O princípio geral da rastreabilidade é de vital relevância para muitos segmentos industriais, uma vez que proporciona uma adequada manutenção de informações que são vitais na tomada de decisões, análise e solução de problemas, e com isso, para a segurança dos processos, dos negócios, e claro, das marcas.
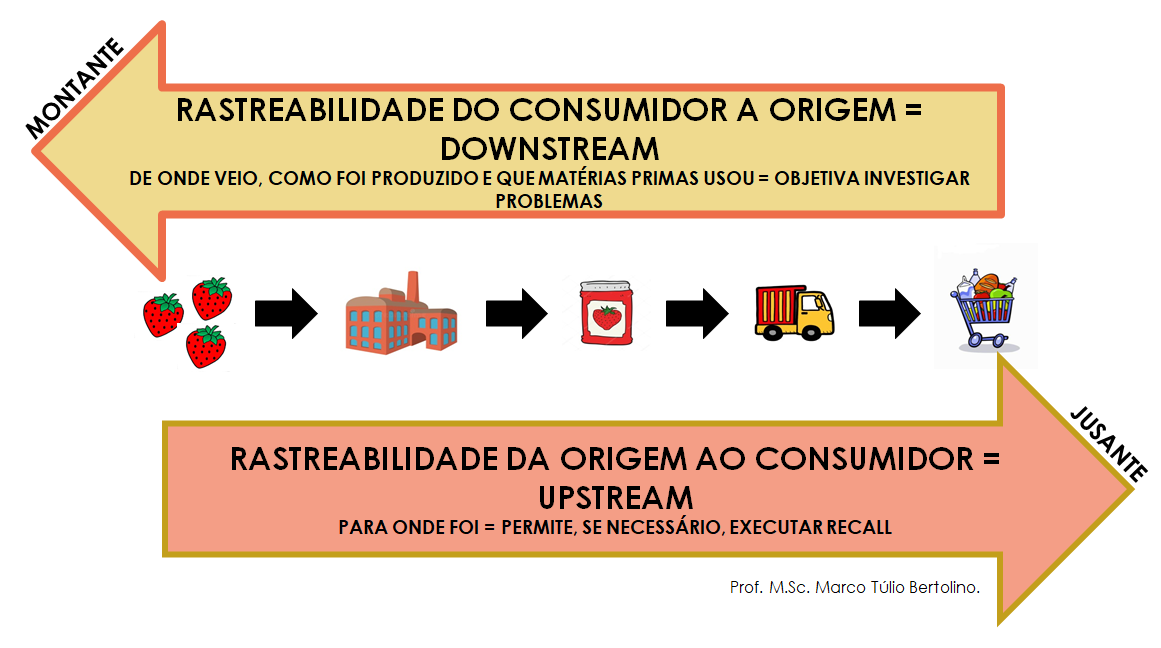
Indubitavelmente, na indústria de alimentos, bebidas, aditivos, coadjuvantes e embalagens o tema rastreabilidade é de fundamental relevância, podendo significar condição essencial para fechar contratos de exportação, pois garante a montante informações para investigar e solucionar problemas e a jusante encontrar produtos já distribuídos no mercado.
Como exemplo, a carne de gado rastreado tem um preço maior no mercado, justamente pelo valor agregado em termos de segurança dos alimentos que a rastreabilidade é capaz de proporcionar, abrindo portas em mercados exigentes.
O tema está associado ao requisito 8.3 na ISO 2200 para Sistemas de Gestão da segurança dos Alimentos e também ao 8.5.2 na ISO 9001 para Sistemas de Gestão da Qualidade.
Uma boa sistemática de rastreabilidade permite saber de onde vem as matérias-primas, insumos, embalagens, coadjuvantes, tampas e rótulos utilizados, assim como, em quais condições e quando foram processados produtos, quem foram os operadores, se estavam treinados, que instrumentos de medição foram utilizados e se estavam calibrados ou quando e como foram executadas higienizações, reparos e manutenções nas linhas industriais (para trás, ou a montante). Permite saber também para onde seguirão ou já seguiram os produtos intermediários ou finalizados (para frente, ou a jusante), de forma a localizar produtos no mercado consumidor, e assim, sanar problemas ao longo da cadeia produtiva e, se necessário, trazê-los de volta como visto no artigo Emergências, gestão de crises e recall.

Por isso, onde for apropriado, uma organização deve identificar o produto por meios adequados ao longo da produção e distribuição, que podem ser, por exemplo, via etiquetas, códigos de barras, QR Code ou até chips de rastreamento nos contextos mais modernos da indústria 4.0, como se vê, por exemplo, com plantéis de gado.
Esta identificação deve permitir obter informações sobre a situação do produto referente aos requisitos de monitoramento e de medição ao longo da realização do produto, assim como aprovações e liberações em etapas intermediárias e finais.
Quando a rastreabilidade for um requisito, a organização deve controlar a identificação unívoca e inequívoca do produto e manter os devidos e necessários registros.
Exemplo clássico onde a rastreabilidade se faz extremamente necessária no contexto da indústria de alimentos e de bebidas está associado com o controle e monitorização de Pontos Críticos de Controle, pois permite responder como o monitoramento aconteceu, se o processo transcorreu dentro dos limites críticos, se houve desvios, e se sim, que providências foram tomadas, e claro, se o produto em condição dita como não conforme foi identificado e impedido de seguir adiante para o mercado consumidor.
Os registros de rastreabilidade devem ser mantidos por um período definido, de modo a permitir o tratamento adequado de produtos não conformes, potencialmente inseguros ou mesmo num eventual recolhimento de produto já introduzido no mercado (recall).
Na indústria de alimentos o mais comum é que estes registros sejam mantidos no mínimo pelo shelf-life dos produtos, somando-se a isso algum prazo de segurança. Porém, com o advento da tecnologia e a possibilidade de digitalização, algumas organizações têm mantido registros por prazos indefinidos, o que é ótimo, pois ajuda a criar big datas que podem ser usados em estudos estatísticos.
Na rastreabilidade, a prática demonstra de uma forma geral que são informações importantes e relevantes de se manter:
- Origem de matérias primas;
- Identificação dos produtos e matérias-primas;
- Os controles dos processos efetuados, especialmente em PCCs e PPROs, obviamente;
- A situação (aprovado/ reprovado) após a inspeção de qualquer natureza;
- O destino do produto, no mínimo até o primeiro elo da cadeia de alimentos.

Para atender ao requisito de rastreabilidade, então, uma organização deve ter uma forma de identificação de referência que permita a identificação do produto, seja um lote ou individualmente.
Quanto maior o risco de um produto ao consumidor ou de peças, matérias-primas, aditivos, coadjuvantes intermediárias, de causar danos onde será aplicado/ utilizado, mais específica deve ser a rastreabilidade.
Por exemplo: produtos perecíveis, de shelf-life curto, com histórico associado a DTA, que não são de baixa acidez ou que tenham alta atividade de água, intrinsecamente representam maiores riscos, por isso é importante que os lotes sejam menores e muito bem definidos; já numa produção de pirulitos, um produto não associado a riscos elevados, um lote pode estar relacionado a um dia/ turno de produção.
Lembre dos devidos cuidados com produtos que misturam produção em batelada e contínua numa mesma linha, como por exemplo, biscoitos. Na masseira os processos ocorrem em batelada normalmente, mas ao serem tombados na laminação passam a correr em processo contínuo. Neste caso, uma boa prática é manter a rastreabilidade de cada lote de massa ou recheio batidos, e depois, registrar em que momento exato uma destas bateladas foi tombada na laminação, mantendo-se as informações a serem rastreadas.
É a partir desta identificação única nos produtos em ou suas embalagens que uma organização se baseará para buscar todas as informações possíveis de um lote ou produto específico dentro da organização, por exemplo, quando um cliente faz uma reclamação num serviço de atendimento ao consumidor – O papel estratégico do SAC para a qualidade e a segurança dos alimentos.

Há atualmente muitas formas de se prover esta identificação única de rastreabilidade sendo que uma das mais comuns para produtos de varejo, por exemplo, é a impressão da data e hora de cada produto na embalagem, seja plástica, caixa de papelão, garrafa de vidro ou tampa metálica. O bom é que a tecnologia evoluiu e existem disponíveis equipamentos de custo acessível que são capazes de fazer esta marcação/ impressão com muita precisão e eficácia, como impressoras do tipo inkjet e sistemas hot stamp.
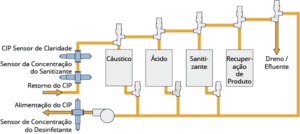
Mas os dados de rastreabilidade não se referem apenas a uma identificação única do produto. De acordo com a necessidade de cada processo, diversos outros dados requerem ser rastreados, como exemplifica a figura a seguir:

Como exemplos de práticas de rastreabilidade nas organizações, é comum:
- Conservar arquivado o laudo de análise proveniente do fornecedor de acordo com sua respectiva data de validade/ fabricação e/ ou número do lote;
- Matérias-primas, insumos ou embalagem analisados pela organização no ato do recebimento ou ao longo do processo devem ter os registros destas análises conservados para futuras consultas;
- Liberações sob desvio ou concessão devem ser justificadas e tal justificativa conservada como registro, assim como a autoridade competente que liberou esta ação;
- Seja num processo contínuo ou em bateladas, para efeito de rastreabilidade, deve ser registrada toda a formulação utilizada (matérias-primas, insumos, embalagens, aditivos, coadjuvantes e quantidades), assim como a data de fabricação e/ ou número de lote de cada elemento que compõe o produto;
- Devem ser registradas as quantidades de reprocesso utilizado, considerando a rastreabilidade dos lotes que deram origem a este reprocesso;
- Os controles operacionais devem ser rastreados, especialmente aqueles que afetam direta ou indiretamente a qualidade e a segurança dos produtos em processo ou aos consumidores;
- Também deve ser possível rastrear o status de calibração dos instrumentos de medição e ensaio utilizados nos controles operacionais;
- Produtos analisados pela organização para liberação ao consumo ou uso devem ter o registro desta análise conservados para futuras consultas;
- Em determinados casos quem foram os operadores que realizaram determinada ação ou tarefa, assim como a devida competência dos mesmos, como numa solda em um navio, numa análise química ou em uma cirurgia;
- Liberações sob desvio ou concessão de produtos não conformes devem ser justificadas e tal justificativa conservada, ação que só pode ser realizada por pessoa com autoridade para isso, e nunca tal concessão deve ser feita se o produto apresentar algum risco potencial aos consumidores;
- Nos centros de distribuição (CDs) ou expedições, deve ser registrada a data de fabricação ou número do lote dos produtos enviados para cada cliente, possibilitando rastrear no mínimo até o primeiro elo da cadeia para onde foi enviada a produção de cada dia.

Como se vê, rastreabilidade é um tema importante e relevante, que deve atender a cada contexto específico de diferentes segmentos industriais, riscos associados e expectativas de clientes.
Não há uma única forma se se proceder a rastreabilidade, mas ela deve ser elaborada para melhor atender cada empresa, buscando manter as informações importantes e necessárias, porém com o mínimo de burocracia.
Quer ler mais sobre este assunto, aprofundar seus estudos? Segue a bibliografia utilizada neste artigo:
- BERTOLINO, M. T. e COUTO, M. Sistemas de Gestão Integrados: ISO 9001 + ISO 14001 + ISO 45001, com foco em
- BERTOLINO, M. T. Gerenciamento da Qualidade na Indústria Alimentícia: Ênfase em Segurança dos Alimentos. Porto Alegre, Ed. ARTMED, 2010.

6 min leituraO princípio geral da rastreabilidade é de vital relevância para muitos segmentos industriais, uma vez que proporciona uma adequada manutenção de informações que são vitais na tomada de decisões, análise […]