5 min leituraAo avaliarmos dados epidemiológicos da Secretaria de Vigilância em Saúde (SVS), pudemos constatar que cerca de 2,1% de casos envolvendo carnes bovinas “in natura”, processados e miúdos estavam envolvidos em casos de toxinfecções. Sabe-se que estes dados nem sempre condizem com a realidade devido à falta de registros, porém o consumo de carne no país vem aumentando ano a ano e ganhando bastante destaque no comércio interno, com dados bastante consistentes, daí a pergunta: quais são os controles necessários para garantir a qualidade da carne bovina?
É importante analisar tudo, mas como assim? É muita coisa, então vamos pensar um pouco. Primeiramente, temos que pensar nos cuidados com a carne. A carne apresenta alta susceptibilidade à contaminação microbiana, podendo ocasionar, uma vez estabelecida a contaminação, redução das propriedades nutritivas, alterações sensoriais indesejáveis, além de perigo à saúde do consumidor.
Em segundo lugar, vamos pensar nos microrganismos. Os patógenos expostos sobre superfícies de contato podem ser transferidos para outras superfícies de forma direta ou através de partículas no ar. Vários estudos indicam que várias bactérias, incluindo Escherichia coli, Staphylococcus aureus e Salmonella sp. sobrevivem nas mãos, panos e esponjas de limpeza e utensílios, por horas ou dias após contaminação inicial. Por fim: o processamento. O tipo e o número de micro-organismos presentes nesse alimento refletem o grau de sanitização do abatedouro como também das condições de armazenamento após o abate, o que define naturalmente a sua qualidade.
A Resolução RDC nº 12/2001–ANVISA (BRASIL, 2001), que dispõe sobre os padrões microbiológicos para alimentos exige apenas a ausência de Salmonella em carnes bovinas. Contudo, a presença de Escherichia coli nesse alimento em quantidades elevadas indica a possibilidade de contaminação fecal e a presença de outros microrganismos enteropatogênicos, bem como a qualidade higiênico-sanitária do produto insatisfatória. As análises microbiológicas dos equipamentos permitem uma avaliação objetiva do seu estado higiênico, das práticas sanitárias e procedimentos de limpeza adotados em indústrias de alimentos (FAVERO et al., 1984). Padrões microbiológicos atuais da Agência Nacional de Vigilância Sanitária – ANVISA (BRASIL, 2001) não fazem referência à quantidade de micro-organismos mesófilos, nem de coliformes, ou qualquer outro micro-organismo para superfície de equipamentos. Já o Ministério da Agricultura, Pecuária e Abastecimento (MAPA, 2002) utiliza os padrões microbiológicos contidos na legislação do Mercado Comum Europeu, que estabelece um limite inaceitável acima de 10 UFC por cm2 de bactérias mesófilas e acima de 1 UFC por cm2 de Enterobacteriaceae nos testes de superfície de equipamentos, porém sem especificar os utensílios de operadores. Prendergast et al. (2004) relataram que o ar tem sido reconhecido como potencial fonte de contaminação microbiana em estabelecimentos de abate com grande repercussão na saúde pública e na qualidade do produto.
Surtos e enfermidades veiculadas por alimentos ou mesmo alterações degradativas dos mesmos têm origem, em sua maioria, na má higienização de plantas processadoras. Superfícies de equipamentos e utensílios que entram em contato direto com alimentos durante o processamento são importantes veículos de micro-organismos, tanto patogênicos quanto deteriorantes (ANDRADE e MACEDO, 1996). Salas climatizadas são locais de grande manipulação e processamento e, portanto, devem ser corretamente higienizadas antes e após a manipulação.
Segundo Jay et al. (2005), a carne é abundante nos nutrientes necessários para o crescimento de bactérias, levedura e bolores, e quantidades adequadas desses nutrientes estão presentes e disponíveis nas carnes frescas. As características intrínsecas das carnes, particularmente sua composição química, elevada atividade de água e pH próximo à neutralidade, são fatores que favorecem o desenvolvimento de uma microbiota extremamente variada (LEITÃO, 2003).
A maior parte da contaminação bacteriana da carcaça que ocorre durante as operações de abate é adquirida durante a esfola. A superfície da carcaça é contaminada principalmente pela pele. As primeiras incisões, bem como parte da esfola, são realizadas com faca que contaminam a superfície da carcaça (ROÇA e SERRANO,1995a; VANDERLINDE, SHAY e MURRAY, 1998). Para Hansson (2001), a contaminação também procede de uma variedade de fontes, como couros, conteúdo intestinal, superfícies de contato e manipulação pelos trabalhadores. E contaminação fecal das carcaças não é somente responsável pela deterioração da carne, também envolve o risco de disseminar bactérias patogênicas como Salmonella, Campylobacter, Yersinia e E. coli. Frazier e Westhoff (1998) e Nel, (2004a), demonstraram também que humanos expelem aproximadamente 1×103-1×104 micro-organismos viáveis por minuto e eles acrescentaram que existe uma relação entre o número e tipos de tais organismos e o ambiente de trabalho.
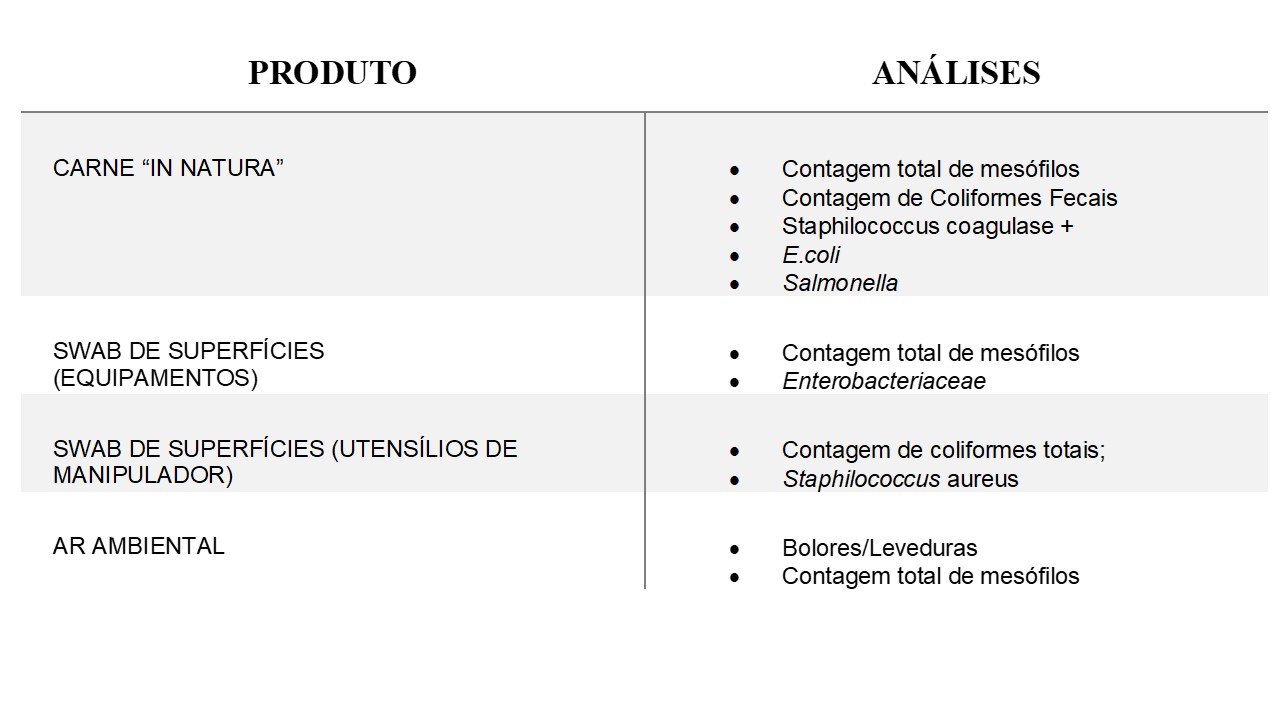
Diante disso podemos finalmente responder à pergunta inicial sobre quais são os controles necessários para garantir a qualidade da carne bovina. Sabendo quais são os pontos de vulnerabilidade do processo é possível estabelecer critérios para garantir a segurança dos alimentos produzidos. Neste caso, sabendo que a carne é um dos pontos de vulnerabilidade, fica evidente que se faz necessário controle sobre o produto em si, além do que a legislação preconiza como análises de Coliformes, E. coli, contagens de mesófilos entre outros que servem para verificar a eficácia do processo em termos de contaminantes patogênicos e deteriorantes. A determinação de quais microrganismos podem ser verificados depende da análise de riscos do seu processo, uma vez que cada empresa tem seus pontos de vulnerabilidade. Da mesma forma ficam evidentes os controles necessários sobre o processamento que devem se estender desde as superfícies de contato com o produto, os manipuladores e o ar ambiente de processamento. Quanto a quais análises realizar, há bastante divergência entre os profissionais uma vez que a legislação ainda não cobre esses parâmetros, assim como os padrões a serem adotados (temas inclusive já debatidos aqui no blog). Neste caso, vou compartilhar com vocês minha experiência nestes aspectos.
Conforme descrito, é importante fazer análise de risco em seu processo e escolher os microrganismos que para você são relevantes. Essa escolha pode basear-se na flora do alimento produzido, no tipo de processamento e armazenagem (produto cozido ou cru, resfriado ou congelado, etc.). Com relação aos padrões a serem seguidos, cabe a cada profissional determiná-los, com base sempre em legislações internacionais (Codex, FDA, etc.) quando não houver referências no Brasil, devendo aliar experiência prática e o histórico da empresa.
Referências:
ANDRADE, N. J.; MACEDO, J. A. B. Higienização na indústria de alimentos. São Paulo: Livraria Varela LTDA, 184p. 1996.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução da Diretoria Colegiada da Agência Nacional de Vigilância Sanitária, Regulamento Técnico sobre os Padrões Microbiológicos para Alimentos. RDC No 12, de 2 de janeiro de 2001. Diário Oficial da República Federativa do Brasil, Poder Executivo, Brasília, DF.
ICMSF. International Comm ission on Microbiological Specifications for Foods.El Sistema de Análisis de Riesgos Y Puntos Críticos – su aplicación a las industrias de alimentos. Academic Press. Zaragoza: Acribia,. 332p. 1991.
JAY, J. M. Indicators of Food Microbial Quality and Safety. In: JAY, J. M.; LOESSNER, M. J.; GOLDEN, D. A. (Eds.) Modern Food Microbiology. Berkely: Springer, p. 387-409, 2005.
LEITÃO, M.F.F. Aspectos microbiológicos da carne. In: CONTRERAS, C.J. et al. Higiene e sanitização na indústria de carnes e derivados. São Paulo: Varela, p. 1-5. 2003.
Visualização da postagem 2.882
5 min leituraAo avaliarmos dados epidemiológicos da Secretaria de Vigilância em Saúde (SVS), pudemos constatar que cerca de 2,1% de casos envolvendo carnes bovinas “in natura”, processados e miúdos estavam envolvidos em […]