No dia a dia das indústrias de alimentos, observamos que a atuação da Segurança Ocupacional e de Alimentos são totalmente dependentes e complementares para a Promoção da Cultura de Segurança de Alimentos.
Vale ressaltar que algumas situações muito corriqueiras enfatizam essa complementação. Dentre elas, podemos ressaltar:
- A ausência de luminosidade adequada na área de produção, ocultando e mascarando potenciais riscos, como por exemplo: não identificar as sujidades e consequentemente as possíveis contaminações.
- O equipamento com funcionamento comprometido estimula o famoso “jeitinho” que pode resultar, inicialmente em incidente, mas também em acidente ou ser veículo para a contaminação dos alimentos. Afinal o improviso muitas vezes vira definitivo, comprometendo o relacionamento perfeito entre a NR-12 e as boas práticas.
- A qualidade de todo processo é limitada por falta de materiais e recursos impactando nos controles e nas práticas de segurança. O armazenamento inadequado de alimentos, por falta de utensílios apropriados, aumenta a possibilidade não só de contaminação, mas também em médio prazo, do desperdício, pois o que era visto como economia por não desprender investimento, acaba virando resíduo. Lembrando que não trabalhamos mais com o termo “lixo”.
- Jornadas excessivas, horários apertados, equipe subdimensionada e postura inadequada podem gerar riscos físicos, ergonômicos e de acidentes, assim como um aumento no número de afastamentos por doenças, possíveis ocorrências de acidentes devido desgaste físico, fadiga e stress.
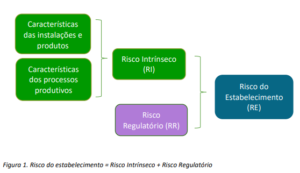
Todos estes riscos devem estar previamente mapeados no Programa de Gerenciamento de Riscos (PGR) atendendo aos Requisitos preconizados pela nova NR-1. A empresa deve eleger quais as ferramentas e técnicas de avaliação são mais adequadas à realidade apresentada em cada ambiente de trabalho. Com isso, o mapeamento e controle dos riscos ambientais, bem como as ações de higiene ocupacional e inspeção regular auxiliam as Boas Práticas na sua execução de forma adequada e segura.
A Síndrome de Burnout, CID 11, foi definida pela OMS como “resultante de um estresse crônico associado ao local de trabalho que não foi adequadamente administrado”. Em janeiro deste ano, Burnout entrou para o grupo de doenças do trabalho. Isto reforça a associação entre o ambiente laboral tóxico e os problemas de saúde mental desenvolvidos pelos colaboradores.
É simples perceber que toda empresa, assim como as áreas de segurança ocupacional e de alimentos, possuem um interesse comum que é o fator humano, isto é, a pessoa do trabalhador. Esse olhar integrado pode permitir em um primeiro momento melhorias incríveis, tais como: interfaces homem-máquina mais bem elaboradas no plano ergonômico, processos mais legíveis e estruturados, atenção, análise e registros dos incidentes e acidentes, formação mais aprofundada e técnicas dos manipuladores de alimentos e operadores, entre tantas outras.
Por fim, o percurso para a promoção da Cultura de Segurança de Alimentos ainda é longo, mas se todos caminharem juntos certamente será mais agradável e de grande aprendizado. É preciso ter consciência de que o desafio da cultura de segurança de alimentos está atrelado a muitas outras áreas e perspectivas, que ultrapassam tanto o controle de qualidade como a segurança dos alimentos.
E para você, qual é a área mais importante dentro de uma empresa? Quem é responsável pela segurança da empresa? Em qual segurança de fato confiamos? Cabem essas perguntas?
O todo é sempre mais importante do que a soma das partes!
Promover a segurança em todas as áreas é papel de todos nós!
Autores: Larissa Dias Campos, Elaine Pinto, Carlos Renato Cortes Aquino, Gisela Silva da Costa, Yoly Gerpe Rodrigues, Sérgio Thode Filho. Todos do Instituto Federal de Educação, Ciência e Tecnologia do Rio de Janeiro, Mestrado em Ciência e Tecnologia de Alimentos (PCTA/IFRJ)
2 min leituraNo dia a dia das indústrias de alimentos, observamos que a atuação da Segurança Ocupacional e de Alimentos são totalmente dependentes e complementares para a Promoção da Cultura de Segurança […]