Tenho dois filhos que tiveram alergia/intolerância alimentar do nascimento até os 5 anos. Apesar de muitos cuidados, foram muitas idas ao pronto socorro. Se para mim essa fase passou, penso nas pessoas que têm esse tipo de problema e nas situações mais graves. Por isso, tenho o compromisso pessoal e profissional de ajudar as indústrias a fabricarem alimentos realmente seguros, por meio de soluções de limpeza realmente efetivas.
Antes de falar de produtos químicos, é preciso identificar os tipos de riscos e perigos de alergênicos. Tanto em fábricas grandes ou pequenas, sempre há o risco de contaminação cruzada. Vejam no blog o guia traduzido por Malagutti. Esse tipo de contaminação pode acontecer por resíduos de produtos alergênicos, resíduos de matérias-primas ou falta de higiene dos operadores.
As características químicas de alguns alergênicos, causas de intolerância e alimentos que podem contê-los são apresentadas de forma genérica, bem como as propriedades dos detergentes para limpeza úmida mais adequados para sua eliminação:

Figura 1 – Tabela de alergênicos e tipo de detergente
A higienização tem como objetivo a remoção de alergênicos, assim o detergente é o mais importante e não o desinfetante ou sanitizante. Lembrando que a limpeza de áreas com risco de contaminação precisa tanto de limpeza CIP como de limpeza externa, ou seja, de superfícies como pisos, paredes, teto e dos equipamentos.
Para se ter uma limpeza eficaz é preciso considerar o conjunto de variáveis do “ciclo de Sinner”. Além dos detergentes, temos que verificar a temperatura, tempo e a ação mecânica, sendo que essa é muito influenciada pelo projeto sanitário, que tem foco em facilidade de limpeza.

Figura 2 – Ciclo de Sinner
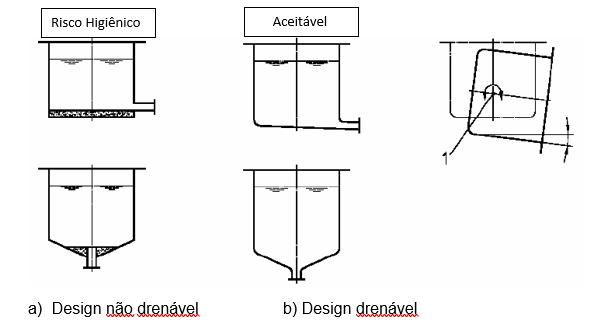
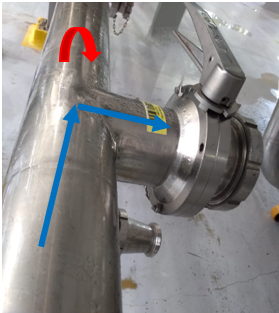
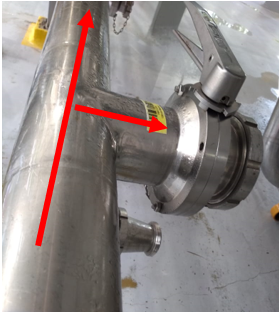
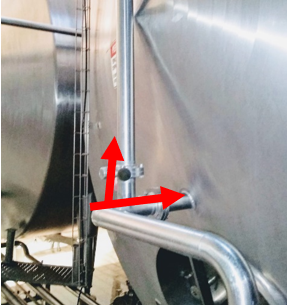
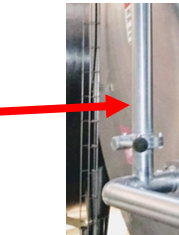
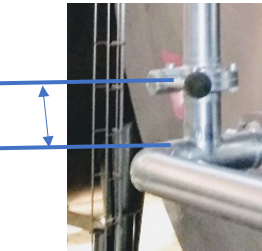
Vários cuidados com projeto sanitário para higienização tanto de tanques como de linhas são necessários. Sem esses cuidados, pode haver residual orgânico após a limpeza que pode se desprender na produção de outro alimento que não deveria conter esse alergênico.
As limpezas a seco são as mais complexas de garantir que todos os alergênicos foram removidos até níveis permitidos. Por isso, muitas vezes são definidas linhas de produção distintas com várias barreiras físicas para evitar a contaminação cruzada e monitoramento ambiental.
A conscientização dos operadores e manipuladores sobre a importância da não presença de alergênicos em qualquer área da fábrica é necessária e o treinamento deve ter base na RDC Nº 26, da Anvisa, de 02 de julho de 2015.
O procedimento de limpeza só pode ser aprovado após o processo de validação que deve ser estabelecido por repetição de situações críticas, análises específicas para os alergênicos e com resultados a níveis aceitáveis.
As definições do plano de higienização devem ser seguidas. Uma vez que o processo de limpeza tenha sido validado, um processo de verificação periódica deve ser planejado para verificar se os protocolos de limpeza que foram previamente validados estão sendo executados corretamente e se os resultados são os esperados.
Em ambos os casos, esses procedimentos de controle envolvem a inspeção visual das instalações e equipamentos de produção, bem como a análise de amostras de superfície e águas de enxágue para a presença de alérgenos.

Figura 3 – Exemplo de teste específico de alergênicos
Algumas técnicas comumente utilizadas para verificar a eficácia de higienização como ATP não são adequadas para alérgenos, por não terem resultados específicos reprovando inadequadamente, mas o pior são as aprovações inadequadas quando o residual pode estar acima dos limites para um ou mais alergênicos.
A flexibilidade de algumas indústrias de alimentos e bebidas em produzir alimentos com e sem alergênicos na mesma linha requer uma higienização industrial e pessoal muito rigorosa, que precisa ser analisada e validada com muito cuidado.
Veja outros posts sobre limpeza de equipamentos e alergênicos:
https://foodsafetybrazil.org/valvulas-borboletas-projeto-sanitario/
https://foodsafetybrazil.org/limpeza-tanques-alimentos-cuidados/
https://www.betelgeux.es/blog/2021/03/26/higiene-y-control-alergenos-produccion-de-alimentos/
https://foodsafetybrazil.org/guia-2021-alergenicos-inesperados-em-alimentos-traduzido/
Referência
Jackson, L.S. et al. (2008). Cleaning and other control and validation strategies to prevent allergen cross-contact in food processing operations – A review. Journal of Food Protection. 71: 445–458
3 min leituraTenho dois filhos que tiveram alergia/intolerância alimentar do nascimento até os 5 anos. Apesar de muitos cuidados, foram muitas idas ao pronto socorro. Se para mim essa fase passou, penso […]