Um biofilme é uma comunidade complexa e dinâmica de microrganismos que aderem a superfícies e são encapsulados em uma matriz de substâncias poliméricas extracelulares. Eles podem se formar tanto em superfícies naturais, como rochas e superfícies de plantas, como em superfícies artificiais, como implantes médicos, equipamentos industriais e equipamentos de processamento de alimentos.
O tártaro que se forma nos dentes é uma forma de biofilme, também conhecido como placa bacteriana.
A estrutura de um biofilme pode variar dependendo da composição microbiana, das condições ambientais e das características do substrato, mas geralmente consiste nos seguintes componentes:
- Células microbianas, incluindo bactérias, arqueas, fungos e algas, que aderem à superfície e formam uma população densa, podendo compreender várias espécies e exibir diferentes atividades fisiológicas e metabólicas dependendo de sua posição dentro do biofilme;
- Substâncias poliméricas extracelulares, conhecidas pela sigla EPS, são uma complexa mistura composta por polissacarídeos, proteínas, lipídios e ácidos nucleicos produzidos por células microbianas dentro do biofilme. Servem como uma matriz que mantém as células microbianas unidas e fornece suporte estrutural, desempenhando um papel crucial na proteção de células microbianas de estressores ambientais. Estas substâncias facilitam a absorção e troca de nutrientes, mediando interações entre células microbianas e seus arredores;
- Canais de água ou poros que permitem a difusão de nutrientes, gases e moléculas de sinalização por todo o biofilme, ajudando a manter a hidratação e a atividade metabólica das células microbianas dentro do biofilme. Tais estruturas facilitam a troca de metabólitos e moléculas de sinalização entre as células;
- Agregados microbianos e microcolônias que podem variar em tamanho e composição, com diferentes espécies ou linhagens microbianas frequentemente coexistindo dentro do mesmo biofilme e que, em geral, contribuem para a organização espacial e heterogeneidade da estrutura do biofilme.
Biofilmes fornecem proteção para a sobrevivência das células microbianas contra estressores ambientais, como dessecação, radiação UV e agentes antimicrobianos. A matriz EPS atua como uma barreira física que protege as células microbianas de ameaças externas e ajuda a manter um microambiente estável dentro do biofilme, permitindo que as células sobrevivam e persistam em condições desafiadoras.
Nos tubos de um esterilizador ou nas placas de um pasteurizador, por exemplo, se ocorrer a formação de biofilmes, o tempo e temperatura utilizados para redução da carga microbiológica poderão não ser suficientes, pois os microrganismos estarão protegidos.
Outro papel dos biofilmes é permitir adesão e fixação de microrganismos nas superfícies e substratos, facilitando sua colonização e persistência em ambientes diversos. A adesão a superfícies é mediada por interações entre células microbianas e moléculas de superfície, bem como a produção de adesinas e apêndices extracelulares, como pili e fímbrias.
A formação de biofilmes ocorre em 5 etapas:
| ADESÃO | COLONIZAÇÃO | CRESCIMENTO | MATURAÇÃO | DISPERSÃO |
| Os microrganismos começam a aderir à superfície por interações físico-químicas para o crescimento do biofilme; | Os microrganismos iniciam a formação de substâncias das camadas que envolvem os biofilmes (EPS); | Os microrganimos começam a formar micro colônias e o biofilme começa a ter sua arquitetura desenvolvida; | Estruturação completa do biofilme com todas as suas organizações de troca de nutrientes, oxigênio e metabólitos que precisam ser secretados para fora do biofilme bem estruturado; | Há o descolamento do biofilme maduro em forma de agregados celulares. Após a dispersão, as bactérias podem colonizar novos ambientes, reiniciando a formação de novos biofilmes. |
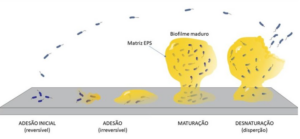
Esquema de formação de biofilme bacteriano. Crédito: adaptado de Galie et al.
Dentro de biofilmes, células microbianas podem metabolizar matéria orgânica e nutrientes do ambiente ao redor, contribuindo para a ciclagem de nutrientes e processos biogeoquímicos. Assim, EPS facilitam a retenção e concentração de nutrientes dentro do biofilme, fornecendo um suprimento contínuo de recursos para o crescimento e metabolismo microbiano.
Um fenômeno relevante a ser considerado é que os biofilmes promovem a troca de material genético entre células microbianas por meio de processos como transferência horizontal de genes, transformação e conjugação.
Essa troca genética pode levar à aquisição de características benéficas, como resistência a antibióticos, fatores de virulência e capacidades metabólicas, aumentando a adaptabilidade e a aptidão da comunidade microbiana, ou seja, acontece um benefício mútuo.
Células microbianas dentro de biofilmes envolvem-se em interações complexas e mecanismos de comunicação, incluindo o chamado quorum sensing, sinalização célula-célula e interações entre espécies. Essas interações permitem que células microbianas coordenem suas atividades, regulem a expressão genética e respondam coletivamente a sinais ambientais, levando a propriedades e comportamentos emergentes dentro da comunidade de biofilmes.
Biofilmes desempenham um papel crítico na ecologia microbiana, no funcionamento do ecossistema e na saúde humana, com implicações em vários campos, incluindo ciência ambiental, medicina, biotecnologia, e obviamente, na segurança dos alimentos.
Em geral os biofilmes são formados por microrganismos inertes e há também deteriorantes. Porém, vários patógenos transmitidos por alimentos possuem a capacidade de formar biofilmes, incluindo Listeria monocytogenes, Salmonella spp. e e cepas da Escherichia coli, como a E. coli enterohemorrágica (EHEC) e a E. coli enteropatogênica (EPEC).
A formação de biofilmes permite que patógenos transmitidos por alimentos se adaptem e prosperem em condições ambientais desafiadoras, persistam em ambientes de processamento de alimentos e resistam à erradicação por agentes antimicrobianos e outras medidas de controle. Ao formar biofilmes, esses patógenos aumentam suas chances de sobrevivência e disseminação, representando riscos significativos à segurança alimentar e à saúde pública.
Locais preferidos e tempo necessário para a formação do biofilme
O tempo necessário para a formação de biofilme por patógenos transmitidos por alimentos pode variar dependendo de vários fatores, incluindo o patógeno específico, condições ambientais e as características da superfície.
Em geral, a formação de biofilme pode ser relativamente rápida, com a fixação inicial de células microbianas às superfícies ocorrendo em minutos a horas, seguida pelo desenvolvimento de biofilmes maduros ao longo de um período de horas a dias.
Alguns patógenos podem formar biofilmes mais rapidamente do que outros. O processo pode ser influenciado por fatores como temperatura, umidade, disponibilidade de nutrientes e a presença de outros microrganismos.
Locais preferidos para formação de biofilme por patógenos transmitidos por alimentos geralmente incluem superfícies em ambientes de processamento de alimentos que fornecem condições adequadas para fixação e crescimento microbiano, tais como:
- Superfícies de contato direto com produtos alimentícios, como equipamentos de processamento, correias transportadoras, tábuas de corte e utensílios;
- Equipamentos de processamento usados em instalações de processamento de alimentos, incluindo tanques, tubos, válvulas e conexões, podem servir como substratos para a formação de biofilmes;
- Drenos, ralos de piso e encanamentos em instalações de processamento de alimentos podem ser contaminados com biofilmes, particularmente em áreas onde umidade e matéria orgânica se acumulam;
- Torres de resfriamento e sistemas de aquecimento, ventilação e ar condicionado podem fornecer condições propícias para a formação de biofilme, particularmente em ambientes quentes e úmidos;
- Materiais de embalagem, como filmes plásticos, caixas de papelão e sacos de papel, podem ser contaminados com biofilmes se expostos à umidade e matéria orgânica durante o armazenamento ou transporte.
Estratégias de prevenção de biofilmes
Para prevenir e controlar patógenos formadores de biofilmes em ambientes de processamento de alimentos, existem várias estratégias:
- A limpeza e higienização regulares de equipamentos e superfícies de processamento de alimentos são essenciais para prevenir a formação de biofilmes e remover os já existentes, uma vez que o uso de agentes de limpeza e sanitizantes apropriados, juntamente com esfregação mecânica ou agitação, pode ajudar a romper e remover biofilmes de superfícies;
- O design sanitário apropriado e a manutenção adequados de equipamentos de processamento de alimentos são essenciais para prevenir a formação de biofilmes, levando em conta que superfícies lisas e não porosas que sejam resistentes à fixação microbiana devem ser usadas preferencialmente. O design do equipamento deve evitar cantos mortos e ser regularmente inspecionado e mantido para prevenir a formação de biofilmes em áreas de difícil acesso;
- Manter temperaturas abaixo da faixa ideal para crescimento microbiano e garantir níveis de pH adequados que inibam o crescimento microbiológico pode ajudar a reduzir o risco de formação de biofilme;
- Agentes antimicrobianos, como sanitizantes e desinfetantes, podem ser usados para inibir a formação de biofilme e controlar o crescimento de patógenos formadores de biofilme. Logicamente, é preciso seguir adequadamente as instruções do fabricante para garantir a eficácia e minimizar o risco de desenvolvimento de resistência.
Uma abordagem multifacetada que combine práticas eficazes de limpeza e saneamento, projeto e manutenção adequados de equipamentos, medidas de controle de temperatura e pH, uso de agentes antimicrobianos e implementação de boas práticas de fabricação é necessária para prevenir e controlar patógenos formadores de biofilme em ambientes de processamento de alimentos.
O monitoramento e a vigilância regulares para a formação de biofilme também podem ajudar a identificar riscos potenciais e implementar medidas de controle apropriadas para garantir a segurança dos alimentos.
Por isso, entender a estrutura e a função de biofilmes é essencial não só para desenvolver estratégias eficazes para controlar sua formação e mitigar os riscos relacionados, mas também para aproveitar suas propriedades benéficas em várias aplicações.
Leia também:
- O que se sabe atualmente sobre biofilmes na indústria de alimentos?;
- Biofilmes nas indústrias de alimentos: o que são e como se formam?;
- Cepas persistentes e biofilmes na indústria de alimentos;
- Biofilmes na indústria de alimentos: como eliminá-los?;
- Especificação de compra para equipamento ou material com design higiênico;
- Equipamentos com desenho sanitário: você pode economizar milhões por ano!;
- Fundamentos de projeto sanitário e monitoramento da higienização;
- Diretrizes para limpeza e higienização na indústria de alimentos;
- Identificação de patógenos alimentares formadores de biofilmes e desenvolvimento de estratégias de prevenção
6 min leituraUm biofilme é uma comunidade complexa e dinâmica de microrganismos que aderem a superfícies e são encapsulados em uma matriz de substâncias poliméricas extracelulares. Eles podem se formar tanto em […]