6 min leituraA água é considerada um alimento pela Organização das Nações Unidas para Agricultura e Alimentação (FAO, 2020) e, por isso, é de extrema relevância levar em conta sua qualidade no segmento de Food Service. No Brasil, estabelecem-se procedimentos de controle e de vigilância da qualidade da água para consumo humano e seu padrão de potabilidade. Dessa maneira, define-se água potável como aquela que atende aos 35 parâmetros estabelecidos pelo Ministério da Saúde (Anexo XX da Portaria de Consolidação n° 5, 2017) e que não oferece riscos à saúde. Em complemento a essa Portaria, tem-se a Resolução-RDC nº 216/2004 – Regulamento Técnico de Boas Práticas para os Serviços de Alimentação da ANVISA, que determina que a partir da entrada da água nos restaurantes e demais estabelecimentos comerciais do segmento de Food Service, esses locais precisam garantir que a água para o preparo dos alimentos, das bebidas e do gelo comercializados seja potável.
Entretanto, na prática, o Brasil e o mundo já foram palcos de diversos casos em que a segurança de alimentos foi colocada em risco por conta da água. São exemplos o caso de Milwaukee em 1993 nos Estados Unidos, em que ocorreu um surto de criptosporidiose, doença causada por protozoário veiculado pela água (Cossa, 2017), e a crise de abastecimento no Rio de Janeiro, no início de 2020, onde a água apresentou cor, odor e gosto indesejáveis.
No caso de Milwaukee, nos Estados Unidos, cerca de 403.000 pessoas foram afetadas e sofreram com cólicas estomacais, febre, diarreia e desidratação. E sobre o caso mais recente, ocorrido no Rio de Janeiro, um laudo técnico, gerado pelo professor Fabiano Thompson da UFRJ, mostrou que a qualidade da água do manancial Guandu “é variável, tem alta abundância de bactérias de origem fecal e bactérias degradadoras de compostos aromáticos, que sugerem a contaminação por esgoto” e sobre os microrganismos foi dito que são “potencialmente patogênicos e tóxicos”. O laudo também indicou que a substância que alterou cor, gosto e odor da água é chamada de 2-Metil-Isoborneol (MIB), similar a geosmina e produzida pela cianobactéria Planktotrix (Thompson, 2020).
Tendo esses exemplos em vista, torna-se clara a importância de soluções de controle da qualidade de água e os filtros de água são os mais recomendados para este fim, por isso é tão importante conhecer as diversas tecnologias de filtração encontradas no mercado e suas aplicações.
Mas, afinal, qual seria a recomendação de aplicação de filtros para um restaurante, por exemplo? Para responder a essa pergunta, seria necessária uma avaliação de toda a instalação do restaurante e da fonte da água. Contudo, partindo do princípio de que esse restaurante receba a água de alguma concessionária, em linhas gerais, o ideal é que seja instalado um filtro antes da caixa d’água e outro próximo ao ponto de uso. Entenda um pouco mais sobre estas duas aplicações:
Filtração para caixa d’água
Quando falamos em filtros de caixa d’água, trata-se de filtros exclusivos para retenção de particulados, como: barro, areia, lodo e manganês, por exemplo, advindos do arraste de tubulações e válvulas antigas que não sofreram manutenção e ainda de possíveis infiltrações. Essas partículas precisam ser retidas logo antes da caixa da água para evitar entupimento de tubulações, redução de vazão da água no ponto de uso e prejuízos à qualidade da água.
Essa aplicação costuma sofrer dois erros muito comuns: 1) instalação de filtro com carvão ativado, isso faz com que o cloro seja reduzido logo na entrada da água, impedindo sua ação de controle microbiano que garante maior segurança até o ponto de uso; 2) instalação do filtro após a caixa d’agua, a indicação é de que o filtro seja instalado antes da caixa d’água, com o objetivo de reduzir a entrada de partículas e evitar que a higienização dela ocorra antes do prazo recomendado de 6 meses.
Filtração para ponto de uso ou consumo
Diferentemente do objetivo da filtração para caixa d’água, que é preservar a higiene da tubulação e da própria caixa d’agua, e assim evitar ou reduzir custos adicionais com manutenção, o filtro de ponto de uso ou consumo tem como objetivo fornecer uma água de qualidade para ingestão, sendo necessária uma opção de filtro com carvão ativado. Os filtros para ponto de uso com carvão ativado têm grande relevância na remoção de gosto e odor indesejáveis causados pelo cloro. Existem basicamente dois tipos de tecnologias de filtração baseadas em carvão ativado no mercado:

Figura 1 – Tecnologias de filtração com carvão ativado
Como mostrado na Figura 1, as barreiras de carvão mais comuns são basicamente duas: carvão granular acoplado a um cartucho de polipropileno e o bloco de carvão. O bloco de carvão é uma tecnologia mais moderna e possui diversas vantagens em relação ao carvão granular, listadas abaixo:
- 2 em 1: uma única tecnologia permite filtração por tamanho (retenção de partículas) e também por adsorção (remoção de cloro);
- Uniformidade: a água é filtrada de maneira mais uniforme, pois não há possibilidade de formação de caminhos preferenciais;
- Maior vida útil: devido à maior área de superfície, uma vez que o bloco de carvão é formado a partir de carvão em pó, oferecendo maior capacidade de filtração em litros;
- Redução do tempo de enxágue e desperdício de água: o enxágue a ser realizado é 60% mais curto, o que reduz o tempo de inicialização e o gasto de água;
- Redução de espaço e custo: maior vida útil, dois tipos de ação em um único refil, um único filtro para ocupar espaço.
Apesar de contribuírem e muito para a melhora da qualidade da água, os filtros de carvão ativado possuem apenas eficiência bacteriostática, o que significa que se houver bactérias na água, elas não serão removidas, terão apenas capacidade limitada de se proliferar. Isso significa que provavelmente chegarão até o copo de refrigerante, suco, chá ou qualquer outra bebida preparada e servida no estabelecimento.
Tendo em vista o contexto nacional e global de doenças veiculadas pela água, é uma questão de segurança de alimentos ter um filtro que seja capaz de reter bactérias, protozoários e outros microrganismos em estabelecimentos comerciais do segmento de Food Service.
Pensando em uma solução que possa oferecer mais segurança para os estabelecimentos que possam vir a ter problemas com bactérias na água, a 3M lançou recentemente a linha 3M™ HF90 para redução de 99,99% das bactérias presentes na água¹.
1 Redução de cistos baseada no uso do Cryptosporidium parvum oocysts e redução de bactérias baseada no uso de E. coli e P. fluorescens.
Conheça melhor essa tecnologia
A Figura 2 mostra uma fotografia de microscopia eletrônica de varredura, em que é possível verificar E. coli retidas na membrana 3M de grau farmacêutico que compõe o sistema de filtração 3M™ HF90 mostrado em seguida na Figura 3. Além da retenção de microrganismos com a membrana de grau farmacêutico, esse sistema reduz partículas e cloro com pré-filtração de polipropileno e a tecnologia de bloco de carvão, respectivamente, o que resulta em melhor aspecto visual, gosto e odor das bebidas.
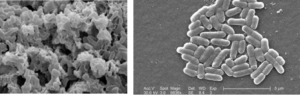
Figura 2 – Retenção de bactérias em membrana 3M de grau farmacêutico


Figura 3 – Sistema de filtração 3M HF90
Os cuidados com a água em Segurança de Alimentos são fundamentais para garantir uma boa experiência dos clientes com as bebidas oferecidas nos estabelecimentos comerciais de Food Service e essenciais para impedir riscos à saúde dos consumidores e também à saúde dos negócios, evitando reprovações em auditorias devido à má qualidade da água.
Saiba mais sobre qualidade da água e soluções de filtração no site da 3M: https://www.3m.com.br/3M/pt_BR/qualidade-agua/aplicacoes/filtracao-food-service/
Bibliografia
– Anexo XX da Portaria de Consolidação n° 5, DO CONTROLE E DA VIGILÂNCIA DA QUALIDADE DA ÁGUA PARA CONSUMO HUMANO E SEU PADRÃO DE POTABILIDADE (Setembro de 2017).
– Cossa, H. F. (2017). FREQUÊNCIA, FACTORES ASSOCIADOS E CARACTERIZAÇÃO MOLECULAR DE CRYPTOSPORIDIUM SPP. EM CRIANÇAS ATENDIDAS NA CIDADE DE MAPUTO NO ÂMBITO DA VIGILÂNCIA NACIONAL DE DIARREIAS AGUDAS. Fundação Oswaldo Cruz, 2-3.
– FAO (Outubro de 2020). FAO no Brasil. Fonte: Organização das Nações Unidas para Alimentação e a Agricultura: http://www.fao.org/brasil/pt/
– Thompson, F. (2020). Análise de três meses da qualidade da água Estação de captação da Cedae (Companhia Estadual de Água e Esgoto). Rio de Janeiro: Laboratório de Microbiologia da UFRJ.
Visualização da postagem 1.670
6 min leituraA água é considerada um alimento pela Organização das Nações Unidas para Agricultura e Alimentação (FAO, 2020) e, por isso, é de extrema relevância levar em conta sua qualidade no […]