Entra em vigor hoje, dia 09 de outubro de 2023, uma das fases de maior impacto para o consumidor em relação às novas regras de rotulagem nutricional no Brasil.
Até esta data, somente novos alimentos precisavam estar de acordo com a norma RDC nº 429/2020, da Anvisa, que estabeleceu o sistema de rotulagem nutricional frontal, ou seja, as lupas pretas com a descrição “alto em”, que você provavelmente já está vendo nos supermercados. Mas a partir de 09 de outubro de 2023, todos os alimentos que já estavam em circulação nos supermercados também deverão se adequar. É importante salientar que alimentos produzidos até o dia 08 de outubro de 2023, que já se encontravam nos supermercados, poderão ser comercializados até o final do prazo de validade.
Após esta etapa faltarão apenas os alimentos produzidos por agricultor familiar, empreendimento econômico solidário, microempreendedor individual e agroindústria de pequeno porte, que terão até 08 de outubro de 2024 para a adequação, além das bebidas não alcoólicas comercializadas em embalagens retornáveis, que terão até 08 de outubro de 2025 para o fazer o ajuste.
Estamos em um momento decisivo na etapa de implementação da norma, justamente porque é o momento de educar o consumidor a respeito dessas novas fermentas. Para isso, é preciso informar as principais mudanças e como utilizá-las no momento da compra de um produto.
A lupa (rotulagem nutricional frontal)
Sempre que você ouvir falar de rotulagem nutricional frontal, estamos nos referindo à lupa “ALTO EM”, considerada a maior inovação da norma. Trata-se de um símbolo informativo na parte da frente, na metade superior do rótulo do alimento, cuja área é facilmente capturada pelo nosso olhar. A ideia é mostrar ao consumidor, de forma simples, o alto conteúdo de nutrientes que têm relevância para a saúde, tais como açúcar adicionado, sódio e gordura saturada.
Confira os modelos:
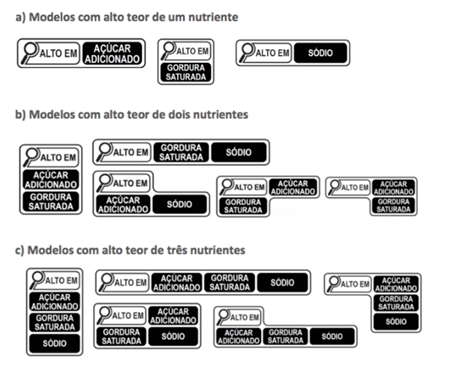
Fonte: site da Agência Nacional de Vigilância Sanitária – Anvisa
A tabela
Já conhecida pelos consumidores, a tabela de informação nutricional passou por mudanças significativas. A primeira delas é que a tabela passa a ter apenas letras 100% pretas e fundo 100% branco, facilitando a legibilidade das informações. Outra alteração na tabela é que passará a ser obrigatória a quantificação de açúcares totais, açúcares adicionados e também a declaração do valor energético e nutricional por 100 g ou 100 ml do alimento, para ajudar na comparação de produtos, além do número de porções por embalagem.
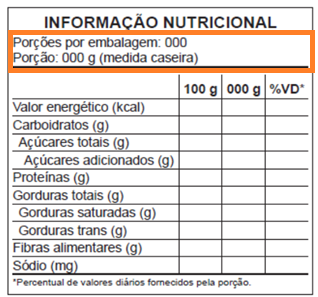
<—- De olho na tabela, você fica sabendo:
– O número de porções do alimento contidas na embalagem.
– A porção de referência, isto é, a porção de consumo equivalente em medida caseira (ex.: colher).
Essas informações são uma referência importante para orientar suas escolhas alimentares.
Fonte: Instrução Normativa N° 75, de 8 de outubro de 2020 – ANVISA
Medida Caseira
Por exemplo, no caso de salgadinho de milho, a porção de referência é de 25 g. Em medida caseira, isso equivale a uma xícara e meia de salgadinhos. Esse é apenas um exemplo que você pode encontrar: as porções e sua equivalência em medida caseira vão depender de cada produto e estarão indicadas na tabela nutricional do rótulo.
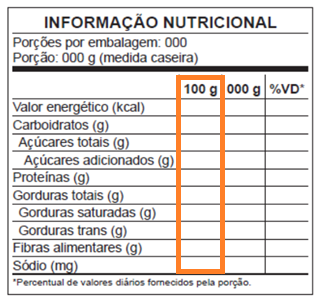
<—- De olho na tabela, você fica sabendo:
Valor energético e a lista de nutrientes de declaração obrigatória nas quantidades em 100 g e ou ml do alimento
Essa é uma indicação importante para que você possa comparar diferentes alimentos.
Fonte: Instrução Normativa N° 75, de 8 de outubro de 2020 – ANVISA
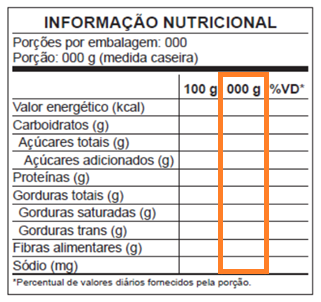
<—- De olho na tabela, você fica sabendo:
Valor energético e a lista de nutrientes de declaração obrigatória na porção do produto.
Fonte: Instrução Normativa N° 75, de 8 de outubro de 2020 – ANVISA
Porção
Na maionese, por exemplo, é muito difícil alguém comer 100 g de maionese de uma vez! Assim, essa medida da porção de referência permite uma visão mais clara para orientar o consumo no dia a dia.
- ALTO EM: Gordura Saturada (maior ou igual a 6 g por 100 g do produto)
- Porções por embalagem: 20 porções de referência
- Porção de referência: 12 g (1 colher de sopa)
O consumidor precisa saber como interpretar estas informações. Em produtos como a maionese, por exemplo, é provável que a maioria das marcas apresentem em seus rótulos a lupa ¨alto em gordura saturada¨, mas vale ressaltar que esta informação foi adicionada com base em 100 g de maionese. Mas pense bem, será que realmente alguém consome 100 g de maionese no momento de saborear um lanche? Neste caso, o ideal é olhar para a quantidade de gordura saturada na porção, que no caso da maionese, é de 12 g (1 colher de sopa). Outros exemplos semelhantes são a margarina, molhos prontos, adoçantes. Sendo assim, ressalto a importância de o consumidor buscar informações do significado de cada informação nutricional contida no rótulo, pois tão importante quanto verificar a indicação da lupa no rótulo, é olhar o tamanho da porção consumida.
Se para as pessoas com conhecimento técnico na área, inserir no rótulo todas estas informações foi e está sendo um desafio, imagine para o consumidor que não tem conhecimento técnico. Acredito que quanto mais informações forem publicadas de uma forma que o consumidor entenda, mais fácil será para que realmente estas ferramentas sejam úteis na escolha de alimentos mais saudáveis.
Resumo
Você já deve ter encontrado no supermercado um alimento com a nova rotulagem nutricional frontal, ou seja, a com a lupa “ALTO EM”. Esta indicação tem o objetivo de informar o consumidor sobre o alto teor de sódio, gordura saturada e ou açúcar adicionado por 100 g ou ml. O mais importante é que o símbolo ajuda a comparar diferentes alimentos e auxilia as escolhas alimentares.
Lilian Carezia é formada em Tecnologia em Alimentos, com especialização em Análise e Controle Químico. Atua como consultora na área de alimentos e bebidas e reside em Chapecó, SC
4 min leituraEntra em vigor hoje, dia 09 de outubro de 2023, uma das fases de maior impacto para o consumidor em relação às novas regras de rotulagem nutricional no Brasil. Até […]



 Um boletim informativo do Food Safety Information Council (
Um boletim informativo do Food Safety Information Council (