
Dra. Ivone Delazari ministrou a palestra sobre controle de patógenos em ambiente x projeto sanitário no III Seminário de projeto sanitário para indústria de alimentos, no Ital, em maio de 2017.
Um dos pilares fundamentais da indústria de alimentos é a garantia de segurança dos seus produtos, com um projeto sanitário adequado, incluindo estruturas físicas e equipamentos projetados de modo a facilitar a higiene e manutenção.
Fábricas de alimentos devem satisfazer uma variedade de exigências, incluindo:
- Proporcionar um local de fabricação eficiente que permita a produção flexível de alimentos dentro de um período de tempo definido (ex: 5-10 anos).
- Obedecer às leis de planejamento local sobre a construção e regulamentos de construção do país.
Todas as fábricas, no entanto, devem produzir alimentos seguros e sua concepção higiênica deve ser realizada para fornecer:
- Defesa contra perigos externos de fábrica. Podem ser microrganismos, pragas, acessos humanos não autorizados, contaminação química no ar, partículas em suspensão no ar.
- Defesa contra riscos internos na fábrica. Podem incluir atividades como oficinas de manutenção e salas de caldeiras, microrganismos de matéria-prima, alérgenos, água e contaminação de certos ingredientes.
Internamente, a fábrica deve ser projetada para:
- Não abrigar qualquer perigo que possam entrar na fábrica e ser de fácil limpeza, de modo a remover facilmente os perigos;
- Condições ambientais adequadas (temperatura, umidade) para maximizar e manter a qualidade organoléptica e inocuidade do alimento, das matérias-primas, produtos intermediários e acabados;
- Segurança contra contaminação deliberada;
- A manutenção das condições higiênicas das instalações, uso de materiais de construção de longa durabilidade ou materiais que possam ser facilmente substituídos ou reparados.
Apresentar espaço suficiente para:
- Alocar os equipamentos e armazenamento de materiais;
- Permitir o desempenho higiênico de todas as operações;
- Facilitar a limpeza e manutenção;
- Facilitar fluxos internos de pessoas, produtos, embalagens, ar e resíduos.
As fábricas devem ser construídas como uma série de barreiras que visa limitar o desafio dos contaminantes e perigos. O número de barreiras criadas será dependente da natureza do alimento e estabelecido a partir de um plano HACCP.
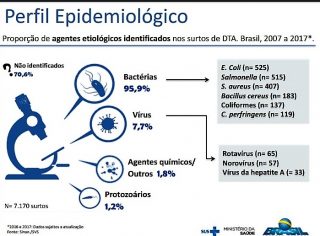
Hoje, devido a um número substancial de surtos de doenças transmitidas por alimentos, o que mostra as práticas de higiene inadequadas, os microrganismos podem sobreviver em ambientes de processamento e manuseio de alimentos. Eles são geralmente introduzidos através de matérias-primas, pragas, ar, água e empregados. Vários desses microrganismos são patógenos como ex: Escherichia coli patogênicas, Listeria monocytogenes e Salmonella spp. Por isso é essencial monitorar o ambiente nas instalações de produção de alimentos e garantir que o produto alimentício seja consistentemente seguro, permitindo que o risco de contaminação seja reduzido. E tudo isso junto com o cumprimento dos procedimentos de limpeza e desinfecção.
2 min leituraDra. Ivone Delazari ministrou a palestra sobre controle de patógenos em ambiente x projeto sanitário no III Seminário de projeto sanitário para indústria de alimentos, no Ital, em maio de […]














{kind=link}