5 min leituraO tema deste artigo envolvendo a cultura food safety surgiu a partir do questionamento de um dos leitores do blog: “como lidar com chefes que não dão exemplos sobre hábitos higiênicos”.
A sugestão me chamou a atenção e corri para escrever sobre isso porque é um tema que me fascina e uma questão que recorrentemente surge em grupos de profissionais que atuam na indústria de alimentos e bebidas, demostrando que infelizmente, ainda nos deparamos com pessoas em cargos de liderança, portanto, de decisão, para as quais ainda não “caiu a ficha” de que neste segmento não basta apenas produzir, mas é preciso produzir atendendo especificações técnicas, e acima de tudo, garantindo alimentos e bebidas seguras aos consumidores.
Claro que uma empresa deve contratar profissionais comprometidos com a produtividade e o rendimento, com a máxima do “fazer mais com menos”, de ter foco em cortar custos, em otimizar processos, etc, que são direcionamentos tão necessários num cenário de mercado competitivo.
Contudo, na indústria de alimentos, isso precisa vir sempre somado ao componente qualidade e food safety, de outro forma tudo pode ser posto a perder, pela elevação dos custos de não qualidade como já tratado no artigo Gestão de food safety focada em resultados, ou pior, pela perda de imagem associada a problemas que coloquem em risco a saúde de consumidores, inclusive podendo destruir totalmente uma marca.
Cabe então às organizações no momento de selecionar profissionais, cuidarem ao longo do processo seletivo de escolher pessoas com o perfil apropriado, e veja, aqui não falo apenas daqueles que irão trabalhar diretamente em áreas de qualidade e food safety, mas de qualquer profissional que terá poder de decisão em temas de apoio e suporte à produção de alimentos e bebidas, o que inclui, por exemplo, pessoal de produção industrial, manutenção, compras, etc.
Pois veja:
- O pessoal do industrial tem como meta principal produzir a quantidade estipulada num prazo determinado de acordo com a programação de SKUs estabelecida, mas tudo tem que atender especificações e estar livre de contaminantes químicos, físicos e microbiológicos ou de nada adianta;
- O pessoal de manutenção tem que garantir o funcionamento do parque industrial com metas de obter a melhor disponibilidade dos equipamentos, os máximos intervalos entre quebras e mínimos tempos de reparo, mas tem que fazer isso enquanto previne a contaminação das linhas de produção e garantindo a segurança dos equipamentos, como visto no artigo TPM a serviço da segurança dos alimentos;
- O pessoal de compras tem que comprar matérias-primas, insumos e embalagens pelo melhor preço e prazo, mas sempre respeitando especificações a partir de fornecedores previamente qualificados, capazes de garantir a entrega de produtos seguros ao longo dos abastecimentos.
Ou seja, quando se trata de “desenhar” perfis de cargo na indústria de alimentos e bebidas, não se restringe somente ao pessoal da qualidade a escolha de pessoas que tenham um foco em food safety, ainda mais para cargos de liderança, afinal, estrategicamente não há nada mais verdadeiro do que o velho jargão que diz que “um exemplo vale mais do que mil palavras”, uma vez que líderes dão o rumo das organizações.
Assim, um profissional na posição de liderança que demonstra praticar ações voltadas para segurança dos alimentos, a começar evidentemente pelos hábitos higiênicos e de BPF pessoais, ajudará a partir de seu exemplo a aculturar todo um time.
Analogamente, mas num viés inverso, aqueles líderes que não dão o exemplo colocam todo um programa de Food Safety a perder, porque eles não terão uma conduta moral que lhes permita cobrar o cumprimento de regras de seus subordinados, tornando-se portanto, um elo fraco em todo o processo de segurança dos alimentos de uma organização; em outras palavras, representam risco.
Na definição destes perfis com a estruturação dos papéis que são ocupados pelos cargos nas organizações, como uma boa prática de gestão, devemos planejar o que esperamos dos profissionais em termos de competências e conscientização, sendo que:
Competências são determinadas a partir de conhecimento, experiência e treinamento, já conscientização pode ser facilitada a partir da correta escolha do perfil dos profissionais.
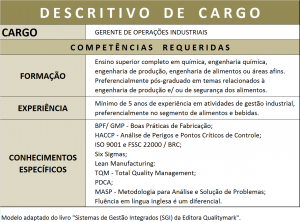
Tratando-se da determinação das COMPETÊNCIAS para um perfil de cargo, a seguir é apresentado um exemplo típico (resumido) para gerente de operações na indústria de alimentos, e veja que são determinadas “especificações curriculares” que direcionam a busca de um profissional que ocupará esta função.
Figura 1: Modelo de descritivo de cargo:
Mas mesmo que uma organização encontre um profissional que se encaixe atendendo devidamente a todas as recomendações da vaga, de nada adianta se não houver conscientização para o tema segurança dos alimentos, afinal, a produção de alimentos seguros deve vir prioritariamente.
A conscientização busca um comportamento onde os indivíduos mesmo quando sem supervisão realizam corretamente suas atividades e tarefas, sabendo que não o fazendo, irão comprometer a qualidade e a segurança dos alimentos, e assim, prejudicar ou causar danos aos consumidores.
A CONSCIENTIZAÇÃO, como se vê, já é um pouco mais complexa de especificar de forma objetiva para auxiliar na realização de recrutamentos, uma vez que está ligada ao comportamento de cada indivíduo. A seguir são apresentadas características que devem ser buscadas, portanto, desejáveis a um profissional que ocupará cargos de liderança na indústria de alimentos e bebidas, justamente porque favorecem a produção de alimentos seguros. Em contraponto, também são apresentadas caraterísticas que são indesejáveis, pois sabotam o programa de Cultura Food Safety em uma organização.
Tabela 1: Características profissionais desejadas e indesejadas:
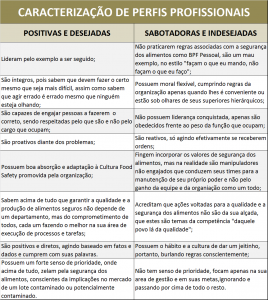
Obviamente, nem todos indivíduos têm 100% das características positivas ou sabotadoras, mas apresentam um pouco mais de uma ou outra das características apresentadas, inclusive situacionalmente, afinal o ser humano é uma criatura complexa quando se trata de comportamento e sentimentos.
É a predominância das características sabotadoras que se torna um grande problema, e cada uma delas deve ser trabalhada com orientação das organizações, por exemplo via feedbacks, em prol de uma mudança real de comportamento para que que a liderança, de fato, possa exercer da melhor forma seu papel na condução de um time que favoreça a Cultura Food Safety.
Para reforçar a condução de perfis proativos na direção da segurança dos alimentos e integrar times, é aconselhável também que as organizações, quando estruturam metas individuais, utilizem entre diferentes departamentos o uso de metas cruzadas, de forma a incentivar, por exemplo, que equipes de produção industrial persigam metas de produtividade e rendimento, mas sem abrir mão de qualidade e food safety, sendo que se surgirem reclamações, reprocesso e devoluções, haverá um decréscimo de pontuação (penalidade).
Da mesma forma se incentiva via metas que os times de qualidade também atuem em prol de rendimento e produtividade, para que não se tornem meros apontadores de problemas e foquem só a retenção de lotes, mas para que atuem ativamente e preventivamente via análise de riscos, ou corretivamente ajudando times industriais a solucionar problemas da produção.
Então, voltando à questão inicial “como lidar com chefes que não dão exemplos sobre hábitos higiênicos”, acredito que o caminho seria:
- Primeiramente, escolhendo melhor o perfil profissional de quem ocupará cargos de chefia na indústria de alimentos, para que sejam pessoas já comprometidas com o tema food safety;
- Para os profissionais antigos de casa, que já ocupam estas funções e que carecem desta conscientização no tema, prover treinamentos e uma conversa franca por parte da alta direção, informando de forma inequívoca que precisam mudar de comportamento;
- Para aqueles que não mudam de comportamento de jeito nenhum, portanto, não conseguem entender a importância de produzir alimentos seguros e de dar o exemplo a seus liderados neste sentido, talvez não reste opção que não a de substitui-los, uma vez que colocam em risco a saúde de consumidores.
Gostou do artigo? Posso dar uma sugestão para que tenhamos mais profissionais engajados com Food Safety?
Envie gentilmente este artigo aos líderes não engajados para que reflitam e quem sabe revejam seu comportamento; envie também para os departamentos de Recursos Humanos para que considerem estas questões nas contratações; e por fim, para os diretores de empresas de alimentos e bebidas que são os tomadores de decisão.
Visualização da postagem 3.475
5 min leituraO tema deste artigo envolvendo a cultura food safety surgiu a partir do questionamento de um dos leitores do blog: “como lidar com chefes que não dão exemplos sobre hábitos higiênicos”. […]