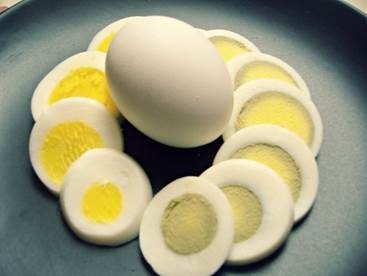
3 min leituraOvos cozidos, muito frequentemente, apresentam a gema com a superfície esverdeada ou escurecida. Isso é provocado pela produção de sulfeto de hidrogênio durante a cocção.

Embora seja um gás tóxico – muito temido pelos trabalhadores em minas subterrâneas, onde representa risco de sufoco, envenamento ou mesmo de explosão – esse sulfeto mostra-se inofensivo nos ovos, pois a ciência até hoje não apontou riscos toxicológicos nesse esverdeamento.
Para muitos autores, a origem da coisa nem estaria na gema, mas na clara, pois é nela que surge esse sulfeto de hidrogênio que, com o aquecimento da água externa, vai reagir quimicamente com o ferro presente na gema, formando sulfeto de ferro, um sal mineral que tem essa tonalidade cinza-esverdeada. Então, por quanto mais tempo o ovo for cozido, mais sulfeto de ferro seria formado e mais forte ficaria o esverdeamento.
Há, inclusive, quem defenda que esse esverdeamento ocorre porque o ovo “passou do ponto”, foi cozido por mais tempo que o recomendável ou sob temperaturas muito elevadas. Mas – e me desculpem os websites e as redes sociais – a coisa não é tão simples assim. Primeiro de tudo, não se deveria desprezar os efeitos da “idade” do ovo, seu “frescor”, seu prazo de validade. Ela, a idade, é que determinará se a cor será transformada para cinza ou para verde.
Colocado cru, dentro de um copo de água, um ovo fresco afunda enquanto um ovo mais velho, com mais ar, e então mais leve, tende a boiar. E´ que, com o tempo, vai se formando mais ar dentro do ovo. E o sulfito ferroso, que é acinzentado, se oxidará em presença desse ar e se transformará em sulfito férrico, que é esverdeado. Então, um ovo mais velho sempre terá maior presença de ar e, em vez de cinza, será sempre mais verde a cor da gema. Ou seja, é a idade e a quantidade de ar, maior ou menor, dentro do ovo, que determinará se a superfície da gema ficará esverdeada ou acinzentada.
Mas não é só isso. Tem mais ciência para explicar esse fenômeno, pois a gema poderá ficar esverdeada mesmo na ausência da clara, sempre que essa gema apresentar pH mais elevado que o normal em um ovo fresco. E´ que ela, a gema, contem suficiente enxofre e ferro para, sozinha, provocar essa reação que mudará sua coloração. Além disso, vale observar, então, que além dessa questão do pH da gema, temos a questão do pH da clara, o qual se eleva bastante ao longo do período de armazenamento, tornando-se mais alto que o pH da gema.
Agora sim, falemos da cocção e sua temperatura. Durante o armazenamento, a proteína da clara vai lentamente se decompondo, liberando uma pequena quantidade de ácido sulfídrico (H2S). Com o aquecimento, durante a cocção, essa liberação se acelera e o ácido formado vai reagir com o ferro da gema, formando os já citados FeS e Fe2S3 (sulfito ferroso e sulfito férrico).
Se, por um lado, aceita-se que essa re-coloração da gema não representa risco toxicológico, por outro lado, convenhamos, tampouco pode ser aceita ou tolerada como se fosse uma gourmetização do ovo. Trata-se de uma alteração, em geral, indesejável sensorialmente, que muitos prefeririam evitar.
Em suma, três são as regras para se evitar esse anel esverdeado na superfície da gema do ovo:
1. Primeiro de tudo, usar ovos frescos
2. Então, nunca ferver os ovos por mais de 15 minutos
3. Por fim, uma vez cozidos, colocá-los imediatamente sob água fria
Luiz Eduardo R. de Carvalho, professor de Bromatologia em Saúde na UFRJ.
www.luizeduardo.net
O professor L.E. respondeu a uma pergunta de leitor. Você tem alguma pergunta a fazer ao blog?
3 min leituraOvos cozidos, muito frequentemente, apresentam a gema com a superfície esverdeada ou escurecida. Isso é provocado pela produção de sulfeto de hidrogênio durante a cocção. Embora seja um gás tóxico […]


 você recomenda para empresas que foram projetadas à 50 anos ou mais, numa época em que o conceito de projeto sanitário não era disseminado?
você recomenda para empresas que foram projetadas à 50 anos ou mais, numa época em que o conceito de projeto sanitário não era disseminado?