6 min leituraOlá leitores! Para começar o ano com o pé direito, que tal exercitarmos nosso senso crítico de food safety? Sim, esse post é para você que adora um desafio e é apaixonado por embalagens. Venha comigo, olhe as imagens ao longo do post e avalie: são seguras para o consumidor ou para o alimento ali contido? Já ficou curioso, né? Pois então o desafio está lançado…
A mudança de hábito e o aumento do consumo nas últimas décadas levaram a inovações tecnológicas e consequentemente à maior produção de bens de consumo, o que gerou um aumento de embalagens “diferentes” e nem sempre tão preocupadas assim com as questões de food safety. Nesta busca por embalagens criativas surgem criações inusitadas, em que diferentes materiais são utilizados e ideias são colocadas em prática. Às vezes o material escolhido ou o formato pode parecer fantástico do ponto de vista do marketing, mas e o food safety?
As embalagens, por serem o primeiro contato do consumidor com o produto, são consideradas como um veículo de venda e de divulgação da marca e da sua identidade, tornando-se uma das características principais na hora da compra. Dizem que a gente “come com os olhos”, neste contexto a embalagem é o primeiro impacto e às vezes conquista mais pelo design do que pelo produto em si, mas para os food safety lovers (como eu) não é bem assim, haverá sempre um olhar crítico após o primeiro impacto. Já para os consumidores “normais”, isso nem sempre fica claro e eles podem adquirir e consumir o produto com algum “defeito” sem considerar um problema.
Dito isso, seguimos para o desafio: as embalagens a seguir são seguras?

Lápis de parmesão comestível
Um briefing surgido na agência Kolle Rebbe na Alemanha, que consistia em desenvolver uma embalagem para um trio de queijo parmesão que incluísse o ralador para o produto, deu origem a esses criativos lápis de queijo, nos sabores cogumelo, pesto e chilli. O produto compõe o mix da The Deli Garage, uma marca alimentícia que apoia a produção de iguarias especiais. As 500 unidades lançadas na primeira edição foram vendidas em apenas 2 semanas.


Embalagem individual de manteiga
Desenvolvida por Yeongkeun Jeong, a embalagem da manteiga Butter! Better! tem como intenção oferecer praticidade pois dispensa o uso de talheres: a tampa faz o papel da faca. A cor do detalhe na tampa indica o sabor da manteiga.
 Bambu como recipiente
Bambu como recipiente
Embalagem de bambu para sorvete ou açaí. A ideia seria utilizar um material sustentável e versátil.

Embalagem anti-roubo
Anti-Theft Lunch Bags são sacos com zíper que têm manchas verdes impressas em ambos os lados, dando a impressão de que o lanche está estragado. A ideia é afugentar aquele ‘mão-leve’ do trabalho ou o valentão da escola para que não fuja com sua refeição.
 Embalagem anti-roubo 2
Embalagem anti-roubo 2
Mesma proposta da embalagem anterior, ou seja, afugentar ladrões de lanche alheio. Você escolhe: bolor ou barata. Neste caso, claro, não há risco em si, só o aspecto repugnante, uma brincadeira que poderia ser interpretada como de mau gosto por alguns consumidores.

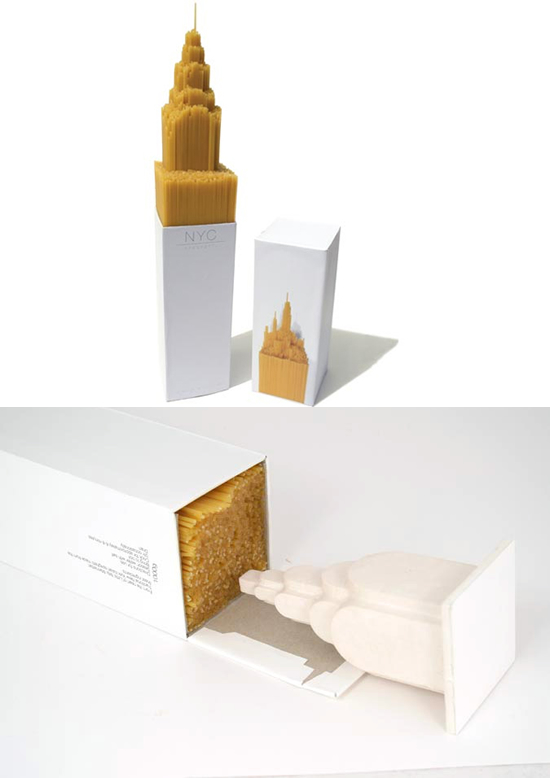
Macarrão Arranha céu
Um projeto muito famoso e impressionante que foi apresentado através de vários blogs é, na verdade, um projeto universitário do estudante de design Alex Creamer. No lado inferior da caixa é um modelo do Edifício Chrysler de Nova York, que empurra os espaguete para criar a forma do famoso arranha-céu.

Sal e pimenta em formato de pilha
A proposta é promover o sal e a pimenta como geradores de energia com o slogan “Energia recarregável para sua mesa de jantar”.
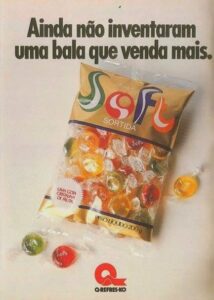
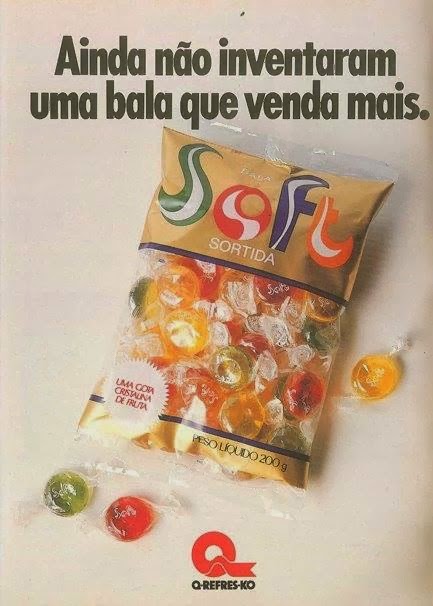
Balas “soft”
Este produto foi ícone de mercado há muitos anos. Embora o problema não esteja na embalagem, mas no formato do produto, resolvi compartilhar. Essas eram conhecidas como “balas assassinas” pois bloqueavam a traqueia, causando asfixia em muitas crianças e pessoas distraídas. Hoje elas tem uma abertura central.
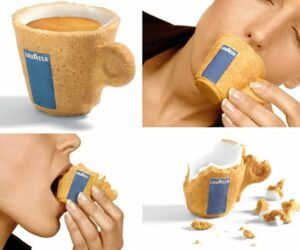
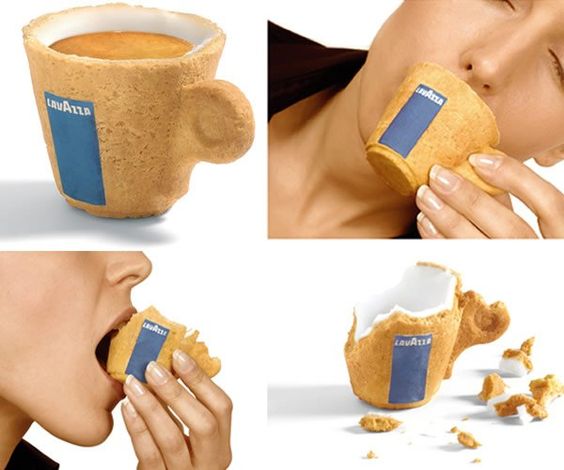
Taça de café comestível
Primeiro você bebe o café e então come a xícara. A ideia chamada de The Cookie Cup foi criada pelo designer venezuelano Enrique Luis Sardi junto com a empresa italiana de café Lavazza. A xícara é feita de uma massa coberta com um açúcar especial que funciona como um isolante, fazendo com que a xícara fique impermeável e não se dissolva, além de deixar um gostinho especial no café. Ela dispensa a utilização de materiais descartáveis comumente utilizados para consumir a bebida. No Brasil, já temos algo semelhante lançado por empresa que faz “casquinha” de sorvete.

Embalagem com garfo
Embalagem para alimento que já vem com talheres. A ideia é facilitar a vida do consumidor oferecendo o talher para consumir o produto. É semelhante à ideia da manteiga.

Caixa de papelão para pizza
Ainda há quem utilize caixas de papelão “comum” para acondicionar pizza, por incrível que pareça!
E aí, identificou algum perigo? Uma sugestão para “corrigir” o design, apresentação, etc., a fim de torná-la segura. Conte pra gente nos comentários, o que você identificou.
As imagens utilizadas para este post foram retiradas de sites de busca como Google e Pinterest, o que significa dizer que não necessariamente eu conheça cada uma pessoalmente. A ideia aqui é apenas fazer um desafio e chamar atenção dos food safety lovers para os perigos que uma embalagem ou produto pode apresentar. Muitas dessas imagens são antigas, nos dias atuais esses “problemas” geralmente são detectados ainda pela equipe de pesquisa e desenvolvimento, evitando que cheguem as gôndolas com algum perigo. Daí a importância desta equipe, que geralmente deve ser multidisciplinar para garantir um produto mais seguro.
Agora, falando um pouco mais sobre embalagens em si, não podemos esquecer suas funções e benefícios. Elas possuem como funções clássicas proteger, conter, informar, conservar e vender o produto nelas acondicionado para o consumidor final. Muitas vezes, na função vender produto é que há o esquecimento de detalhes como os observados nas embalagens do post. Há outras funções relevantes, como a conveniência que a embalagem pode proporcionar através do fracionamento de porções maiores para porções únicas/individuais, facilidade de abertura, possibilidade de fechar após aberto, facilidade de descarte e simplicidade de uso.
Revendo conceitos
O que é embalagem?
Segundo a ANVISA, embalagem é o artigo que está em contato direto com alimentos, destinado a contê-los, desde a sua fabricação até a sua entrega ao consumidor, com a finalidade de protegê-los de agentes externos, de alterações e de contaminações, assim como de adulterações.
Segundo o Decreto lei 986/1969, embalagem é qualquer forma pela qual o alimento tenha sido acondicionado, guardado, empacotado ou envasado.
Segundo um dicionário, embalagem significa ato ou efeito de embalar, acondicionar ou empacotar.
Funções da embalagem
Basicamente conter, proteger, informar, vender.
O que é uma embalagem segura?
Uma embalagem segura é aquela que não causa ou introduz perigos ao produto, isto é, nenhum agente biológico, químico ou físico, com potencial de causar um efeito adverso à saúde do consumidor. As contaminações físicas e microbiológicas estão relacionadas principalmente com o processamento, manuseio e estocagem, e devem ser prevenidas com boas práticas de fabricação e quando estas não são suficientes, por medidas de controle específicas. Já a contaminação química está principalmente relacionada com as substâncias utilizadas na fabricação da embalagem e que serão parte de sua composição.
Quanto à fabricação das embalagens
As embalagens e equipamentos que estejam em contato direto com alimentos devem ser fabricados em conformidade com as boas práticas de fabricação para que, nas condições normais ou previsíveis de emprego, não produzam migração para os alimentos de componentes indesejáveis, tóxicos ou contaminantes em quantidades tais que superem os limites máximos estabelecidos de migração total ou específica.
As empresas fabricantes de embalagens para contato direto com alimentos devem estar devidamente licenciadas junto ao órgão de vigilância sanitária de sua localidade e devem observar o atendimento aos respectivos regulamentos.
As embalagens em geral são isentas da obrigatoriedade de registro junto à Anvisa, de acordo com a Resolução RDC n. 27/2010, o que não as desobriga de atender às exigências definidas nos regulamentos técnicos em vigor. No entanto, as embalagens obtidas por novas tecnologias, como por exemplo, embalagens de PET pós-consumo reciclado para contato com alimentos, têm obrigatoriedade de registro previamente à sua comercialização.
As orientações quanto ao licenciamento de empresas, regulamentos técnicos e obrigatoriedade ou isenção de registro se aplicam às embalagens nacionais bem como às importadas.
Pois bem, pessoal, o assunto é complexo, mas como eu tinha a intenção de descontrair, espero que tenha conseguido.
Visualização da postagem 1.110
6 min leituraOlá leitores! Para começar o ano com o pé direito, que tal exercitarmos nosso senso crítico de food safety? Sim, esse post é para você que adora um desafio e […]