5 min leituraAinda hoje, as DTHA – doenças de transmissão hídrica e por alimentos -, matam mais de 400 mil e adoecem 30 milhões de pessoas por ano em todo o mundo1. A produção, o preparo e o consumo dos alimentos estão intimamente ligados à saúde humana e a saúde do planeta. Dois terços das doenças infecciosas emergentes resultam de zoonoses e, além disso, algumas práticas da produção de alimentos, principalmente na cadeia primária, podem contribuir com a resistência aos antimicrobianos e dissipação de patógenos2,3.
Adicionado a essa problemática, temos o fato de que uma simples refeição cotidiana pode ter matérias-primas vindas de diferentes países, com diferentes práticas de food safety. A globalização das cadeias de produção tem criado condições favoráveis para a emergência, reemergência e distribuição de patógenos oriundos dos alimentos e tem criado uma barreira adicional ao já difícil desafio de detecção/identificação e efetiva resposta às ameaças à saúde que o consumo de alimentos não seguros pode oferecer3.
Apesar da existência de inúmeros métodos diagnósticos e do avanço da tecnologia a serviço da Microbiologia de Alimentos, nós voltamos aos mesmos problemas. Por um lado, o que temos em mãos é uma cadeia de produção de domínio global, heterogênea, porém necessária para suprir a demanda alimentar ao redor do mundo. De outro, temos o fato de que a maioria das doenças de transmissão hídrica e alimentar são preveníveis4. Olhando para essa balança e levando em consideração que a saúde animal, humana e do ambiente estão conectadas, é necessário o estabelecimento de um novo paradigma: um que mude de uma abordagem reativa para uma antecipatória, proativa e que considere a interconectividade entre múltiplos setores – uma abordagem baseada no conceito de One Health ou “Saúde Única”.

Sob a ótica da abordagem One Health, de acordo com a OMS, para a promoção da “Saúde Única” é preciso fortalecer a avaliação, gestão e comunicação de risco na área de Food Safety5. Portanto, a obtenção de informações sobre os perigos em toda a cadeia, de forma global e local, é essencial para alcançar o desenvolvimento integrado e a implementação de opções de gestão com base no risco5. Entretanto, hoje, dentro de uma indústria, estamos lidando com problemas complexos, onde reservatórios e dinâmicas de sobrevivência dos micro-organismos estão mudando e, muitas vezes, contrariando o que tradicionalmente foi estabelecido como conhecimento a respeito deles. Fatos como estes desafiam não somente a capacidade da Microbiologia como ciência de controlar esses agentes e garantir alimentos seguros, como também a forma com que podemos promover a saúde dialogando com a realidade da cadeia de produção de alimentos, sem desconsiderar seus aspectos econômicos e de real aplicabilidade5.
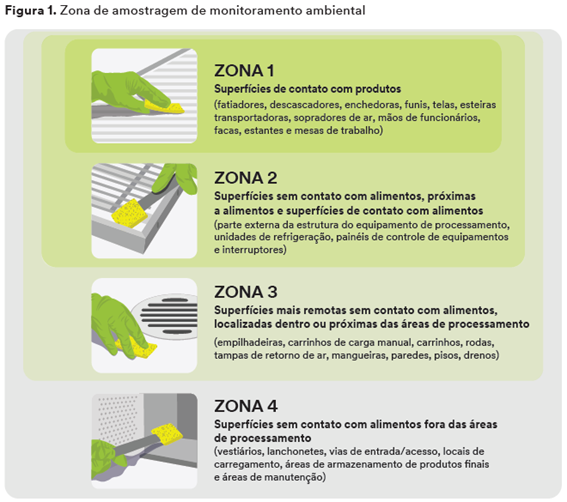
Nesse sentido, de forma prática e do ponto de vista microbiológico, podemos considerar como ferramentas importantes da abordagem One Health: o monitoramento ambiental, monitoramento de prevalência e carga microbiana patogênica, além de manejo e comunicação de dados por toda a cadeia, incluindo saúde animal3.
One Health approach na prática
Teoricamente, todas essas ferramentas citadas já são conhecidas e sabemos que existem diferentes tecnologias que teoricamente nos permitem aplicá-las com excelência. Entretanto, a realidade dos ambientes de produção de alimentos no Brasil demanda que os métodos sejam ajustados a todas as suas peculiaridades e factíveis ao cenário real de produção.
Sempre alinhada com as necessidades da indústria e movida pelo compromisso com a Saúde Pública, a Hygiena traz soluções que contribuem para a atuação preditiva, identificação de riscos e tomada de decisão por toda a cadeia de produção de alimentos, do campo à mesa:
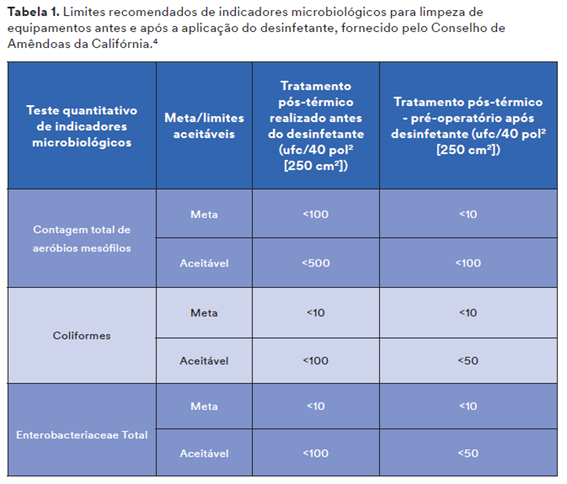
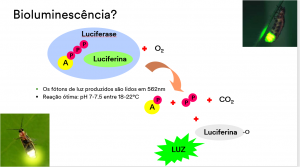
– No que tange ao monitoramento ambiental, além do tradicional teste de ATP generalista, a tecnologia da bioluminescência, desde que aliada a outros componentes enzimáticos específicos, consegue nos entregar resultados quantitativos e em Unidades Formadoras de Colônia (UFC) para micro-organismos indicadores – Enterobacteriaceae, Contagem Total, Coliformes & E. coli – entre 6 e 8h. A linha MicroSnap oferece respostas acuradas, através de metodologia validada pela AOAC que pode ajudar no estabelecimento e monitoramento de pontos críticos por todo o processo de produção, na caracterização da “house-flora” e, até mesmo, em um maior controle do uso de sanitizantes e produtos aplicados para redução química de contaminantes.
– Direcionando o foco para monitoramento de patógenos, no controle ambiental, o ideal é a aplicação de ferramentas analíticas de fácil manejo e rápida resposta. Pensando que o objetivo é a localização de prováveis fontes de contaminação no processo, é possível lançar mão de metodologias de screening, que utilizam, por exemplo, substratos cromogênicos e fluorescentes para rápida triagem de superfícies e avaliação da limpeza. A linha InSite da Hygiena, entrega resultados para Salmonella e Listeria spp./ Listeria monocytogenes em até 48h, em uma única etapa, necessitando de quase nenhuma estrutura de laboratório e com performance comprovada pela AOAC.
Além disso, um grande aliado no processo de monitoramento de patógenos é o estabelecimento de carga microbiana em adição ao teste de prevalência, seja no ambiente (de produção ou criação animal) ou no produto acabado. O uso de ferramentas quantitativas, como o SalQuant BAX Hygiena, fornece dados para entender onde a contaminação se iniciou, quais são as fontes de entradas de contaminantes no processo, qual a predição de contaminação no produto final, além de auxiliar de uma maneira geral, no planejamento da intervenção química e física para redução de patógenos dentro do ambiente de produção. Se aplicada de forma integrada com os demais tipos de monitoramento, a quantificação de patógenos é peça fundamental para a construção de “biomapas” microbianos, que auxiliam no estabelecimento assertivo de parâmetros de controle e asseguram a liberação de alimentos mais seguros6.
Por fim, a moderna abordagem One Health demanda a capacidade não só de realizar testes, mas de manejar dados e ser capaz de comunicá-los entre os diferentes setores de forma fácil. A SureTred Cloud, ambiente em nuvem para gestão de dados da Hygiena, possibilita compilar todos os resultados em um único local, com interface em tempo real e acesso hierarquizado para proteção de dados da empresa. A ferramenta oferece geração de gráficos, relatórios, estabelecimento de tendências, manejo de diferentes equipamentos e plantas de produção, além de conectividade com sistemas LIMS.

Trabalho tripartite
A Hygiena é uma empresa com mais de 20 anos de história, desenvolvendo soluções inovadoras para o mercado de Food Safety, sempre em parceria com a indústria e a comunidade acadêmica. Acreditamos que somente a ação conjunta entre os setores e o fortalecimento da Cultura Food Safety podem nos conduzir, efetivamente, para a conquista da Saúde Única. Entre em contato conosco, queremos saber como podemos ajudar!
Lauane Gonçalves de Araújo é bióloga formada pela UNESP (Botucatu-SP), especialista em Microbiologia em Saúde Pública pelo Instituto Adolfo Lutz, mestre e doutoranda em Infectologia Molecular e Microbiologia pela UNICAMP. Atuou em laboratórios de Saúde Pública e microbiologia clínica, bem como é assessora técnica e líder de Serviços Técnicos em empresas do mercado de food safety. Atualmente, é especialista de suporte técnico na Hygiena, responsável pelo atendimento técnico-científico de contas-chave, treinamentos, palestras e atividades educacionais e estratégicas da empresa.
Referências
1. 1. WHO. World Health Organization. Estimates of global burden of foodborne diseases. 2019.
2. 2. Wielinga PR, Schlundt J. Food Safety: at the center of a One Health approach for combating zoonoses. Curr Top Microbiol Immunol. 2013;366:3-17. doi: 10.1007/82_2012_238.
3. 3. Institute of Medicine. 2012. Improving Food Safety Through a One Health Approach: Workshop Summary. Washington, DC: The National Academies Press. https://doi.org/10.17226/13423.
4. 4. WHO. World Health Organization. Global strategy for food safety 2022–2030: towards stronger food safety systems and global cooperation.
5. 5. FAO, UNEP, WHO, and WOAH. 2022. One Health Joint Plan of Action (2022–2026). Working together for the health of humans, animals, plants and the environment. Rome. https://doi.org/10.4060/cc2289en.
6. 6. Vargas DA, Rodríguez KM, Betancourt-Barszcz GK, Ajcet-Reyes MI, Dogan OB, Randazzo E, Sánchez-Plata MX, Brashears MM, Miller MF. Bio-Mapping of Microbial Indicators to Establish Statistical Process Control Parameters in a Commercial Beef Processing Facility. Foods. 2022 Apr 14;11(8):1133. doi: 10.3390/foods11081133.
5 min leituraAinda hoje, as DTHA – doenças de transmissão hídrica e por alimentos -, matam mais de 400 mil e adoecem 30 milhões de pessoas por ano em todo o mundo1. […]