Realizar swab de superfície é algo que exige muita matemática. Começamos com cálculos na interpretação dos resultados com o Contador de Colônias.
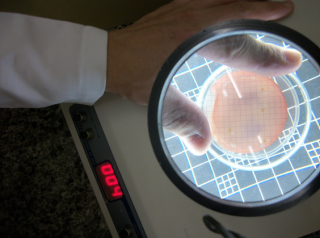
Imagem: Contador de Colônias
Como a amostra geralmente é coletada com um delimitador de 100 cm², o limite deve também ser estabelecido em cima desta área. Parece simples, mas já se perguntou: meu limite é expresso em cm² ou 100 cm²? Como realizo a coleta? Como chegam meus resultados? E o mais importante: como estou interpretando?
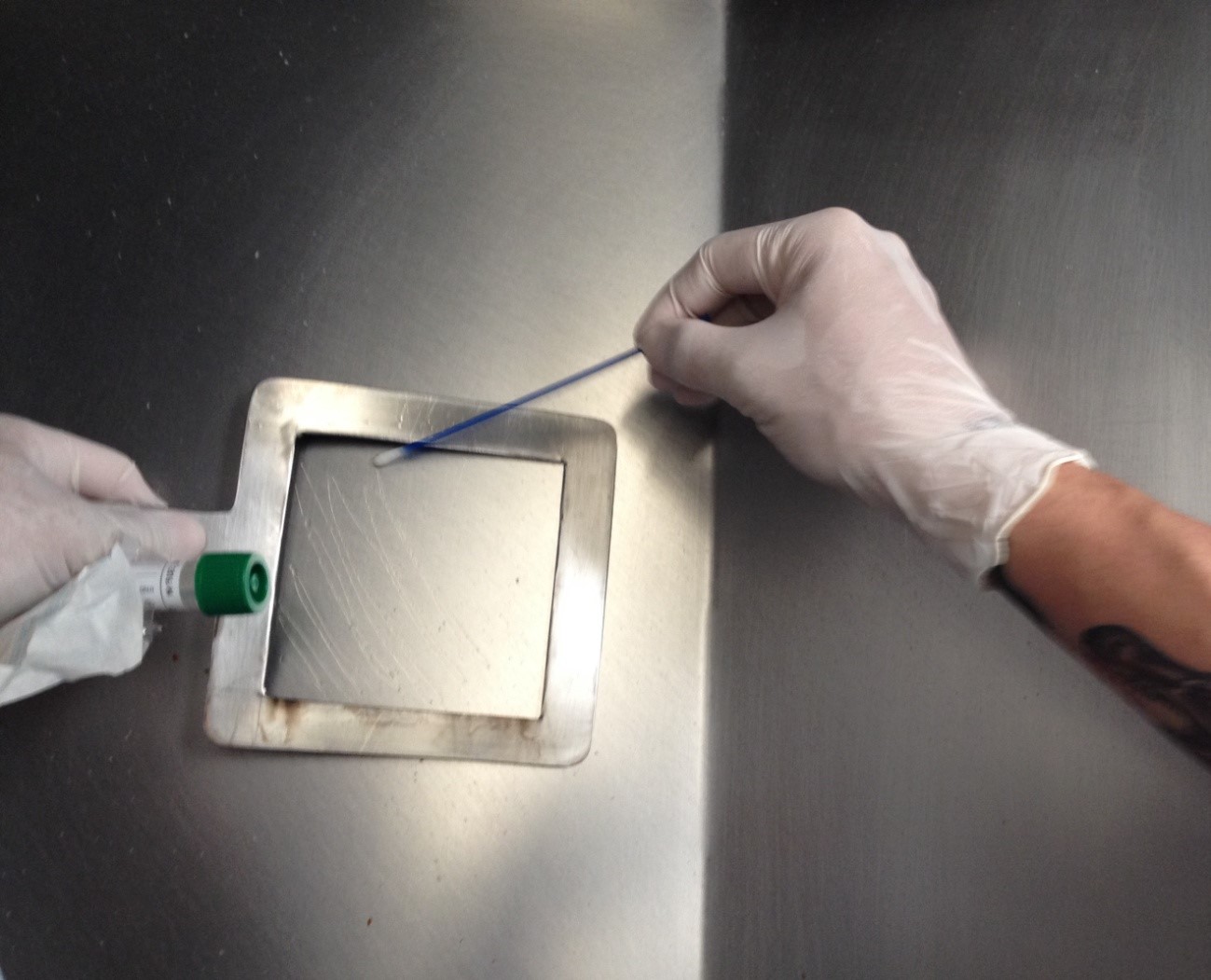
O swab de superfícies, como todos chamam, é para superfícies e não apenas para superfícies planas, portanto é de suma importância que você inclua no seu plano de amostragem itens que entrem em contato direto com o alimento, tanto quanto os equipamentos, como utensílios, caixas, facas e outros. Porém, devem ser feitas algumas considerações, pois não é possível aplicar o delimitador em objetos com superfícies irregulares e ou menores que o delimitador.

Imagem: utensílio irregular e menor que o delimitador
Ao tomar a atitude de avaliar esses objetos, você pode optar por dois caminhos: Solução na Coleta e/ou Solução na Interpretação.
SOLUÇÃO NA COLETA – Você pode simplificar tudo na coleta, estabelecendo qual área será coletada. Vou utilizar minha garrafa de água como exemplo. Se eu for coletar um swab de minha garrafa, vou levar em consideração que minha mão não toca a garrafa por completo. A área de minha mão é menor que a área total da garrafa, portanto delimito não necessariamente com caneta a área que vou coletar e, ao interpretar os resultados considero ½ do limite para mãos, pois ninguém segura nada com as costas das mãos.

Imagem: garrafa com a área delimitada
Para interpretação, vamos utilizar esse limite para mãos:
Se uma mão higienizada pode conter 10² UFC, a área coletada pode conter 10²/2 UFC.
Desse modo, você pode coletar swab de maçanetas, carrinhos hidráulicos e milhões de lugares onde as mãos entram em contato. É fato de que a mão não toca apenas na área delimitada, mas a coleta servirá para saber se uma área possível de contaminar toda a palma de uma mão está ou não dentro dos padrões de higiene que uma palma de mão deve estar.
SOLUÇÃO NA INTERPRETAÇÃO – Essa atitude é um pouco mais complicada, porém os dados são mais precisos. Consiste em você desfazer mentalmente o objeto/utensílio analisado. Vou utilizar uma espátula como exemplo. Posso coletar o swab de toda a espátula ou apenas de um lado.
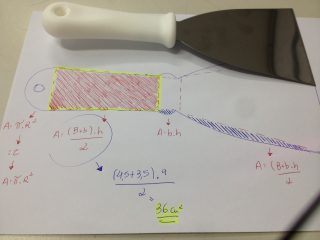
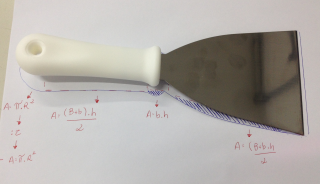
Imagem: área da base de uma espátula
Conforme ilustrado acima, vou medir cada forma da espátula e chegarei à área de um de seus lados (2D), Caso o swab for coletado de todo o utensílio, devo calcular a área de todos os lados (3D). A espátula que medi tem 255,94 cm², sem considerar as variações em azul na imagem, mas nada o impede de calcular até essas formas geométricas mais difíceis.
Vamos utilizar também os limites para swab de superfície citados acima.
100 cm² —– 28 UFC
255,94 cm² —– X
X = 72 UFC
A lógica desse texto permite que por meio da matemática, sejam analisados objetos de qualquer formato, mas também é possível caminhos mais simples como considerar limites para m³ e milhões de outras lógicas. O único obstáculo, até o momento, é a carência de boas referências.
Todas as imagens são de arquivo pessoal do autor.
3 min leitura Realizar swab de superfície é algo que exige muita matemática. Começamos com cálculos na interpretação dos resultados com o Contador de Colônias. Imagem: Contador de Colônias Como a amostra […]