O monitoramento ambiental é essencial na fabricação de alimentos para animais de estimação, pois permite identificar potenciais riscos de contaminação por patógenos como Salmonella e Listeria monocytogenes. Ele funciona como uma verificação contínua da eficácia dos controles de patógenos implementados na unidade, contribuindo para a segurança do produto, a proteção da marca e a preservação da saúde das pessoas.
Na fabricação de alimentos para animais de estimação, ameaças invisíveis podem se esconder da vista de todos. Por exemplo, a poeira de um misturador, resíduos em uma esteira transportadora ou umidade perto de uma linha de embalagem podem facilmente criar condições ideais para a persistência de Salmonella e Listeria. Diante desse risco, um programa de monitoramento ambiental, quando implementado adequadamente, atua identificando possíveis fontes de contaminação e mitigando-as de forma proativa, garantindo a segurança dos animais de estimação e das pessoas. Além disso, esse monitoramento contribui para manter a integridade da marca em todos os lotes de produção.
O que significa monitoramento ambiental
Um programa de monitoramento ambiental inclui a coleta de amostras de patógenos e/ou indicadores, conforme apropriado, para detectar riscos nas condições sanitárias dos ambientes de fabricação dos alimentos.
De acordo com o Código de Segurança de Alimentos SQF para Fabricação, o monitoramento ambiental é uma atividade de verificação fundamental que demonstra o controle contínuo do ambiente das instalações. Os dados produzidos ajudam as instalações a avaliar os controles de patógenos, identificar pontos sensíveis e tomar ações corretivas antes que a contaminação atinja o produto acabado.
Por que as fábricas de alimentos para animais enfrentam riscos únicos
Os fabricantes de alimentos para animais de estimação operam em ambientes que combinam processamento de baixa umidade com ingredientes ricos em proteínas, o que cria um cenário desafiador mesmo para instalações bem controladas. Embora a baixa atividade de água seja frequentemente associada à estabilidade, isso não garante por si só a segurança microbiológica. Na prática, a Salmonella pode entrar em um estado de elevada tolerância, dificultando sua inativação térmica e sobrevivendo por meses em frestas de equipamentos, poeira acumulada em cantos ou até ralos de piso. Somado a isso, como muitas linhas de produção incluem etapas de manuseio pós-tratamento térmico — como corte ou embalagem —, as instalações devem redobrar a atenção para evitar a contaminação cruzada. Nesse contexto, um programa eficaz de monitoramento ambiental atua justamente para preencher essa lacuna, oferecendo sinais antecipados de que algo no ambiente mudou e requer intervenção imediata.
Da descoberta à prevenção
Um programa de monitoramento ambiental nunca deve ser interpretado como um teste de “aprovação ou reprovação”. Pelo contrário, encontrar resultados positivos não representa uma falha, mas sim um valioso feedback. Isso porque resultados positivos indicam que o sistema é sensível o suficiente para detectar riscos e que a unidade está tomando decisões com base em dados, e não em suposições.
Diante de um resultado positivo, o objetivo é conduzir uma investigação metódica para:
-
Identificar onde e por que a contaminação ocorreu;
-
Expandir a amostragem na zona afetada;
-
Higienizar e verificar a eficácia das ações;
-
Analisar os resultados para prevenir recorrências.
Em conjunto, essas ações reforçam a mentalidade de melhoria contínua prevista no Código SQF e fortalecem uma cultura positiva de segurança de alimentos, na qual o foco permanece na prevenção — e não na busca por culpados.
O que os auditores esperam
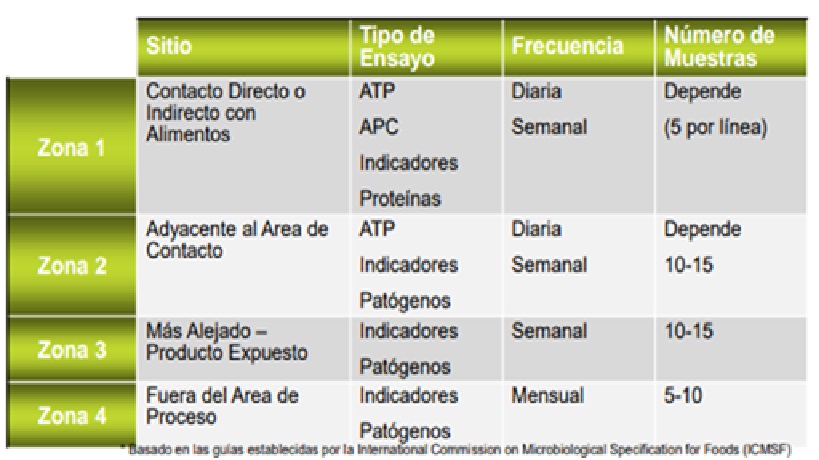
Os auditores procuram programas que sejam documentados, baseados em riscos e revisados rotineiramente pela gestão da equipe de segurança de alimentos. Além disso, eles esperam ver planos de amostragem que abordem diferentes zonas (de áreas de contato com o produto a áreas sem contato), frequência de testes consistente e tendências de dados ao longo do tempo. Mais do que isso, os auditores buscam evidências de aprendizado, provas de que a unidade age, verifica e se adapta com base nos resultados encontrados no monitoramento ambiental.
Como começar
Independentemente de sua unidade já ter um Programa de Monitoramento Ambiental ou estar apenas desenvolvendo um, o segredo está na estrutura do plano: ter zonas bem definidas, um cronograma de amostragem realista e procedimentos claros de ações corretivas. A consistência gera confiança, tanto na sua equipe quanto no seu auditor e nos seus clientes.
Quer fazer uma autoavaliação e estar preparado para sua próxima auditoria?
Você tem certeza de que suas práticas de fabricação de alimentos para animais de estimação atendem aos padrões atuais do setor?
O SQF oferece uma ferramenta gratuita para auxiliá-lo nessa avaliação. Preencha o quadro de pontuação gratuito para fabricação de alimentos para animais de estimação para obter uma visão clara da situação atual da sua empresa e do que você deve focar a seguir.
Ao preencher o quadro de pontuação, você:
- Identifica lacunas ocultas: desde boas práticas de fabricação até preparação para emergências. Você identificará rapidamente as áreas que precisam de atenção para não ser pego de surpresa.
- Reduz o risco, ganha confiança: uma pontuação alta significa que você está mais bem preparado para proteger a saúde dos animais de estimação, a reputação da sua marca e seus resultados financeiros.
- Acessa recursos adicionais: depois de preencher o quadro de pontuação, você terá acesso a ferramentas adicionais, como relatórios do setor, listas de verificação e guias, para que você não apenas saiba o que precisa fazer, mas também tenha os recursos para fazê-lo.
Inicie agora a elaboração ou revisão do seu Programa de Monitoramento Ambiental com as dicas deste post!
Este post foi originalmente publicado (em inglês) no blog do SQFI, em novembro de 2025, e teve excelente repercussão. Por isso, preparei esta tradução para disponibilizá-lo também à comunidade brasileira no blog Food Safety Brazil.
4 min leituraO monitoramento ambiental é essencial na fabricação de alimentos para animais de estimação, pois permite identificar potenciais riscos de contaminação por patógenos como Salmonella e Listeria monocytogenes. Ele funciona como […]