O alemão e engenheiro de processos Hans Philipowski é presidente da ENFIT, Associação Internacional de Segurança da Cadeia de Abastecimento (organização sem fins lucrativos). Ativista da causa de demonstrar quanto os riscos de segurança de alimentos vêm sendo negligenciados e precisam ser tratados, ele nos convence com fatos e dados de que o armazenamento e transporte de alimentos não podem ser subestimados.
Nesta conversa, ele abre nossos olhos sobre o quanto podemos estar focando exclusivamente em nossas fábricas e esquecendo esta etapa que, sim, pode mudar tudo.

Juliane Dias: A indústria alimentícia empenha-se para mitigar riscos de contaminação em seus processos. O transporte é realmente levado a sério?
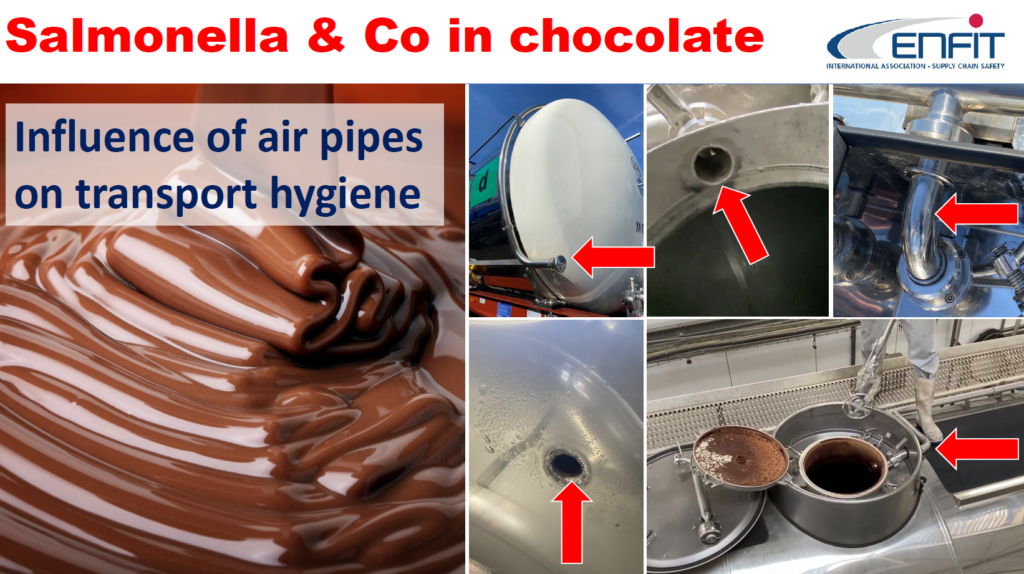
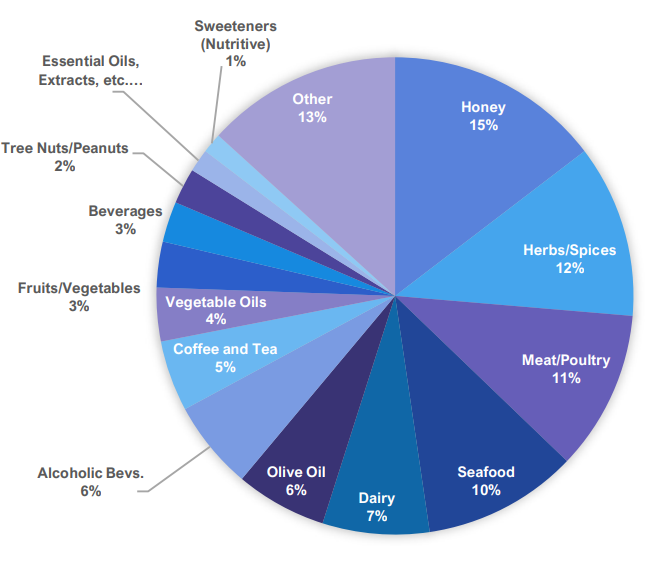
Desde a fundação da ENFIT, sabemos que o transporte de alimentos ainda não é realmente um foco, apesar dos nossos anos de esforços de sensibilização. Alguns fabricantes que também se tornaram membros da ENFIT, como Mondelez, ADM e IndoAdriatik, reconheceram que existem riscos significativos nesta área. Portanto, estamos trabalhando com todas as empresas mencionadas para aplicar a ENFIT THR-Analysis (Transport Hygiene Risk Analysis) que desenvolvemos. Principalmente, a Análise THR é aplicada aos seus próprios locais de produção e aos locais de produção dos seus fornecedores de matérias-primas. As primeiras análises que realizamos desde o início deste ano mostraram resultados catastróficos. Existem deficiências no projeto sanitário dos contentores de transporte, na limpeza destes, nos dutos de ar e nos filtros, vedações defeituosas. Há informações incorretas nos documentos de limpeza e nos processos de limpeza não rastreáveis. Particularmente dignos de nota foram os dutos de ar, filtros, acessórios, etc.
Juliane Dias: Dutos de ar realmente não são pontos que costumam aparecer em check-lists de conformidade de tanques. Fale mais sobre isso.
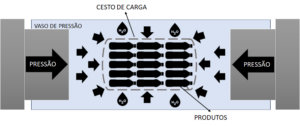
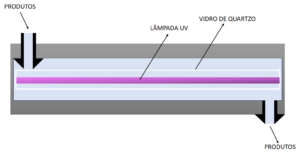
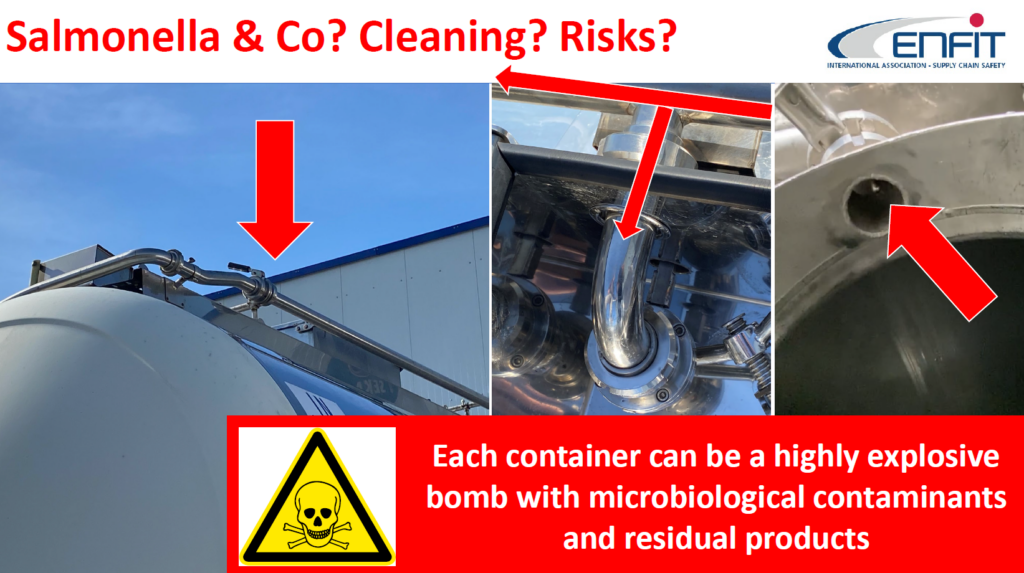
O termo “duto de ar” é enganoso neste contexto. Os dutos de ar são normalmente usados no compressor do caminhão para criar uma pressão positiva no contêiner de transporte para descarregar líquidos ou produtos a granel. Isto é conhecido como “descarga com ar comprimido” para caminhões-tanque ou “transporte pneumático” para mercadorias a granel em silos a granel. Nossa constatação foi que os dutos de ar estão em contato direto com o produto transportado. Isto significa que, durante o transporte, o produto flui para os dutos de ar. Como os dutos de ar não foram construídos de acordo com as regras de desenho sanitário (ninguém achou importante porque esses dutos foram projetados para o ar comprimido do compressor), é muito difícil limpar os dutos de ar após o transporte. Até agora, ninguém se preocupou em verificar os resultados da limpeza. Pior ainda: esses dutos de ar muitas vezes nem são limpos. Se isso levar a uma contaminação significativa nestas condições, haverá surpresa. Veja os exemplos nas imagens para tornar as informações mais claras.
Juliane Dias: Ataques de contaminação intencional (Food Defense) durante o transporte de alimentos são uma hipótese ou já existem casos documentados?
Gostaria de responder desta forma: não há casos documentados. A razão para isto é que o risco de transporte foi em grande parte ignorado. E quando não são realizadas inspeções, nada pode ser descoberto ou atribuído. Veja minha resposta à primeira pergunta. Veja quantos recalls ocorrem todos os dias. Às vezes é Salmonela no chocolate ou em alimentos para bebês. Outras vezes, é contaminação com alergênicos, fragmentos de plástico ou metal. A causa é sempre procurada só nas fábricas e não estou convencido de que a causa tenha sido claramente identificada em todos os casos, mesmo que o público seja informado de que as causas foram encontradas e o problema resolvido. O que uma empresa pode fazer se não encontrar a causa? Deveria fornecer uma declaração positiva aos consumidores. Caso contrário, perde-se completamente a confiança. Como o transporte não tem sido um foco até agora, as contaminações provenientes do transporte nunca foram atribuídas a ele. Tenho certeza de que isso mudará no futuro.
Juliane Dias: E que problemas de manipulação e higienização já foram diagnosticados?
Existem manipulações significativas nas pré-cargas e no próprio processo de limpeza. Os fabricantes de alimentos geralmente definem listas de proibição de cargas anteriores. Geralmente é uma lista de produtos com os quais há histórico de experiências ruins. Vou dar um exemplo: se o destinatário do suco de fruta concentrado uma vez encontrou resíduos de chocolate no suco de fruta, então “chocolate” entra nesta lista de proibições. A premissa passa a ser que o chocolate pode ser um problema e eles querem se proteger contra ele no futuro. No entanto, pela nossa experiência, o problema não é o “chocolate”, mas sim a má limpeza. Se o contentor de transporte não for limpo de forma correta e profissional, esse é o motivo da existência de resíduos de chocolate na carcaça de transporte. Se o concentrado de suco de frutas permanecer e for transportado posteriormente, ele contaminará a próxima carga. O que uma empresa de transporte faz se receber a ordem de transportar suco de frutas concentrado e já tiver carregado anteriormente um produto dessa lista de proibição? Deveria recusar a ordem? Recomenda o concorrente? Dificilmente. Porque a empresa de transportes precisa do frete para sobreviver economicamente. Então, o que a empresa de transporte faz? Geralmente instrui o motorista a registrar um produto diferente como a última carga na estação de limpeza. Este produto (geralmente são solicitadas as três últimas cargas) é inserido pelo motorista na ordem de limpeza. Às vezes você encontra a anotação em um documento de limpeza: “Suco de maçã, suco de maçã, suco de maçã *informações do motorista”. Se isto for notado pelo próximo carregador (poderá ser solicitado à empresa de transporte que forneça os últimos três documentos de carregamento como prova), este poderá argumentar que o motorista cometeu um erro. É assim que funciona na prática. Isto não é uma manipulação como a remoção de um lacre e a introdução de veneno ou contaminantes no produto, mas ainda assim uma declaração falsa é uma fraude e claramente se enquadra nos requisitos de Food Defense a meu ver.
Juliane Dias: Quais lições aprendidas com os casos europeus podem ser aplicadas no Brasil, considerando a complexidade e extensão da nossa cadeia alimentar?
Acho que essa pergunta é muito fácil de responder. Dado que o transporte de matérias-primas é um negócio global, podemos deduzir dos resultados que é também um problema global. A falta de higiene nos transportes não é, portanto, uma questão apenas para os produtores nacionais, mas também um problema de alto risco para as empresas internacionais. Estou, portanto, firmemente convicto de que devemos fazer as mesmas exigências em matéria de segurança dos alimentos em todos os países, incluindo aqueles fora da Europa, e que precisamos dos mesmos conceitos para implementação. Os consumidores de todo o mundo devem poder confiar na conscientização dos produtores para a segurança.
As imagens contidas neste post foram fornecidas pelo entrevistado.
Leia também:
ENFIT disponibiliza guia completo sobre segurança de alimentos no transporte
Soluções digitais no transporte aumentam a segurança dos alimentos
5 min leituraO alemão e engenheiro de processos Hans Philipowski é presidente da ENFIT, Associação Internacional de Segurança da Cadeia de Abastecimento (organização sem fins lucrativos). Ativista da causa de demonstrar quanto […]



















(1).jpeg)