
Quando se fala em segurança dos alimentos, o debate costuma se concentrar em contaminações microbiológicas, resíduos químicos, físicos ou alergênicos. No entanto, existe um risco igualmente grave e muitas vezes subestimado: o engasgo por alimentos.
Trata-se de um evento que pode ocorrer em segundos, dentro de casa, em restaurantes ou em ambientes coletivos, e que resulta em milhares de mortes todos os anos no Brasil e no mundo.
O engasgo ocorre quando um alimento ou corpo estranho bloqueia parcial ou totalmente as vias aéreas, impedindo a passagem de ar para os pulmões.
Mesmo uma obstrução curta pode causar perda de consciência, lesões neurológicas irreversíveis e morte. Por esse motivo, autoridades de saúde classificam o engasgo como uma emergência médica grave e como uma causa relevante de morte acidental não intencional.
Os números ajudam a dimensionar o problema: dados do Ministério da Saúde indicam que, apenas em 2023, mais de 2 mil pessoas morreram no Brasil por asfixia acidental, categoria que inclui os engasgos por alimentos. Dentre essas vítimas, centenas eram crianças pequenas, especialmente na faixa de 0 a 4 anos. Segundo o próprio Ministério, mais de 94% dos casos de asfixia por engasgo ocorrem em crianças menores de 7 anos, o que evidencia a vulnerabilidade desse grupo.
O cenário não é exclusivo do Brasil. Em países com sistemas estatísticos consolidados, como os Estados Unidos, o engasgo figura entre as principais causas de morte acidental. Estimativas do Centers for Disease Control and Prevention (CDC) apontam entre 4.500 e 5.500 mortes por engasgamento por ano no país.
Em escala global, análises epidemiológicas publicadas em bases científicas como o PubMed e relatórios da Organização Mundial da Saúde estimam mais de 160 mil mortes anuais no mundo associadas a engasgos por alimentos ou objetos.
Além das mortes, há um volume muito maior de casos não fatais. Estudos pediátricos mostram que dezenas de milhares de crianças são atendidas anualmente em serviços de emergência por engasgos relacionados à alimentação. Esses números reforçam que o problema é cotidiano, recorrente e, muitas vezes, silencioso, pois só ganha visibilidade quando ocorre um desfecho grave.
Certos alimentos aparecem com frequência maior nas estatísticas de engasgo:
Alimentos de maior risco de engasgo
| MUITO PERIGOSOS | PERIGOSOS EM RAZÃO DA TEXTURA | ENGANOSAMENTE PERIGOSOS |
*** Esses itens têm tamanho e rigidez ideais para obstrução total da traqueia. |
|
|
O risco não está apenas no alimento em si, mas no formato, na textura e na forma de consumo. Alimentos cilíndricos, rígidos ou muito pegajosos podem se ajustar perfeitamente às vias aéreas, causando obstrução total.
Por isso recomenda-se cortar uvas no sentido do comprimento, evitar salsicha inteira ou em rodelas grossas e não oferecer castanhas inteiras.
Os idosos também representam um grupo de risco importante. Alterações na mastigação, uso de próteses dentárias, redução do reflexo de deglutição e doenças neurológicas aumentam significativamente a probabilidade de engasgos nessa faixa etária.
Em muitos países, mais da metade das mortes por engasgamento ocorre em pessoas com 60 anos ou mais.
Estudos e dados de serviços de saúde de países como Estados Unidos, Reino Unido, Austrália e Brasil mostram que idosos estão particularmente vulneráveis devido à perda de força na mastigação, problemas dentários e condições neurológicas que dificultam a deglutição. Essa tendência é consistente com relatórios internacionais, que destacam que o engasgo em idosos é uma das principais causas de morte acidental não intencional nesse grupo etário.
Do ponto de vista da segurança dos alimentos, o engasgo deve ser tratado como um perigo físico, assim como fragmentos de vidro, metal ou plástico. Embora não esteja relacionado à contaminação, ele faz parte do mesmo princípio básico: evitar que o alimento cause dano ao consumidor.
Boas práticas simples, como adequar o tamanho dos pedaços, supervisionar crianças durante as refeições, evitar distrações ao comer e respeitar limitações individuais são medidas eficazes e de baixo custo para reduzir o risco.
A prevenção também passa pela informação. Conhecer os alimentos de maior risco, entender os grupos mais vulneráveis e disseminar noções básicas de primeiros socorros são ações que salvam vidas.
O engasgo não é um evento raro nem imprevisível, é um risco real, mensurável e amplamente documentado por autoridades de saúde.
Em um contexto mais amplo, incorporar o tema do engasgo às discussões sobre segurança dos alimentos é reconhecer que a proteção do consumidor vai além da qualidade microbiológica ou química. Trata-se, acima de tudo, de garantir que o alimento cumpra sua função essencial: nutrir sem colocar a vida em perigo.
Saber como agir em caso de engasgamento pode ser decisivo. Se alguém começar a engasgar, inicialmente tente estimular a tosse, pois muitas vezes isso é suficiente para desobstruir a via aérea.
Se a vítima não conseguir respirar, falar ou tossir, é necessário agir imediatamente. Em adultos e crianças maiores de um ano, a manobra de Heimlich é recomendada para expulsar o objeto. Em bebês menores de um ano, combinam-se golpes firmes nas costas e compressões torácicas. O mais importante é manter a calma, chamar ajuda de emergência e agir rapidamente: cada segundo conta para evitar consequências graves.
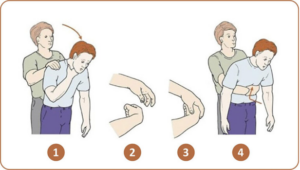
Passo a passo para manobra de Heimlich
- Posicione-se por trás e enlace a vítima com os braços ao redor do abdome (se for uma criança, ajoelhe-se primeiro), caso ela esteja consciente;
- Uma das mãos permanece fechada sobre a chamada “boca do estômago” (região epigástrica);
- A outra mão comprime a primeira, ao mesmo tempo em que empurra a “boca do estômago” para dentro e para cima, como se quisesse levantar a vítima do chão;
- Faça movimentos de compressão para dentro e para cima (como uma letra “J”), até que a vítima elimine o corpo estranho.
Repita a manobra até a desobstrução ou até o paciente tornar-se não responsivo. Se a pessoa não responder ou não conseguir respirar depois disso, ela pode estar evoluindo para um quadro de parada cardiorrespiratória, neste caso peça ajuda! Acione o 190 por telefone e tente uma reanimação cardiopulmonar. O telefone de emergência para acionar o Serviço de Atendimento Móvel de Urgência (SAMU), válido para todo o Brasil , é o 192.
Importante: Caso a pessoa estiver falando, tossindo ou chorando, não faça a manobra, porque a vítima ainda consegue respirar.
Se a vítima de engasgo for um bebê, é necessário colocá-lo sobre o colo, com a cabeça um pouco mais baixa que o tronco, e dar 5 tapas nas suas costas, mais ou menos na altura dos ombros. Veja o passo a passo:

- Mantenha a boca do bebê aberta, usando os dedos indicador e médio. Então, coloque-o deitado de barriga para baixo, com a cabeça mais baixa que o corpo, em cima do seu antebraço. Para ter mais firmeza, apoie seu antebraço na sua coxa;
- Dê 5 tapas com força moderada no meio das costas do bebê. Os tapas devem ser firmes, mas não exagere na força para não machucar a criança;
- Deite o bebê de costas sobre o outro antebraço apoiado sobre a coxa. Use 2 dedos para realizar 5 compressões no meio do peito da criança, entre os mamilos;
- Se o bebê tossir, chorar ou vomitar é sinal de que desengasgou. Mas se ele ficar sem reação ou inconsciente, ligue imediatamente para o SAMU ou para o Corpo de Bombeiros.
Importante: Jamais tente retirar o objeto da garganta do bebê, pois isso pode empurrá-lo ainda mais, agravando a situação.
Crianças pequenas e idosos devem receber atenção especial durante as refeições, e todos devem conhecer medidas básicas de prevenção e primeiros socorros. Com supervisão adequada, preparo seguro dos alimentos e conhecimento de como agir em emergências, é possível reduzir drasticamente os riscos e transformar um potencial acidente em um incidente prevenível.
O engasgo pode parecer um acidente corriqueiro, mas os números provam que é um problema sério e frequente, com consequências potencialmente fatais.
5 min leituraQuando se fala em segurança dos alimentos, o debate costuma se concentrar em contaminações microbiológicas, resíduos químicos, físicos ou alergênicos. No entanto, existe um risco igualmente grave e muitas vezes […]


 1. Pré-lavagem
1. Pré-lavagem






 Carina (foto) tem graduações em Tecnologia de alimentos e em Nutrição e atualmente é doutoranda do programa de Ciência de Alimentos da Universidade Estadual de Londrina. O blog conversou com ela para saber mais detalhes deste projeto.
Carina (foto) tem graduações em Tecnologia de alimentos e em Nutrição e atualmente é doutoranda do programa de Ciência de Alimentos da Universidade Estadual de Londrina. O blog conversou com ela para saber mais detalhes deste projeto. O manual traz informações práticas para todas as etapas da manipulação de alimentos, incluindo higiene pessoal e da cozinha, escolha, higienização e armazenamento dos alimentos, preparo e pós-preparo, prevenção da contaminação cruzada, uso de detergentes, manejo do lixo doméstico, leitura de rótulos e verificação da validade dos alimentos.
O manual traz informações práticas para todas as etapas da manipulação de alimentos, incluindo higiene pessoal e da cozinha, escolha, higienização e armazenamento dos alimentos, preparo e pós-preparo, prevenção da contaminação cruzada, uso de detergentes, manejo do lixo doméstico, leitura de rótulos e verificação da validade dos alimentos.