
Implementar procedimentos de segregação, mudar critérios de rotulagem, avaliar fornecedores, validar métodos de limpeza, revisar agenda de produção… essas são algumas lições de casa que assustam os fabricantes de alimentos diante da perspectiva de atender uma legislação de rotulagem de alergênicos na qual terão que afirmar com embasamento técnico que seus produtos têm ou não alergênicos, ainda que como traços.
Para parte do mercado, essas ações não são novidade. Para pelo menos 251 empresas brasileiras (dados de 2013) já dominam este conhecimento, pois são certificadas em normas do GFSI. Quem sabe elas não podem ser uma grande escola para nossa cadeia produtiva de alimentos?
Compilo aqui os requisitos das normas mais adotadas em nosso país que já são parte da rotina deste seleto grupo, geralmente multinacionais e fornecedores destas:
ISO TS 22002-1 (do esquema FSSC 22000):
10.3 Gestão de alergênicos
Alergênicos presentes nos produtos, tanto por fazer parte da formulação ou por potencial contaminação cruzada no processamento, devem ser declarados. A declaração deve constar no rótulo para o consumidor e em etiqueta ou documentação que acompanha o produto destinado a um processamento posterior.
Os produtos devem ser protegidos de contaminação cruzada não intencional através de limpeza e práticas adequadas de trocas ou sequenciamento de produção.
NOTA O contato cruzado no processamento pode ser devido a:
- Traços do produto de produções anteriores que não puderam ser adequadamente removidos da linha devido a limitações técnicas; ou
- Quando o contato for provável, em processos normais de fabricação, com produtos ou ingredientes que são produzidos em linhas separadas, ou na mesma área ou em áreas de processo adjacentes.
Retrabalho contendo alergênicos somente pode ser utilizado:
- Em produtos que contém o mesmo alergênico na formulação, ou
- Através de um processo que demonstre que há remoção ou destruição do material alergênico.
NOTA 1 Para requisitos gerais de reprocesso, veja Cláusula 14.
Manipuladores de alimentos devem receber treinamentos específicos em conscientização sobre alergênicos e práticas de fabricação correlatas.
BRC Food Safety:
Gerenciamento de alérgenos (5.3)
A unidade empregará um sistema desenvolvido para o gerenciamento de materiais alergênicos que minimize o risco de contaminação dos produtos por alérgeno e que atenda aos requisitos legais de rotulagem do país de venda
5.3.1 A unidade realizará uma avaliação de matérias-primas para estabelecer a presença e a probabilidade de contaminação por alérgenos.
Essa avaliação incluirá a análise de especificações de matérias-primas e, se necessário, a obtenção de informações adicionais de fornecedores, por exemplo através de questionários para compreender o estado alergênico da matéria-prima, de seus ingredientes e da fábrica em que é produzida.
5.3.2 A empresa identificará e fará uma lista dos materiais com alérgenos manuseados na unidade.
A lista incluirá matérias-primas, ferramentas de processamento, produtos intermediários e acabados e quaisquer novos desenvolvimentos de ingredientes ou produtos.
5.3.3 Será realizada uma avaliação documentada de risco para identificar rotas de contaminação e estabelecer políticas e procedimentos documentados para lidar com matérias-primas, produtos intermediários e acabados a fim de impedir a contaminação cruzada.
A avaliação compreenderá:
- consideração do estado físico do material alergênico (por exemplo, líquido, pó, particulados)
- identificação de potenciais pontos de contaminação cruzada durante o fluxo do processo
- avaliação do risco de contaminação cruzada por alérgeno em cada etapa do processo
- identificação de controles adequados para reduzir ou eliminar o risco de contaminação cruzada.
5.3.4 Serão criados procedimentos para garantir a gestão eficaz de materiais alergênicos a fim impedir a contaminação cruzada de produtos que não contenham o alérgeno.
Os procedimentos incluirão, conforme apropriado:
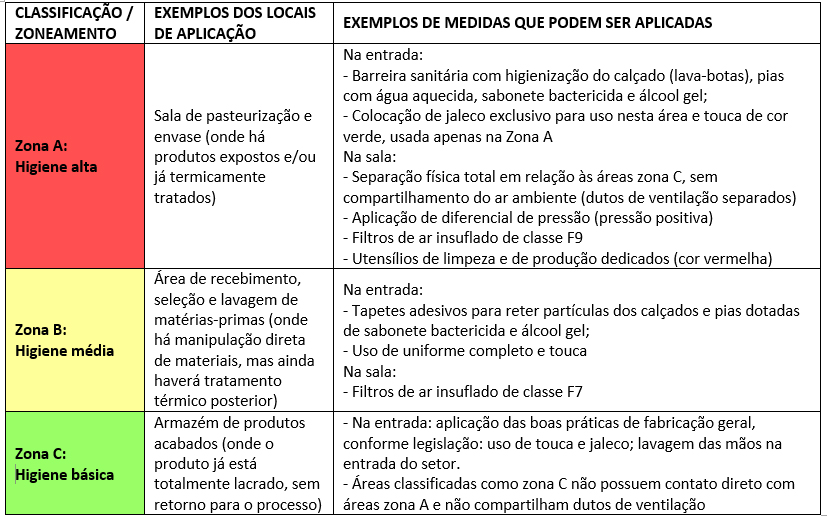
- segregação física ou por tempo enquanto os materiais com alérgenos estiverem sendo armazenados, processados ou embalados
- uso de traje protetor separado ou adicional durante o manuseio dos materiais alergênicos
- uso de equipamento e utensílios identificados e específicos para processamento
- programação de produção para reduzir as mudanças entre os produtos que contenham um alérgeno e produtos que não contenham o alérgeno
- sistemas para restringir o movimento pelo ar de poeira contendo material alergênico
- manuseio de resíduos e controles de derramamento
- restrições dos alimentos introduzidos na unidade por funcionários, visitantes, fornecedores e para serviços de alimentação.
5.3.5 Se houver retrabalho ou operações de retrabalho, serão implementados procedimentos para garantir que o retrabalho contendo alérgenos não seja usado em produtos que ainda não contenham o alérgeno.
5.3.6 Quando a natureza do processo de produção tornar impossível impedir a contaminação cruzada por um alérgeno, o rótulo exibirá uma advertência.
Tal advertência obedecerá a diretrizes nacionais ou códigos de boas práticas.
5.3.7 Se houver uma alegação referente à adequação do alimento a pessoas alérgicas ou que tenham intolerância a determinados alimentos, a empresa garantirá que o processo de produção seja plenamente validado para atender a tal alegação. Isso será documentado.
5.3.8 Serão criados procedimentos de limpeza de equipamento ou área para remover ou reduzir a níveis aceitáveis quaisquer possibilidades de contaminação cruzada por alérgenos.
Os métodos de limpeza serão validados para garantir que sejam eficazes, e a eficácia do procedimento será rotineiramente verificada.
Equipamentos de limpeza usados para limpar materiais alergênicos serão identificáveis e específicos para o uso com alérgenos, descartáveis ou limpos a contento após o uso.
IFS:
4.20 Alergênicos e condições específicas de produção
4.20.1 Devem estar disponíveis as especificações de matérias-primas identificando alergênicos que requerem declaração que são relevantes no país de venda do produto final. A empresa deve manter uma lista continuamente atualizada de todas as matérias-prima contendo alergênicos utilizadas nas suas instalações, e também identificar todas as misturas e fórmulas em que tais matérias-prima contendo alergênicos são adicionadas.
4.20.2 A fabricação de produtos que contêm alergênicos e requerem declaração deve ser realizada de forma a minimizar a contaminação cruzada.
4.20.3 Produtos finais contendo alergênicos que requerem declaração devem estar declarados de acordo com os requisitos legais vigentes. Para a presença acidental ou não intencional, a rotulagem de alergênicos legalmente declarados e traços devem ser baseados na análise de perigo e na avaliação dos riscos associados.
4.20.4 Devem ser implementados procedimentos verificáveis quando os clientes solicitarem que produtos sejam “livres de” certas substâncias ou ingredientes (por exemplo, glúten, carne de porco), ou que certos métodos de tratamento ou produção sejam excluídos.
4 min leituraImplementar procedimentos de segregação, mudar critérios de rotulagem, avaliar fornecedores, validar métodos de limpeza, revisar agenda de produção… essas são algumas lições de casa que assustam os fabricantes de alimentos […]



















 ?v=2dwhaIr-HuY
?v=2dwhaIr-HuY