3 min leituraQueridos leitores, tenho discursado em prol da Cultura de Segurança de Alimentos e menciono sempre que os maiores problemas estão nos programas de pré-requisitos, pois dependem do comportamento humano e dos devidos recursos para adequação da infraestrutura. Em diversas auditorias e consultorias realizadas, um programa de pré-requisito que vem me chamando atenção nas indústrias de alimentos que já passei, são as diferentes práticas, infraestrutura e abordagens adotadas com relação ao ar comprimido.
A preocupação mais comum, e claro mínima, de todas as indústrias é a filtração do ar comprimido e o uso de óleo grau alimentício. Esta última, ainda não é realidade em todas as indústrias, acredite se quiser.
Ainda existem empresas que toleram e repassam a justificativa do fornecedor de que não é possível substituir o óleo não alimentício por alimentício por questões técnicas de funcionamento do compressor, sendo que hoje existe opção de compressores livres de óleos (Oil free compressor) e diferentes óleos grau alimentício para compressores usados em diferentes indústrias de alimentos, logo, fiquem atentos a justificativas que focam apenas na manutenção do negócio ar comprimido e não na segurança do produto que você produz.
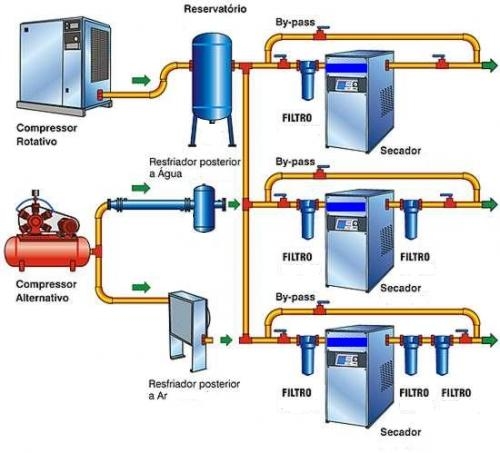
Sabemos que o ar comprimido é largamente utilizado na indústria de alimentos em dispositivos, tais como válvulas pneumáticas para transporte do produto e sistemas de embalagem. Muitas vezes, é um componente integral dos sistemas de limpeza CIP como um transportador de vapor.
É muito importante que os sistemas de ar comprimido funcionem eficazmente. A pureza do ar comprimido é vital para garantir que superfícies de contato direto e indireto com os produtos e o próprio produto, não sejam contaminados.
Considerando o que a ISO/TS 22002-1 2012 nos fala sobre ar comprimido proponho que você leitor, busque informações minuciosas em sua organização sobre cada item abordado nesta norma. Segue algumas dicas de questões a serem realizadas e conhecimento que julgo importante para cada requisito:
1) Ar comprimido usado na produção e ou/enchimento de embalagem deve ser construído e mantido de modo a prevenir a contaminação.
- O projeto e a instalação do ar comprimido foram desenvolvidos por empresa especializada neste tipo de sistema?
- O projeto focou na eficácia de se produzir ar comprimido Food grade, ou seja, contaminantes inerentes ao processo de produção do ar comprimido dentro dos limites aceitáveis?
- As condições da instalação estão adequadas e existe plano de manutenção preventiva para o sistema de ar comprimido?
2) Gases para uso direto ou de contato incidental com o produto (incluindo aqueles usados para transporte, sopro ou secagem de materiais, produtos ou equipamentos) devem ser de fontes aprovadas para contato com alimentos e filtrado para remoção de poeira, óleo e água.
- Como está o ar atmosférico captado para produção do seu ar comprimido?
- Qual o nível dos possíveis contaminantes do ar atmosférico captado? Contaminantes a considerar: Vapor de água, sujeira atmosférica, vapores de óleo e microrganismos;
- A filtração está sendo eficaz para atender requisitos de poeira, óleo e água previstos na ISO – 8573-1 AR COMPRIMIDO PARA USO GERAL, Parte 1: Contaminantes e classes de qualidade ou alguma outra referência de qualidade para ar comprimido?
3) Quando óleo é usado em compressores e há potencial do ar comprimido entrar em contato com o produto, o óleo usado deve ser de grau alimentício.
- O óleo utilizado em seu compressor é grau alimentício? Se sim, estão disponíveis FISPQ, ficha técnica, data de validade e rótulo indicando que o produto é Food Grade (produtos registrados H1 Food Grade com NSF, nos Estados Unidos). Se não, quais são os planos da organização para troca do óleo ou do compressor?
4) O uso de compressores isentos de óleo é recomendado.
- Essa é a melhor opção para evitar a contaminação química por óleo
5) Requisitos para filtração, umidade (UR%) e microbiologia* devem ser especificados.
- A filtração atende requisitos de filtração e umidades previstos na ISO – 8573-1?
- Quais parâmetros microbiológicos foram definidos para seu ar comprimido? Uma referência que pode ser utilizada são parâmetros para sala limpa ou especificações determinadas pela organização com base em seu histórico.
*ISO 8573 não estabelece limites para microrganismos, por isso devemos utilizar protocolos de testes ambientais ou em alguns casos, recorrer a especificações de salas limpas.
6) A filtração do ar deve ocorrer o mais próximo possível do ponto de utilização.
- A filtração ocorre o mais próximo possível do ponto de utilização?
- Se não, existe planos de modificação?
Enfim, comece a tratativa deste programa de pré-requisitos, conhecendo a realidade de seu processo de produção do ar comprimido e entendendo os perigos inerentes desta etapa de produção do seu produto.
Até a próxima…

Referências de literatura sobre o tema:
3 min leituraQueridos leitores, tenho discursado em prol da Cultura de Segurança de Alimentos e menciono sempre que os maiores problemas estão nos programas de pré-requisitos, pois dependem do comportamento humano e […]