8 min leituraMuitas empresas, ao contratarem novos empregados, no momento da admissão recorrem ao chamado “treinamento de integração”. Isto é necessário, bem-vindo, mas é apenas um momento introdutório, insuficiente para que novos empregados efetivamente absorvam todas as demandas requeridas numa indústria de alimentos.
Normalmente, esse treinamento consiste em palestras com apresentação de slides abordando uma variedade de temas, como Boas Práticas de Fabricação (BPF) incluindo higiene pessoal e operacional, Manejo Integrado de Pragas (MIP), outros tópicos de segurança dos alimentos específicos da organização, além de regras gerais, direitos e deveres trabalhistas, uso do refeitório e aspectos associados à saúde e segurança ocupacional.
No entanto, esse modelo concentra uma grande quantidade de informações em um curto espaço de tempo, resultando em baixa retenção de conhecimento.
Muitas vezes, os participantes assinam uma lista de presença sem realmente absorver o conteúdo, alguns distraídos com o celular, outros cansados ou simplesmente desinteressados. Mesmo assim, algumas empresas assumem que essa abordagem é suficiente para garantir a prevenção de riscos sanitários e operacionais.
Este artigo destaca que treinamentos de integração são apenas um primeiro passo. Embora a assinatura da lista possa servir como registro de participação e referência para cobranças futuras, o verdadeiro aprendizado ocorre ao longo do tempo, com a adaptação dos funcionários aos locais de trabalho e respectivos processos, desenvolvimento de consciência sobre os temas associados à segurança dos alimentos e aplicação prática dos conceitos.
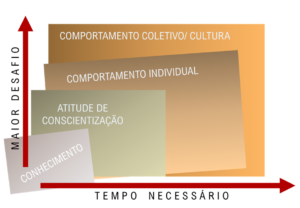
Depois de atividades de treinamento, nas quais há uma transferência de competências e conhecimento, o reforço contínuo, bons exemplos por parte dos líderes, retreinamentos e, em alguns casos, medidas disciplinares, farão parte da construção de uma curva efetiva de absorção do aprendizado, criando uma atitude voltada para a conscientização. Em seguida, derivam para a aplicação prática daquilo que foi aprendido, fomentam a criação de um comportamento individual proativo. Só assim, disseminando ao máximo competências em segurança dos alimentos, será possível criar um comportamento coletivo que se traduza em cultura organizacional.
A indústria alimentícia contabiliza numerosos incidentes devido a treinamentos ineficazes, resultando em contaminações e não conformidades. Para evitar esse cenário, as empresas devem abandonar métodos ultrapassados que não desenvolvem habilidades essenciais e nem promovem uma cultura de segurança dos alimentos proativa, investindo continuamente na capacitação de seus times, e mais, sempre avaliando se as ações tomadas foram eficazes.
As empresas devem enxergar o treinamento e o desenvolvimento de funcionários como um investimento estratégico, e não apenas como uma exigência burocrática para atender requisitos normativos.
Após qualquer treinamento, é essencial dedicar tempo e esforço para garantir que a equipe realmente pratique os conceitos aprendidos. A educação diária e a criação de uma cultura de aprendizado contínuo são fundamentais para minimizar riscos e elevar os padrões de qualidade, segurança e eficiência operacional.
Andragogia: o ensino para adultos
É fundamental compreender que ensinar adultos exige uma abordagem diferente do ensino infantil ou juvenil. Os adultos possuem experiências prévias, são mais independentes e precisam enxergar uma aplicação prática imediata para o que estão aprendendo.
A andragogia, conceito desenvolvido por Malcolm Knowles, trata do ensino de adultos e se baseia em estratégias que maximizam a aprendizagem. Diferentemente da pedagogia, que é voltada para crianças e adolescentes, valorizam-se aqui a experiência prévia, a autonomia e a responsabilidade do aprendiz pelo próprio processo de aprendizagem.
Princípios fundamentais da andragogia
- Necessidade de saber – Os adultos precisam compreender a relevância do aprendizado para suas vidas, tanto profissional quanto pessoal. No contexto da segurança dos alimentos, por exemplo, é essencial que eles entendam como as falhas podem impactar a empresa, seus empregos e a saúde dos consumidores;
- Autonomia – O aprendizado deve ser prolongado de forma independente, permitindo que os adultos tenham controle sobre o próprio processo de desenvolvimento e sejam estimulados a buscar novas informações;
- Experiência prévia – Conhecimentos adquiridos em empregos anteriores ou na vida pessoal influenciam a forma como novas informações são processadas e aplicadas, podendo e devendo fazer parte do aprendizado, pois adicionam novas camadas de conhecimento;
- Aprendizagem orientada a problemas – Os adultos aprendem melhor ao enfrentar desafios reais e situações concretas, como uma tomada de decisão diante de um produto não conforme ou uma falha em um ponto crítico de controle, desde que bem orientados.
Modelos e técnicas de ensino para adultos
Com base nesses princípios, diferentes técnicas podem ser aplicadas para tornar o ensino mais eficaz. Entre as principais estão:
I – Aprendizagem Ad Hoc
A aprendizagem Ad Hoc ocorre de maneira espontânea e não estruturada, sendo aplicada para situações específicas. No dia a dia da indústria de alimentos, pode ser usada quando um funcionário precisa, por exemplo, aprender rapidamente a higienizar um equipamento ou separar produtos defeituosos. É voltada, portanto, para tarefas simples, claras, pontuais e objetivas.
Embora útil para necessidades pontuais, a abordagem Ad Hoc não é suficiente para lidar com desafios complexos, pois pode deixar lacunas no conhecimento.
Para avaliar a eficácia em treinamentos ao estilo Ad Hoc, os instrutores podem fazer perguntas diretas sobre o conteúdo abordado, garantindo que os conceitos essenciais foram compreendidos e assimilados.
II – Treinamento On the Job
O treinamento On the Job ocorre diretamente no ambiente de trabalho e é uma forma prática e econômica de capacitação, podendo incluir:
- Job Rotation – Rodízio de funções para que o colaborador tenha uma visão ampla do negócio;
- Aprendizado por observação – O funcionário acompanha um colega mais experiente para aprender suas funções;
- Shadowing (Sombreamento) – O funcionário segue um especialista durante sua rotina para compreender melhor a atividade.
Para garantir a eficácia desse modelo de transferência de competências, é fundamental que o treinamento seja bem estruturado e acompanhado por instrutores capacitados no tema que farão a instrução, e também, capazes de exercer uma pedagogia apropriada. Depois, os resultados podem ter sua eficácia avaliada pelo uso de checklists específicos que incluam os pontos chaves de uma tarefa ou processo, para que o instrutor certifique-se de que cada um está sendo atendido sem execução de erros pelo aprendiz.
É uma ótima técnica para treinar tarefas como monitoramento de Limites Críticos (LC) em Pontos Críticos de Controle (PCC) ou Critérios de Controle (CC) em Programas Operacionais de Pré-Requisitos (PPROs).
III – Aprendizagem Baseada em Problemas (PBL)
A Aprendizagem Baseada em Problemas é uma técnica que desafia os funcionários a resolver situações reais ou simuladas.
O BPL pode ser altamente eficaz na segurança dos alimentos, preparando os profissionais para tomar decisões corretas em situações críticas como gestão de emergências, destinação de produtos não conforme e recall.
Para avaliar o aprendizado, o instrutor pode aplicar um estudo de caso ao final do treinamento, permitindo que os participantes demonstrem sua capacidade de resolver problemas e garantindo que qualquer erro seja corrigido no momento, com isso, reforçando o aprendizado.
IV – E-learning e Microaprendizagem
O uso da tecnologia no aprendizado tem crescido, permitindo que os funcionários aprendam no ritmo próprio. O e-learning oferece cursos completos online, enquanto o microlearning apresenta conteúdos curtos e diretos, facilitando a absorção.
É importante escolher muito bem o material a ser utilizado em e-learning ou na microaprendizagem, pois cursos genéricos e superficiais podem não preparar especificamente os funcionários para identificar e lidar com riscos emergentes, além de se tornarem monótonos e o aprendiz fingir que assistiu, sem assistir com a devida atenção.
Para garantir a eficácia desse método, avaliações periódicas devem ser aplicadas, por exemplo, com uso de provas ao final de cada carga de aprendizado, que também podem ser feitas com uso de recursos de tecnologia.
V – Mentoria e Coaching
O modelo de mentoria conecta aprendizes a profissionais experientes, os coachings (treinadores), promovendo aprendizado pela troca de experiências e orientação personalizada. O coaching, por sua vez, auxilia o desenvolvimento de habilidades específicas e a melhoria do desempenho.
O sucesso de uma mentoria depende da qualidade do coaching, do seu real conhecimento no tema no qual fará mentoria, e das suas habilidades, tanto técnicas quanto pedagógicas.
Também é preciso levar em consideração que aprender enquanto se executam tarefas, ainda mais sob o olhar de um coaching, pode ser estressante para alguns empregados, principalmente em ambientes de alta demanda.
Neste modelo de transferência de competências, apropriado especialmente para temas mais complexos e gestão, o próprio coaching, ao final, deve avaliar se sua mentoria foi eficaz e se o aprendiz está apto ou não, para seguir com suas próprias pernas.
VI – Gamificação
O treinamento por gamificação é uma abordagem que usa elementos de jogos, como pontuação, desafios, recompensas e rankings, para tornar o aprendizado mais envolvente e motivador.
As principais vantagens da gamificação incluem o aumento do engajamento dos participantes, a melhoria na retenção do conhecimento e a criação de um ambiente mais interativo e sonoro.
Um exemplo prático é o uso de plataformas de aprendizado corporativo que premiam funcionários com medalhas virtuais, dia de folga ou brindes para aqueles que completam com melhor performance cursos ou desafios.
No entanto, esse método apresenta desafios, como a necessidade de um design bem estruturado para evitar que a competição desmotive alguns participantes, além do risco de os colaboradores focarem mais nas recompensas do que na aprendizagem em si.
Use exemplos!
O exemplo é uma das ferramentas mais eficazes para o ensino, pois facilita a compreensão e a assimilação do conhecimento ao tornar conceitos abstratos mais concretos e acessíveis.
Ao apresentar exemplos práticos, deve-se estabelecer conexões entre a teoria e a realidade, permitindo que os participantes visualizem a aplicação do conteúdo no cotidiano.
Além disso, exemplos bem escolhidos despertam o interesse, promovem o engajamento e ajudam na memorização, tornando o aprendizado mais significativo. Dessa forma, o uso de exemplos é essencial para uma educação mais clara, dinâmica e eficaz.
Alguns exemplos de como dar exemplos
- Se vai treinar sobre limpeza de tubulações e placas, mostre exemplos destas tubulações e placas abertas, com formação de biofilme;
- Se vai treinar em higiene pessoal, colete swabs de mãos, faça análises de contagem total e mostre os resultados;
- Se vai treinar em prevenção de carunchos, mostre produtos infestados com larvas, pupas e carunchos.
Treinamento desenhado conforme o público-alvo
Para que um programa de treinamento seja realmente eficaz, ele deve ser estruturado conforme o público-alvo. Isso significa que os conteúdos e abordagens devem ser adaptados às necessidades específicas de cada grupo dentro da organização. Dessa forma, o treinamento pode tanto desenvolver habilidades técnicas e operacionais quanto fornecer um conhecimento mais amplo, essencial para o desempenho de funções mais estratégicas.
Por motivos óbvios, as necessidades de aprendizagem variam significativamente entre gestores, líderes e funcionários da linha de frente, portando, precisam ter conteúdo programático e estratégia de abordagem diferentes.
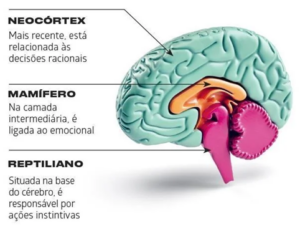
Isso inclui uma abordagem estratégica na escolha da técnica de ensino que será utilizada, considerando que não é preciso escolher uma única. Num programa de treinamento robusto aconselha-se combinar diferentes técnicas para que sejam melhor sucedidas, devido aos efeitos sinérgicos, ao estimular diferentes partes do cérebro (não perca o próximo artigo será sobre teoria da neurociência do cérebro trino).
Treinamento para gestores
Para os gestores, a capacitação deve ter um foco estratégico, priorizando o desenvolvimento de liderança, a gestão de riscos e a compreensão sistêmica dos processos.
Além disso, é fundamental aprofundar conhecimentos sobre conformidade regulatória, padrões normativos para a indústria de alimentos, compreensão do contexto na cadeia produtiva e boas práticas de governança, garantindo que possam promover uma forte cultura de segurança dos alimentos dentro da organização.
Espera-se que profissionais na posição de gestores tenham capacidade de liderança, influência e implementação de iniciativas que fortaleçam a segurança dos alimentos em toda a empresa, incluindo conexões com fornecedores, distribuidores e clientes.
Treinamento para líderes e funcionários da linha de frente
Os líderes e funcionários da linha de frente requerem treinamentos mais práticos e direcionados à execução de tarefas operacionais.
Isso inclui, por exemplo, identificação de riscos e estratégias de resposta imediata, a resolução de problemas em situações críticas, aplicação de correções, ações corretivas e preventivas para desvios em Planos de APPCC, em critérios de controle de PPROs (Programas de Pré-Requisitos Operacionais) e limites críticos em PCCs (Pontos Críticos de Controle), etc.
Além dos aspectos técnicos, também é essencial desenvolver habilidades interpessoais , como comunicação eficaz para relatar incidentes e compartilhar informações associadas com a segurança de alimentos, desenvolver senso de prioridade, e claro, pensamento crítico e raciocínio lógico , fundamentais para avaliar situações e tomar decisões rápidas e assertivas.
Enquanto os gestores devem ser capacitados para definir estratégias e implementar melhorias de longo prazo, os treinamentos práticos garantem que os funcionários da linha de frente possam implementar procedimentos de segurança dos alimentos. No entanto, independentemente da função exercida, ações contínuas de treinamento e conscientização são essenciais para fortalecer a cultura de segurança dos alimentos dentro das organizações.
Leia também:
- Videos para treinamentos em seguranca de alimentos
- Confiança é a base para uma Cultura de Segurança dos Alimentos
- Compliance como base sustentatória da segurança dos alimentos
- A ética nas atividades de food safety
- A importância dos códigos de ética em empresas de alimentos
- O perfil de líderes que favorecem a Cultura Food Safety
8 min leituraMuitas empresas, ao contratarem novos empregados, no momento da admissão recorrem ao chamado “treinamento de integração”. Isto é necessário, bem-vindo, mas é apenas um momento introdutório, insuficiente para que novos […]





(1).jpeg)