3 min leituraNo dia 18 de maio de 2017, no Ital, aconteceu o II Seminário sobre projeto sanitário para indústrias de alimentos, onde John Holah (Diretor do Holchem Laboratories Ltd) abordou o tema título do evento.
Os principais pontos que se deve levar em consideração para um projeto sanitário correto são:
- Defesa contra riscos externos da fábrica;
- Defesa contra perigos internos da fábrica – estruturas internas e a sua facilidade de limpeza;
- Fluxos internos de pessoas, produtos, embalagens, ar e resíduos para evitar contaminação cruzada;
- Segurança contra a contaminação deliberada
- Rigidez estrutural,para que possa ser feito manutenção afim de garantir a higiene das fundações,estruturas de aços, teto e chão;
- Manutenção de condições de higiene através da durabilidade do material
- Conformidade com as melhores práticas do cliente / GFSI
Zoneamento e barreiras que precisam ser controladas
- Barreiras externas da fábrica:
Deve-se averiguar o local de instalação da fábrica, avaliar a redondeza a fim de prevenir entrada de patógenos por algum risco do entorno (ex: rios, estações de tratamentos, produções onde tem um maior atrativo de pragas. A direção do vento é muito importante para definir entrada e saída da fábrica, facilitando as instalações de barreiras físicas. Aparelhos de ventilação que descarregam partículas de comida no telhado devem ser evitados (podem atrair pássaros, podendo ter um risco de infestação por Salmonella).
• Os telhados devem ser lançados nas paredes externas, precisam possuir autodrenagem, os drenos devem ser externos ao edifício sempre que possível evitando o risco de Salmonella.
• Todas as aberturas do telhado devem ser encurtadas e avançadas até uma altura de 0,3 m ou mais.
O Controle de pragas externo também precisa ser estudado, de forma a evitar que tenham acesso à fabrica.
As iluminações externas devem sempre ficar em poste de luz, com uma distância segura das paredes e portas de entrada, assim os insetos são atraídos para esses feixes de luz e não ficam aderidos a paredes e portas, facilitando a entrada para dentro do processo, por isso luminárias fixas nas paredes devem ser evitadas.
Todos os pontos de entrada das fábricas devem ter estruturas com portas bem vedadas, onde as fendas devem ser de 4 mm. Para se ter um processo seguro, as instalações não devem ter frestas em paredes, telhados.
Os lixos devem ser cobertos e sua remoção precisa ser frequente, evitando que sejam um atrativo de pragas como formigas, baratas e roedores.
Árvores em torno das fábricas não devem ser cuidadas, de preferência que não sejam frutíferas, para não serem um atrativo de pragas e pássaros.
O escoamento de água no entorno da fábrica também é preciso ser muito eficiente, evitando que poças de água sejam atrativos para pássaros e corra risco de infecção por Salmonella.
A segurança da fábrica precisa ser levada em conta, é preciso ter um sistema de monitoramento por câmeras e uma central de controles (CCTV) monitorando entradas de processo e armazenamento de produtos, defendendo o alimento produzido de qualquer contaminação intencional.
A iluminação externa deve ser suficiente para permitir a detecção de atividades incomuns em qualquer parte do estabelecimento, fora das dependências durante horários sem luz solar.
- Barreira internas na fábrica:
Dentro da área de processo é preciso controlar as etapas, afim de garantir todos os requisitos, respeitando quesitos como religião (Kosher, Halal), alérgenos (leite, glúten, amendoins e etc).
Também é preciso ter um rigoroso controle no processo para evitar contaminações por microrganismos (deve-se controlar temperatura, matérias primas, ar e água) e evitar contaminações por matérias estranhas (vidros, plásticos, metais, madeira, etc).
Fluxo do processo também deve ser controlado para evitar uma contaminação cruzada:
Rotas de pedestre
Rotas de trânsito
Fluxo de ingredientes do produto
Linhas de processo
Fluxo de resíduos
Fluxo de ar
Fluxos de embalagem
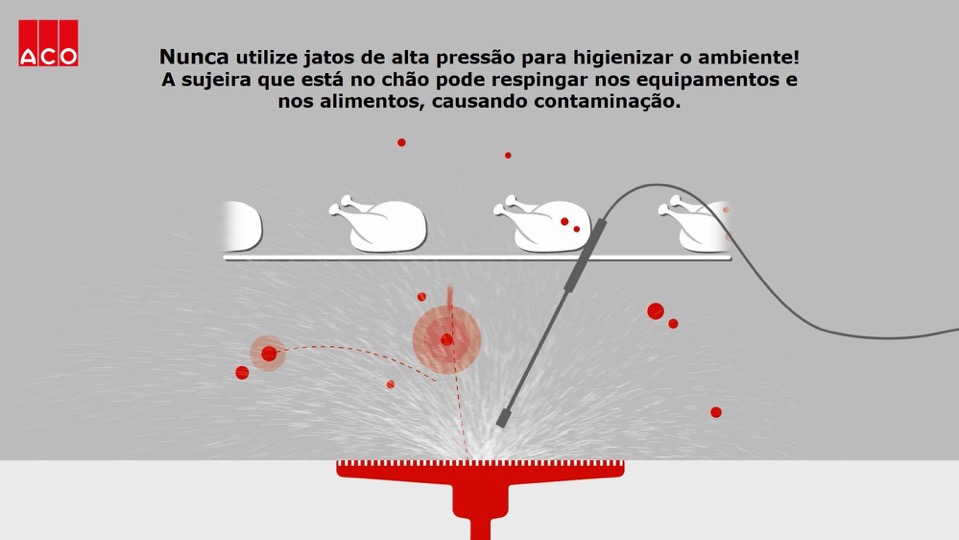
Pisos e drenagem de pisos devem ser muito bem feitos e cuidados, infiltrações no piso podem levar a uma contaminação cruzada do processo e produto, deve–se evitar poças d’água na linha de produção. Drenos (ralos) e canaletas devem ser feitos de maneira sanitária para escoar toda água residuária de limpeza do processo, esse é um ponto que pode colocar seu processo em risco, caso seja feito de forma não sanitária.
Barreira asséptica
Fácil de gerenciar esse risco?
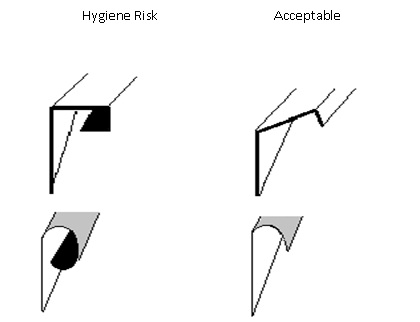
Paredes e chão devem ser muito bem feitos, com cantos arredondados, evitando acúmulos de poeira e possíveis contaminações cruzadas por falta de higiene desses locais.
A entrada de pessoas na área de processo deve ser controlada, com as seguintes etapas:
Touca no cabelo;
Trocar os sapatos, protegê-los com protetor de sapatos;
Colocar roupas apropriadas para o processo;
Lavagem corretas das mãos.
Todos os funcionários e visitantes devem ter a consciência de que estão entrando em uma área de produção de alimentos.
O ar que entra no processo também é um passo que precisa de um cuidado especial pois pode levar contaminantes para o produto. Em algumas áreas, pode ser necessário uma pressão positiva de 2 a 5 Pascal para garantir uma alta higiene. Deve ser monitorado nas avaliações de risco de processo.
Buracos pequenos nas barreiras de ar podem ser um grande risco para garantir a qualidade do ar, principalmente se houver grandes variações de temperatura entre áreas.
Todas as ferramentas e utensílios (inclusive as ferramentas da equipe de manutenção) usados no processo devem seguir à risca o seu processo de limpeza. As concentrações dos produtos químicos devem ser monitoradas a fim de garantir a limpeza e sanitização de maneira correta, evitando uma contaminação cruzada.
Fonte: www.holchem.co.uk
3 min leituraNo dia 18 de maio de 2017, no Ital, aconteceu o II Seminário sobre projeto sanitário para indústrias de alimentos, onde John Holah (Diretor do Holchem Laboratories Ltd) abordou o […]