Esse post é baseado na palestra do Fernando Ubarana (Nestlé) em 27/04/16 no ITAL, com enfoque nas dificuldades e nova realidade para indústria de alimentos com relação ao SGSA e seu uso estratégico de recursos em tempos de “vacas magras”, com impacto na avaliação de gestão de recursos, o item 6.1 da ISO 22.000 e alinhado com a versão da ISO 9001:15 sobre contextos interno e externo, demonstrando melhor necessidade de recursos, ou seja, mapear riscos, visualizar oportunidades e implantar medidas proporcionais, destrinchadas e desdobradas nos planejamentos estratégicos, pois os orçamentos atualmente passam por restrições, nesse péssimo cenário econômico.
O palestrante relembrou que no passado recente houve a dificuldade de migração da ISO 22.000 para o esquema FSSC 22.000 devido aos GAPs levantados para os PPRs, diagnosticados por pré-auditoria e contextualizou com o atual cenário de gestão riscos, comparativo com o Projeto “Light House”, que trata de um estudo de caso com a filosofia de lidar com a melhoria contínua com poucos recursos em época de crise, na qual estamos inseridos, pois a indústria de alimentos em 2015 teve queda de 8,3%, sendo o pior desempenho desde 2003. Assim, houve o refinamento das leis para avaliação de riscos, perante a percepção do consumidor, que é o maior bem de qualquer empresa.
Foram citados dois casos, um clássico americano, que foi inclusive o embrião do FSMA, o caso da PCA com amendoim contaminado por Salmonella gerando 9 mortes e os executivos condenados há 28 anos de prisão, apesar da empresa ser certificada AIB (instituto Americano de Panificação) no mais alto nível, algo emblemático por assegurar risco zero para Food Safety, assim levando ao questionamento sobre a qualificação do auditor e a empresa foi finada. No segundo caso, uma empresa nacional com contaminação ambiental de Salmonella devido infiltração por falha de zoneamento de higiene, devido a água do telhado onde haviam pássaros, ou seja, avaliando o contexto, “a goteira é importante!” e deve haver seleção de indicadores de linha e de ambientes, incluindo externos.
Na avaliação de contextos, deve-se entender o que é importante para vários níveis, como é para SST, onde abordam mortes, acidentes e comportamentos. Igualmente para SGSA os cabelos e plásticos são importantes por que há reclamações, tem históricos mesmo nos concorrentes. No dia-a-dia da operação há controles para a cultura de gestão de riscos? As dificuldades passam por melhorias de ambientes complexos com variações de budget, transformação do conhecimento, provocando revolução e não apenas treinamento e preparação para auditorias todos os dias, para serem brilhantes no básico e melhores em Food Safety?
Junto a ESA, incluir o gerente fabril para priorizar as ações amarradas ao budget com priorização (urgência X importância X benefícios X esforços), construir competências em todos os níveis (formar multiplicadores para todos os temas: Gestão SGSA, PPRs, HACCP, perigos nutricionais, zoneamento, embalagens, materiais estranhos, detecção de metais, engenharia higiênica, controle de pragas, satinização, etc.), desenvolver PPR e Gestão e chegar “o estado da arte” com o Gerenciamento de Mudanças.
Organização deve ser competente para entender o conhecimento dos riscos, não é apenas treinamento, onde se desenvolve competências mínimas e ações, de modo dinâmico e sustentável, como, por exemplo, relacionamentos, experiências e visitas à linha fabril para visualização dos cantos mortos, propondo a identificação de GAPs por abrangência, escalonando os problemas com as ferramentas da Qualidade, conhecidas amplamente, e definindo formas de resoluções na rotina, como os “5Porquês?”.
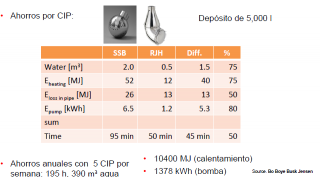
Sobre Gerenciamento de Mudanças devem focar o que “aconteceu lá fora” com os cases de contaminações por sanitizantes em bebidas, uma vez que, o risco de contaminação química é maior se comparar processos manuais e os instalados nas válvulas à prova de misturas, as mixproof, envolvendo na avaliação as áreas de Qualidade, Food Safety, Saúde, Segurança do Trabalho e Meio Ambiente, pela complexidade dos controles. Afinal, os novos projetos onde direcionamos os recursos (dados têm que ter números) demonstram que é melhor possuir a válvula instalada, do que afetar a imagem da empresa, que não é mensurável.
Diante disso, a priorização é essencial para a fábrica ideal com uso de ferramentas claras, organização competente para implantação de projetos de melhorias contínuas mediante requisitos novos, como, por exemplo, acrilamida, com liderança treinada em cima de KPIs para atendimento aos números mostrados ao SGSA.
3 min leituraEsse post é baseado na palestra do Fernando Ubarana (Nestlé) em 27/04/16 no ITAL, com enfoque nas dificuldades e nova realidade para indústria de alimentos com relação ao SGSA e […]