3 min leituraUma boa logística é imprescindível para garantir o atendimento aos clientes, bem como garantir o suprimento necessário de alimentos, aditivos, embalagens, etc. Porém, quando este produto não chega com a qualidade esperada, o transtorno e desgaste gerado tanto para o cliente como para o fornecedor é bem grande. Você já se perguntou como anda a higiene dos veículos que transportam aquele produto preparado com todo carinho, segurança e qualidade pela sua equipe?
As atividades de transporte são elementos fundamentais para a cadeia de alimentos, seja para transportar matérias-primas, insumos ou produtos e quando elas não são efetuadas de forma adequada, sérios problemas podem ocorrer. Veja estes exemplos:
- Um insumo que possui cheiro forte transportado em conjunto com embalagens primárias – o cheiro pode alterar o sabor do alimento que será posteriormente envasado;
- Um produto congelado que chega ao destino praticamente refrigerado, vazando líquidos, etc.
Então, como evitar estas ocorrências?
Ao escolher o veículo alguns detalhes devem ser levados em conta:
- Dimensão do veículo;
- Distância do transporte (incluindo transtornos com o trânsito);
- Tempo no ponto de carga/descarga
- Qualidade do sistema de frio
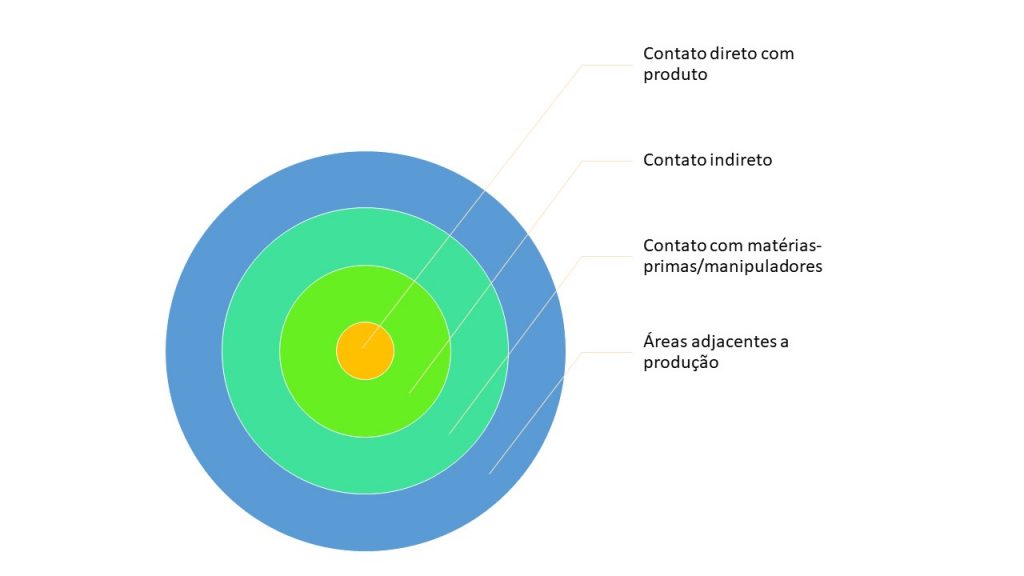
Principais perigos em termos de segurança alimentar:
– Desenvolvimento microbiano (temperatura inadequada);
– Contaminação física (problemas de manutenção dos veículos);
– Contaminação química (resultante da presença de substancias contaminantes/odores);
– Contaminação microbiológica/física ou química devido a falta de higiene dos veículos.
Diante deste contexto, o que podemos fazer?
Primeiramente tomar ações para evitar os perigos anteriormente enumerados:
Efetuar a carga do produto em condições de temperatura adequadas (docas de carga refrigeradas);
Assegurar a estabilização térmica do produto em sua temperatura de conservação antes da expedição do produto;
Colocar a carga no veículo/contentor de forma a permitir uma adequada circulação do ar;
Verificar a temperatura do produto no momento do carregamento;
Verificar as temperaturas do veículo/contentor na recepção para o transporte para carga;
Verificar a temperatura do veículo/contentor durante o transporte;
Calibrar as sondas de temperatura utilizadas na monitorização de temperaturas no transporte;
Assegurar a manutenção do sistema de refrigeração do veículo/contentor;
Verificar a temperatura do produto na recepção;
Efetuar a descarga do produto em condições de temperatura adequada;
Após a descarga, colocar o produto armazenado em câmaras à temperatura correspondente à conservação do produto;
Verificar o estado de manutenção do veículo/contentor antes de iniciar o carregamento;
Verificar o adequado estado de higiene do veículo/contentor na recepção para carga;
Cumprir as boas práticas de manipulação de forma a assegurar a integridade das embalagens dos produtos alimentares;
Utilizar embalagens adequadas para assegurar uma proteção eficaz do produto durante a realização, em condições normais, das operações de transporte e distribuição;
Evitar sobrecargas, limitando a altura de sobreposição de embalagens no transporte;
Assegurar o cumprimento dos programas de limpeza, desinfecção e manutenção dos veículos/contentores (é possível credenciar uma empresa para efetuar esta atividade da forma mais adequada para atender as suas necessidades);
Assegurar o cumprimento dos programas de limpeza, desinfecção e manutenção dos locais de carga e descarga de produtos alimentares, e de todas as outras áreas onde ocorre a manipulação de produtos alimentares.
Alguns monitoramentos podem contribuir para garantir que as ações sejam efetivas:
Controle da temperatura do veículo/contentor na recepção para carga;
Controle do estado de manutenção e de higiene do veículo/contentor na recepção para carga;
Controle da temperatura dos locais de carga;
Controle da temperatura do produto no momento do carregamento;
Controle da temperatura do veículo/contentor de transporte no momento de saída do transporte;
Controle da temperatura do ar no veículo/contentor durante o transporte;
Controle da temperatura do produto na recepção;
Controle do estado de higiene do veículo/contentor na recepção;
Controle do estado de integridade das embalagens e das paletes;
Controle do cumprimento dos programas de limpeza, de desinfecção e de manutenção dos veículos/ contentores;
Controle do cumprimento dos programas de limpeza, de desinfecção e de manutenção dos locais de carga e descarga de produtos alimentares, e de todas as outras áreas onde ocorre a manipulação de produtos alimentares;
Supervisão das práticas de manipulação na carga e descarga de produtos alimentares.
Em caso de desvios que sejam constatados durante os monitoramentos, devem ser estabelecidas ações corretivas apropriadas e efetivas, as auditorias a terceirizados também pode ser uma ferramenta de apoio.
3 min leituraUma boa logística é imprescindível para garantir o atendimento aos clientes, bem como garantir o suprimento necessário de alimentos, aditivos, embalagens, etc. Porém, quando este produto não chega com a […]