir a bebida a criança ficou com falta de ar, foi hospitalizado, mas horas depois faleceu em consequência da ingestão de proteína do leite. Após investigação, foi verificado que a palavra “leite desnatado” tinha sido escondido por trás da imagem de uma folha de abacaxi, tornando a palavra imperceptível.
Caso 2 – 12 anos, Manchester, 2013
Connor Donaldson, 12, morreu depois de uma severa reação alérgica a amendoins que estava presente em uma refeição, comprada em um restaurante local. A mãe afirmou que o restaurante garantiu que o prato não continha amendoim. Mas minutos depois que começaram a comer, Connor me disse: ‘Eu não posso respirar'” lembra Donaldson (sua mãe). Atendeu ele de imediato com o inalador que sempre carregava, mas não foi suficiente, “Eu estava consolando Connor e ele caiu no chão enquanto ligava para a emergência”. Minutos depois de chegar ao hospital, faleceu. Um legista confirmou que a reação alérgica que o matou.
Caso 3 – Shahida Shahid, 18 anos, Manchester – 2015
Uma jovem de 18 anos morreu após a refeição em restaurante e a causa da morte foi uma lesão cerebral por reação alérgica. As investigações apontam que ela conversou com o atendente do restaurante sobre suas condições restritas devido à alergia alimentar e recomendaram então, um prato de frango específico. Ela aceitou, comeu e saiu do restaurante. Depois de uma hora começaram os sintomas, ela então utilizou seu inalador e aplicou a caneta de adrenalina. Mas eles não tiveram efeito e ela entrou em colapso depois de sofrer uma parada cardíaca. Foi hospitalizada e três dias depois morreu. Segundo legista, a causa da morte foi encefalopatia- danos causados ??ao cérebro por falta de oxigênio – devido a anafilaxia – uma reação alérgica severa.
Aqui no blog Food Safety Brazil apresentamos um case que não se desdobrou em óbito, porém a vítima, que tem alergia a camarão, encontra-se em estado de total paralisia em cérebro consciente como consequência de um choque anafilático.
3min leituraUma única refeição pode acabar com uma vida quando se trata de uma pessoa alérgica que se expôs, sem ter consciência disso, a um alimento que precisar evitar. Recentemente, conheci um […]
Contaminação de alimentos é um evento a ser evitado, pois custa caro. Seja por microrganismos patogênicos, parasitas, seja por contaminações químicas ou físicas, sempre resulta em problemas com consumidores, recolhimento de produtos, perdas de produção e a publicidade adversa que levam a grandes prejuízos.
Na produção de suco isso não é diferente,os controles de limpeza devem ser bem rigorosos.
A higienização começa desda fruta,com a primeira lavação nas esteiras onde é removida poeira, sujeiras na casca, ajudando a evitar a contaminação por bactérias do solo,como o grande vilão de alguns processos, o Aliciclobacillus.
O sistema usado para higienização nas fabricas de suco é o CIP, um método usado em todo o processo para limpeza de máquinas de envase e equipamentos de processo, tais como tubo sanitários, tanques, tanques assépticos, tubulações, trocadores de calor, etc,circulando-se e recirculando-se automaticamente detergentes e soluções de enxágue até a sanitização completa em circuito fechado.Esse processo consiste em diversos ciclos de lavagem,que são recirculados por tanques,bombas,valvulas e etc.
Portanto, trata-se de um sistema inteligente que faz ajustes contínuos nas operações de modo a garantir os mais elevados níveis de desempenho, o que reduz com precisão o risco de erro humano, sem comprometer os níveis de segurança dos alimentos.
São utilizados na maioria dos processos de suco somente um ou dois detergentes para limpeza, e cada processo ajusta as demandas de tempo,temperatura,concentração,fluxo,volume e etc de acordo com suas necessidades de produção,garantindo a remoção de resíduos de alimentos e bactérias.
Geralmente esses dois produtos usados são um produto alcalino a base de hidróxido de sódio(NaOH) nas concentrações de 2,0 á 2,5% e um ácido a base de ácido nitríco ou fosfórico nas concentrações de 1 á 1,5%.Esses produtos ficam armazenados em tanques de distribuição onde são feito as diluições, esse procedimento de limpeza pode ser descrito de forma geral, segundo a Tabela 1.
Tabela 1. Exemplo de uma sequência típica de limpeza
Fase
Objetivo
Pré-lavagem com água
Remover sujidades grosseiras
Limpeza com solução alcalina
Remover resto de resíduos (principalmente proteínas e gordura)
Lavagem ou enxague intermediária com água
Remover produtos químicos de limpeza e sólidos dissolvidos nestes.
Limpeza com solução ácida
Remover restos de resíduos (principalmente minerais)
Lavagem ou enxague
Remover produtos químicos de limpeza
Desinfecção/esterilização
Reduzir a carga microbiana a um nível seguro
Enxágue final
Remover desinfetantes
Cada etapa do processo CIP deve seguir uma temperatura ótima de operação, dependendo do tipo de resíduo e equipamento a ser limpo. A primeira pré-lavagem frequentemente é realizada com água fria, mas, pode ser utilizada água quente em alguns casos a uma temperatura entre 25 °C e 60 °C. Segue-se um passo de 50 minutos de limpeza alcalina. O sistema é purgado do produto com água quente (enxágue), seguido por uma etapa de limpeza de 30 minutos com ácido. Lavagem ou enxague para remover produtos químicos de limpeza, desinfecção/esterilização. A sequência de CIP é então completada com um enxágue quente e, em seguida, uma lavagem final, à temperatura ambiente.
Após CIP, a planta é esterilizada/desinfetada para ser utilizada imediatamente. Caso a planta for ficar parada por algum tempo, uma solução ligeiramente ácida (pH em torno de 5) é deixado no equipamento de processamento para inibir o crescimento microbiano.
Hoje em dia para completar o sistema de CIP,algumas empresas utilizam para tanques assépticos o sistema de nevoa seca(Dry fog),onde permite niveis máximos esterilização por um processo de dispersão rapida de vapor,garantido assim cada vez mais um processo livre de patógenos.
Fontes:
IndustrySearch – processamento de alimentos, equipamentos de construção, automação, manuseio de materiais, mineração, metalurgia, segurança e equipamentos de transporte: http://www.industrysearch.com.au/CIP-Cleaning/f/3692
2min leitura Contaminação de alimentos é um evento a ser evitado, pois custa caro. Seja por microrganismos patogênicos, parasitas, seja por contaminações químicas ou físicas, sempre resulta em problemas com consumidores, […]
Uma pesquisa realizada recentemente, sobre hábitos higiênicos comprova que os brasileiros estão em primeiro lugar quando o assunto é a higiene pessoal.
A pesquisa foi feita em quinze países e traz alguns números interessantes:
1- Cerca de 80% das mulheres inglesas não tomam banho todos os dias e 30% chegam a ficar até três dias sem (!!!);
2- Na maior parte dos países a média é de um banho por dia;
3- Os mexicanos lavam os cabelos todas as vezes que se banham;
4- Os brasileiros tomam cerca de doze banhos por semana e lavam as cabeças em média quatro vezes apenas;
5- Na Índia não foi possível chegar a uma conclusão, pois metade das casas sequer tem banheiro…
Sabem o porquê desta introdução no meu texto?
Por que uma das maiores dificuldades que observo no dia a dia de trabalho, diz respeito à higienização correta das mãos (ou a falta dela!).
Embora esta questão, a dos bons hábitos de higiene, seja recorrente nos programas de treinamento, é muito comum observar pessoas deixando de cumprir um requisito básico de higiene, seja para o exercício da sua função ou para o simples fato de cuidar da sua saúde, afinal, lavar as mãos após o uso do banheiro e antes das refeições, é coisa muito básica que aprendemos com nossas mães.
Para os gestores dos programas de Food Safety esta é uma preocupação constante, pois os grupos de colaboradores são formados por pessoas que vêm de lares e culturas bastante diferentes na sua origem.
Qual é a saída então?
Uma boa opção é a realização constante de testes de controle microbiológico para que, a partir dos resultados obtidos, sejam criados planos de ação pontuais e efetivos para a solução do problema. Este monitoramento não deve se limitar apenas à análise das mãos dos colaboradores mas também aos equipamentos de uso individual e coletivo, como painéis de controle, por exemplo.
Outra saída é a adoção de métodos mais eficazes de higienização. Hoje existem empresas especializadas em produtos de higiene que estabelecem, em conjunto com o cliente, planos de monitoramento e instalação de equipamentos mais eficientes para a correta higiene das equipes.
Está claro que só a estrutura e o monitoramento não bastam. Há que existir um constante acompanhamento por parte das lideranças diretas nesta atividade.
Como tudo que diz respeito à Qualidade e Segurança de Alimentos, se não houver o compromisso de quem está à frente dos processos produtivos, nenhum programa será bom o suficiente para evitar a contaminação dos equipamentos e também dos alimentos processados nas unidades.
Voltando para a pesquisa, temos números que ajudam a explicar a grande quantidade de água desperdiçada no Brasil diariamente. Difícil é explicar o porquê de um simples lavar de mãos ser tão difícil para a maioria…
Fonte da pesquisa:
Revista Superinteressante, edição 345, Abril/2015, página 13.
2min leituraUma pesquisa realizada recentemente, sobre hábitos higiênicos comprova que os brasileiros estão em primeiro lugar quando o assunto é a higiene pessoal. A pesquisa foi feita em quinze países e […]
Não. Nem todas. Apenas as verduras e os legumes que serão consumidos crus e as fruas que serão consumidas com casca (maçã, uva, morangos, pera, etc) precisam ser higienizados. Verduras, legumes e frutas que serão tratados termicamente (cozidos ou fritos) não necessitam de higienização. Uma exceção é couve refogada, a qual recomenda-se higienizar, porque, às vezes, esse tratamento térmico não atinge 70oC. É importante lembrar que é fundamental higienizar também os temperos e vegetais que serão utilizados como decoração de pratos (ex: tempero verde, flor de tomate, enfeites com frutas e verduras), pois estes ingredientes geralmente são adicionados no final do preparo ou no momento de servir, podendo contaminar os alimentos.
Conteúdo autorizado e gentilmente cedido para reprodução no o blog Food Safety Brazil, por Eduardo Tondo e Sabrina Bartz, autores de Microbiologia e Sistemas de Gestão da Segurança de Alimentos.
< 1min leituraNão. Nem todas. Apenas as verduras e os legumes que serão consumidos crus e as fruas que serão consumidas com casca (maçã, uva, morangos, pera, etc) precisam ser higienizados. Verduras, […]
As exigências para o controle de pragas já foram abordadas em outro post aqui no Blog. A questão agora é: como os demais programas de pré-requisitos podem influenciar no Manejo Integrado de Pragas? Você já parou para pensar como o não atendimento aos outros programas podem prejudicar o controle e favorecer o surgimento de pragas?
Para alguns casos a relação entre os pré requisitos é óbvia, mas para outros só olhamos mais atentamente, quando na hora da crise temos que identificar a causa raiz do problema.
Uma dica importante é avaliar de que forma aquele pré-requisito pode favorecer o surgimento dos 4 A´s ( Abrigo, Acesso, Água, Alimento).
Veja na tabela alguns exemplos.
Relação do Controle de Pragas com os demais programas de Pré Requisitos
Programa de Pré requisito
Como pode influenciar no Controle de Pragas
Manutenção
Requisito importante na diminuição dos acessos. Ex: colocação de telas em janelas e ralos, fechamento de buracos, instalação de proteções em equipamentos, cortinas de ar etc. No programa de manutenção preventiva levar em consideração os equipamentos que estão relacionados ao controle de pragas, como substituição das lâmpadas das armadilhas luminosas conforme validade indicada pelo fabricante.
Desenho sanitário
Se o projeto não for sanitário favorecerá o acesso e dará abrigo as pragas, além de dificultar os procedimentos de limpeza, acumulando água e resto de alimentos.
Limpeza
Falhas na execução dos procedimentos de limpeza resultam no acumulo água e de resto alimentos atraindo as pragas.
Manejos de resíduos
Área de resíduos deve ser mantida o mais limpa possível, o lixo deve ficar em local fechado e a retirada deve ser frequente para que não ocorra o acumulo. Esta é uma área crítica por ter grande disponibilidade de alimento e também pode servir como abrigo.
Controle de químicos
Deve-se respeitar a concentrações e orientações indicadas pelo fabricante. Utilizar somente produtos permitidos pela legislação.
Gestão de Fornecedores
Exigir que os fornecedores atendam aos requisitos de controle de pragas para garantir que os materiais cheguem sem pragas e infestações.
Recebimento de materiais
A falta de um plano de inspeção na recepção dos materiais pode trazer as pragas para dentro do armazém, causando uma infestação no estoque.
Práticas de Armazenamentos
Não respeitar o FIFO pode favorecer o cumprimento do ciclo de vida da praga e gerar uma infestação.
Saúde, higiene e práticas pessoais
A conscientização e cumprimento de hábitos adequados como comer somente em locais permitidos, ou não guardar alimentos dentro de armários, gavetas, vestiários impede que restos de alimentos atraiam as pragas.
Tratamento de Produto Não Conforme
Produtos não conforme que estão aguardando definição para destinação devem ficar em área exclusiva, limpa e serem mantidos bem fechados para não atrair pragas. Além claro de devidamente identificados.
Reclamações de clientes
É uma importante fonte de informação, que deve ser avaliada para detecção de problemas de pragas, as causas devem ser avaliadas com criticidade para tomada de ações adequadas para eliminação do foco.
Auditoria interna
Verificação se todos os programas de pré requisitos estão sendo cumpridos. Exemplos de itens que devem ser avaliados: Armadilhas: se estão limpas, integras, fixadas, fechadas. Verificar a data da última inspeção e confrontar com o relatório de serviço. Nas áreas internas verificar se janelas e portas são mantidas fechadas, se cortinas de ar estão funcionando, se os resíduos estão sendo retirados na frequência adequada. Nas áreas externas verificar se não há materiais e/ou equipamentos em desuso que favorecem o abrigo das pragas. Locais com restos de alimentos ou água parada. Se ralos e bueiros estão com telas. Documentação: avaliar os relatórios das visitas datas, produtos e concentrações utilizadas. Avaliar os relatórios de incidência e verificar se ações estão sendo tomadas para eliminar a causa raiz.
3min leituraAs exigências para o controle de pragas já foram abordadas em outro post aqui no Blog. A questão agora é: como os demais programas de pré-requisitos podem influenciar no Manejo […]
Este é o resumo da palestra ministrada por Clarisse Bruning Schmitt – Novozymes, no LACC 3 – Latin American Cereal Conference.
A preocupação com a acrilamida iniciou no final da década de 90, na Suécia, devido à morte de animais por problemas neurológicos, causados pelo consumo de água contaminada por esta substância. O causador da contaminação foi um selante, que continha acrilamida, utilizado durante obras em um túnel.
Devido a esta ocorrência a partir de 2001 ocorreu o aumento do número de estudos relacionado à acrilamida e seus perigos.
É formada pela reação do aminoácido asparagina com açúcares redutores quando estes são expostos a temperaturas superiores a 120°C.
As principais fontes são cereais, batatas e café; que quando expostos ao binômio tempo e temperatura, fatores críticos, formam a acrilamida.
Referencias:
É possível buscar mais informações sobre limites e formas de redução nos seguintes documentos:
2007 – ANVISA – Informe Técnico sobre Acrilamida;
2009 – CODEX – Manual de práticas para redução de acrilamida;
2010 – FAO – Problema para saúde humana;
2013 – FDA – Guidance for Industry
EFSA – European Food Safety Authority
Esta última é a principal referencia, pois monitora o nível de acrilamida em alimentos desde 2007; na tabela abaixo estão suas recomendações para alguns alimentos.
Alimento
Valor máximo recomendado (ppb)
Cereais matinais
200 – 400
Biscoitos e wafers
500
Crackers
500
Salgadinho para criança
200
Na legislação brasileira não estão estabelecidos limites para alimentos, somente para água, que é 0,5ppb.
Ação das indústrias:
As indústrias estão atuando em três frentes para diminuir o teor de acrilamida nos alimentos.
Alteração da formulação
Substituição do bicarbonato de amônia por bicarbonato de sódio, porém pode prejudicar a textura do produto acabado;
Diminuição da farinha integral e cacau, uma vez que a asparagina esta presente principalmente na casca, por isso a dificuldade em trabalhar com cereais integrais;
Controle do pH;
Adição de sais de cálcio;
Adição de asparaginase, enzima que reduz a formação acrilamida pela conversão da asparagina em ácido aspártico. Não altera as características sensoriais. É um coadjuvante de processo.
Processo
Reduzir a temperatura e tempo de cocção.
Preparo final
Orientação aos consumidores, como por exemplo, tempo de fritura da batata.
Porque reduzir?
Para minimizar riscos a saúde dos consumidores;
Minimizar riscos de danos à marca e possíveis processos;
Atender as recomendações do EFSA, exigências de mercado e possíveis legislações futuras.
2min leituraEste é o resumo da palestra ministrada por Clarisse Bruning Schmitt – Novozymes, no LACC 3 – Latin American Cereal Conference. A preocupação com a acrilamida iniciou no final da década […]
O blog Food Safety Brazil, representado pela colunista Juliana Levorato, esteve no LACC 3, que aconteceu em Curitiba-PR de 29/03 a 01/04.
Foi a primeira vez que o evento ocorreu no Brasil. Foram cinco salas com palestras simultâneas, sobre os mais variados assuntos do mundo dos cereais, como: aspectos econômicos do agronegócio; fortificação de farinhas; análises laboratoriais; micotoxinas, entre outros.
Do primeiro dia de apresentações, destaco um trecho da palestra “A indústria de Alimentos e o mercado de cereais no Brasil”, da seção de Aspectos econômicos do agronegócio, a palestrante Maria Sylvia Macchione Saes reforçou quatro condições da demanda do mercado:
Segurança alimentar (disponibilidade de alimentos) – Vetor: Produtividade;
Segurança dos alimentos – Vetor: certificações e rastreabilidades;
Valor agregado ao produto – Vetor: Marcas globais, conveniências;
Novas demandas – Vetor: baixo impacto ambiental, orgânicos, sem antibióticos;
O que mais me chamou a atenção foi o destaque dado de quesito de segurança de alimentos, a importância de controles rígidos, rastreabilidade, busca por certificações reconhecidas, além de deixar bem claro a diferença qual a diferença entre segurança alimentar e segurança de alimentos.
Acompanhe os próximos posts com resumo de algumas palestras.
< 1min leituraO blog Food Safety Brazil, representado pela colunista Juliana Levorato, esteve no LACC 3, que aconteceu em Curitiba-PR de 29/03 a 01/04. Foi a primeira vez que o evento ocorreu […]
Conforme já publicado posts anteriores o Food Safety Modernization Act (FSMA – Lei assinada pelo presidente Barack Obama em 04/01/11) tem como maior objetivo aumentar a segurança dos alimentos distribuídos nos Estados Unidos por meio de uma diretriz proativa e obrigatória através de abordagem preventiva à Segurança de Alimentos (ou seja, melhor a prevenção de problemas voltados à Segurança de Alimentos do que a reação após a ocorrência) provisionando ao FDA maior abrangência regulatória e novas competências para execução e gestão, viabilizando o atingimento de maiores níveis de conformidade baseados em padrões preventivos associados ao risco, proporcionando uma resposta mais rápida e efetiva para contingência de possíveis ocorrências.
Dentre as sete novas atividades fundamentais propostas previstas para serem regulamentadas e implementadas, o FSMA prevê pela primeira vez a aplicação de regulamentações mandatórias provisionando a aplicação compreensível de controles preventivos específicos, cientificamente embasados, ao longo da cadeia de suprimentos. Tais diretrizes encontram-se na seção 103 do FSMA (pertencente ao grupo de seções intituladas “Melhorando a Capacidade de Prevenção a problemas de Segurança dos Alimentos”), englobando (1) Controles Preventivos para Alimentação Humana, (2) Controles Preventivos para Alimentação Animal e (3) Estratégias de mitigação para proteção de alimentos contra adulteração intencional.
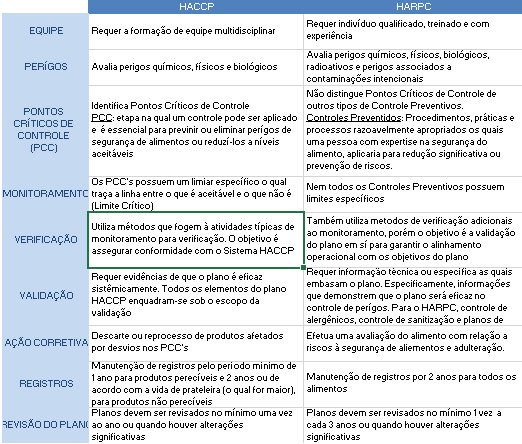
Para garantir conformidade aos requisitos preventivos mencionados acima, pertencentes à seção 103 do FSMA, uma nova abordagem de análise de perigos deverá ser implementada: o HARPC (Hazard Analysis And Risk-Based Preventive Controls) – Analise de Perigos e Controles Preventivos Baseados no Risco), ferramenta incorporada ao ato em 04 de julho de 2012.
Segundo descrição e providências do HARPC (estabelecidas pelo FDA sobre o Federal Food, Drug and Cosmetic Act – Seção 418) o proprietário, operador ou agente responsável pelo estabelecimento, deverá, de acordo com esta seção, avaliar os perigos que poderiam afetar o alimento fabricado, processado, embalado ou sob responsabilidade do mesmo, identificar e implementar Controles Preventivos para reduzir significantemente ou prevenir a ocorrência de tais perigos, providenciando garantias que este alimento não sofra adulterações (seção 402) ou seja rotulado indevidamente seção (403), monitorando a performance destes controles mantendo registros dos procedimentos de monitoramento como uma prática rotineira”.
De maneira geral, a Análise de Perigos e Controles Preventivos Baseados no Risco abrange:
1. Identificação de Perigos: identificação, avaliação e descrição de perigos conhecidos ou razoavelmente previstos que podem estar associados ao estabelecimento (perigos biológicos, físicos, químicos e radioativos, perigos que possam ocorrer naturalmente ou possam ser introduzidos de maneira não intencional e perigos que possam ser introduzidos de maneira intencional incluindo perigos de atos de terrorismo).
2. Controles Preventivos baseados no risco: identificação e implementação de controles preventivos, incluindo em pontos críticos do processo, visando garantir que perigos identificados por meio de análises de perigos sejam significativamente reduzidos ou prevenidos e providenciar garantias que este alimento não sofra adulterações (seção 402) ou seja rotulado incorretamente.
3. Monitoramento: acompanhamento da eficácia dos controles preventivos implementados para redução significativa ou prevenção de perigos descritos acima, garantindo que as saídas e metas sejam devidamente concretizadas e atingidas.
4. Ações corretivas: estabelecimentos de procedimentos para garantir que, caso algum controle preventivo indevidamente implementado ou ineficiente, sejam tomadas ações para reduzir a probabilidade de recorrência de desvios de implementação; todo alimento afetado seja avaliado com relação a sua segurança e que todo alimento afetado seja retido para comercialização caso se constate que não se assegura adulteração ou rotulagem indevida dos alimentos afetados.
5. Verificação: devem haver verificações de que: os controles preventivos implementados são adequados ao controle de perigos identificados; o monitoramento está sendo conduzido de maneira adequada; decisões assertivas estão sendo tomadas com relação às ações corretivas propostas; os controles preventivos implementados são eficazes para redução significativa ou prevenção dos perigos analisados, incluindo a verificação através de programas de testes de produto e ambiente e outros processos pertinentes. Uma revisão periódica e documentada do plano visando garantir a relevância do mesmo, assim como identificação de ameaças emergentes.
6. Manutenção de registros: registros documentando monitoramento dos controles preventivos e de materiais não conformes a segurança de alimentos, devem ser mantidos por não menos que dois anos, assim como resultados de testes e outros procedimentos associados aos processos de verificação, registros referentes à implementação de planos de ação e à eficácia dos controles preventivos e planos de ação.
7. Descrição do plano e documentação: o plano deve estar descrito visando documentar e descrever os processos utilizados pelo estabelecimento para garantir conformidade com requisitos associados ao HARPC incluindo a descrição da análise de perigos e identificação dos controles preventivos adotados. O plano descrito e toda documentação pertinente deve estar prontamente disponível.
8. Revisão: uma nova análise de perigos deve ser conduzida sempre que alterações significativas ocorram ou que estas alterações criem potencial razoável para o aparecimento de novos perigos ou aumento expressivo de perigos levantados previamente ou não menos que um período de três anos. Deve haver também a revisão documental do plano a qual deve ser conduzida sempre que alterações significativas sejam realizadas assim como a documentação referente ao embasamento para conclusão de que não são necessárias a adição ou revisão de controles preventivos.
O FDA compreende que a implementação das diretrizes previstas pelo FSMA levaria tempo e até o momento discussões e validações das regras finais estão sendo conduzidas. As datas limite para implementação e conformidade ao FSMA pelos estabelecimentos enquadrados sob competência do FDA dependerá da publicação das regras finais e da classificação do estabelecimento. Está previsto para os dias 23 e 24 de Abril o National Kick-Off Meeting on Implementation of the Food Safety Modernization Act (FSMA), em Washington, Estados Unidos, onde serão discutidos os assuntos de maior relevância para validação das regras finais, assim como sessões ao longo da reunião pública visando obtenção de considerações dos stakeholders. O FDA deverá cumprir com os prazos estipulados pela corte americana devendo entregar as regras finais ao longo de 2015 até maio de 2016 (a publicação das regras finais contendo requisitos dos Controles Preventivos para Alimentação Humana está prevista para 2015). Toda a estratégia operacional (em longo prazo) prevista pelo FDA, visando os desdobramentos do Food Safety Modernization Act, pode ser consultada no site do Órgão aqui.
Lembramos aqui também que o FSMA e consequentemente o HARPC são aplicáveis a produtos sob competência do FDA e para países os quais possuem negócios com os Estados Unidos. Desta forma a análise de perigos e pontos críticos de controle (HACCP) ainda é fundamental e aos requisitos globais de segurança de alimentos, atuando de maneira complementar ao HARPC (abaixo um comparativo/resumo dos principais tópicos dos planos HACCP x HARPC). Apesar da semelhança, ter um plano HACCP implementado não significa conformidade aos requisitos do HARPC, mandatório pelo FDA para quase todas as unidades processadores de alimentos. Algumas exceções previstas pelo código como pescados, alimentos enlatados de baixa acidez e sucos, não se enquadram aos requisitos do HARPC por estarem sujeitos a regulamentos específicos associados ao HACCP.
5min leituraConforme já publicado posts anteriores o Food Safety Modernization Act (FSMA – Lei assinada pelo presidente Barack Obama em 04/01/11) tem como maior objetivo aumentar a segurança dos alimentos distribuídos […]
De acordo estudo recente realizados pelos pesquisadores da Universidade de Harvard do Centro de Nanotecnologia e Nanotoxicologia mostra que a invenção, chamada em inglês de Engineered Water Nanostructures (EWNS), ou água carregada eletricamente, pode eliminar os patógenos de origem alimentar, tais como E. coli, Listeria e Salmonella
Nos Estados Unidos, intoxicações alimentares afetam todos os anos 48 milhões de pessoas. 128 mil são hospitalizadas e três mil são vítimas fatais. Já na União Europeia, houve 48.964 ocorrências e 46 casos fatais em 2009, o último ano pesquisado. De acordo com dados do Serviço de Pesquisas Econômicas do Ministério da Agricultura americano, as bactérias por si sós já acarretam um custo de pelo menos US$ 6,7 bilhões, considerando a assistência médica, mortes prematuras e perda de produtividade. Mas os pesquisadores que acompanham os efeitos crônicos dessas enfermidades afirmam que a conta é, na verdade, bem maior.
Já aqui no Brasil há cerca de 670 surtos, totalizando 13 mil doentes todos os anos. Os motivos variam entre alimentos fora da validade, água contaminada e cozinhas sem muita higiene.
Este estudo é importante porque prova o conceito de que as gotas de água eletricamente carregadas são uma alternativa livre de produtos químicos para a desinfecção de alimentos. No entanto, as legislações de segurança alimentar requerem uma maior redução nas cargas bacterianas, sendo que métodos existentes conseguem eliminar 99,999% dos perigos, e por isso o método descoberto terá de ser melhorado para ser mais rápido na redução das bactérias e se tornar uma opção viável para a indústria de alimentos. Os pesquisadores estão realizando estudos em curso, incluindo o aumento da concentração e potência das gotículas.
Testes sensoriais mostraram que a água carregada não alterar o sabor ou textura de todos os alimentos testados.
Este processo pode proporciona uma alternativa sustentável aos métodos atuais das indústrias de alimentos, principalmente na desinfecção de frutas e vegetais, que incluem a aplicação de produtos químicos como: peróxidos e outras soluções à base de cloro, cuja manipulação requer equipamentos e mão de obra especializada, por meio de produtos químicos.
O tratamento funciona por aspersão de água na forma de aerossol através de um campo elétrico, resultando em gotículas carregadas cerca de 25 nanômetros de diâmetro (em comparação, as gotas de água normalmente presente no nevoeiro são de 1 micron de diâmetro, que é 40 vezes maior do que as gotas produzidas com este método). Uma carga eléctrica suficientemente forte irá aumentar a tensão da superfície da gotícula ao ponto de impedir a evaporação.
Fruta ou vegetais são então pulverizadas com a água carregada e deixados em repouso durante um período de tempo. Quanto mais energia que tem sido aplicado para a água, a menos provável que as gotas de água irão evaporar devido a alterações na tensão superficial. No entanto, as superfícies devem ser revestidas por um período de tempo significativo. Devido à carga eléctrica, as membranas celulares das bactérias são destruídas, tornando o patógeno inviável e inofensivo.
Nos testes, tomates e talheres foram contaminados com três bactérias (E. coli, Salmonela e Listeria). Quando aspergido, o spray de água conseguiu eliminar entre 80% a 98% dos agentes patogênicos.
2min leituraDe acordo estudo recente realizados pelos pesquisadores da Universidade de Harvard do Centro de Nanotecnologia e Nanotoxicologia mostra que a invenção, chamada em inglês de Engineered Water Nanostructures (EWNS), ou […]
Nosso site usa cookies para identificar sua navegação e tornar a experiência mais dinâmica. Aceite os termos da política de privacidade nos termos da lei LGPD





 ?v=2dwhaIr-HuY
?v=2dwhaIr-HuY