4 min leituraO objetivo do Programa de Monitoramento Ambiental de Patógenos da instalação é prevenir uma potencial contaminação cruzada microbiana de materiais e produtos provenientes de outros materiais ou ambiente. O programa é baseado nas barreiras, procedimentos de limpeza, práticas dos empregados e controle de circulação das pessoas, equipamentos e materiais necessários para prevenir os produtos de potenciais perigos microbiológicos provenientes do ambiente de fabricação e seus arredores, assegurando que existem controles apropriados para a proteção dos produtos, matérias-primas, materiais de embalagem durante o seu transporte de uma área para outra na instalação e a proteção do ambiente de processo, onde produtos e materiais expostos podem ser contaminados pelas áreas de maior risco das instalações.
Controles de Zoneamento Higiênico devem focar as áreas de interface e de circulação onde há mudança de perfil microbiológico, como entre produto cozido e produto cru, ou seja, variando de acordo com o tipo de produto, desenho do processo de instalação e fluxograma do processo. Deve-se realizar a avaliação de susceptibilidade do produto a potencial contaminação cruzada de fontes de patógenos ou não patógenos.
Uma avaliação de risco inicial documentada deve ser conduzida e revisada quando houver uma nova instalação e/ou nova linha, novos processos, ou adição de nova instalação, em conjunto com os requerimentos de avaliação e verificação para indicar as diferentes zonas.
A avaliação de risco deve incluir a movimentação do ar, pessoas, equipamentos e materiais, durante o recebimento, armazenamento, processamento e embalagem de produtos, resíduos, ou seja, os controles adequados devem ser identificados e implementados para endereçar riscos e prevenir a contaminação cruzada.
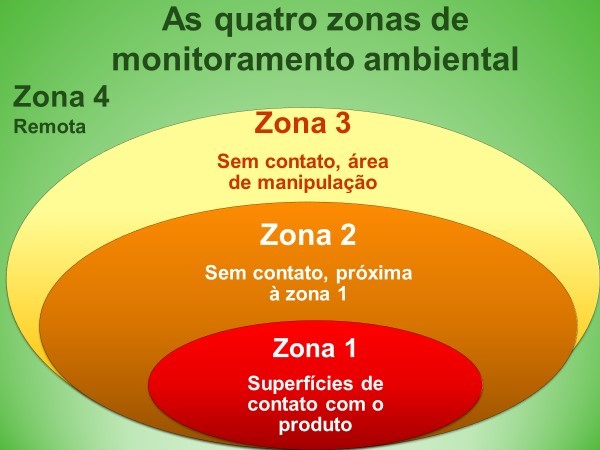
Recomenda-se uma classificação por áreas, além de identificar e implementar os controles necessários para prevenir a contaminação do produto durante a sua movimentação e se uma área de fabricação adjacente ou a sala adjacente representa potencial contaminação cruzada para o produto:
– Zona 1 (alto controle): produtos que podem suportar o crescimento de patógenos e podem ser expostos ao ambiente e/ou operadores. Dependendo do produto, práticas adicionais de Boas Práticas de Fabricação, como os pedilúvios/vestimentas podem ser exigidas e requerimentos de desenho sanitário mais restritos para equipamentos/ construção; práticas de produção, tais como políticas de papelão, de madeira, de fluidos corpóreos, etc. Exemplos de locais a amostrar.: correias transportadoras e raspadores, mesas, tanques, utensílios, bombas, válvulas, trituradores, cubetadora, embutideira, embaladora, prateleiras de transportes, bandejas, balanças, resfriadores, mesas descascadoras, funis, estruturas aéreas inclinadas para formação de condensações sobre a superfície de contato com produtos.
– Zona 2 (área controlada): produto de baixa para média susceptibilidade, o qual pode ser exposto para o ambiente e operadores. As boas práticas de fabricação estão implementadas e os requerimentos de ar devem ser seguidos. Exemplos da amostragem: exterior de equipamentos sem contato com alimentos, painéis de controle, laterais de balanças de pesagens, outras áreas com interação entre homens e equipamentos.
– Zona 3 (Cru/ Zona de Processo Limitado): áreas como de estocagem e armazenamento de produto cru, áreas de preparação de produto, áreas de resíduos/reciclagem, banheiros (quando na área de produção), acesso ao telhado e saídas de emergência para e do processamento que podem ser um risco e as boas práticas de fabricação devem estar implementadas. Exemplos da amostragem: pisos, paredes, refrigeradores, ralos, tapetes sanitários, portas, empilhadeiras, estações de lavagens de mãos, utensílios de limpezas.
– Zona 4 (sem produtos abertos em áreas não produtivas): salas de utilidades, escritórios, refeitórios, vestiários, laboratórios, armazéns, devem atender requerimentos de higiene básicos, armários de funcionários, corredores.
Dentre os controle de potencial de contaminação cruzada podemos ilustrar:
- controle de tráfego ou separação por distâncias entre as zonas;
- acesso restrito para áreas de produtos microbiologicamente sensíveis para empregados que não estão trabalhando na área, visitantes, dentre outros;
- estações de lavagem de mãos, pedilúvios, roupas adicionais nessas áreas de riscos;
- restringir pessoas e equipamentos no padrão de tráfego entre zona cru e outras partes da instalação;
- uso de ferramentas (da operação, sanitização e manutenção) e equipamentos codificados e / ou designados para áreas de zona de produto microbiologicamente sensível ou programas de limpeza adequados para ferramentas usadas em múltiplas áreas;
- filtração e pressão/ fluxo do ar ambiente adequado para proteger contra microorganismos relevantes;
- prevenção da entrada e saída da área externa para área de produção, entre outros.
Além dos controles acima, ainda se faz necessário revisar o programa em combinação com o APPCC, inspeções de rotina pré-operacionais e operacionais, auditorias de BPF, manutenção de equipamentos e ferramentas, revisão de sanitização/ testes ambientais e validação e/ou quando ocorrer uma alteração maior na infraestrutura, processo ou produto ou até mesmo fornecedores, principalmente se importarem de países considerados “corruptos” pelo guia de transparência de corrupção publicado em 21/02/18.

O blog Food Safety Brazil já publicou outros posts abordando este tema e você pode consultá-los clicando nos links abaixo:
https://foodsafetybrazil.org/por-que-analisar-patogenos-fora-da-area-de-contato-com-alimentos/
https://foodsafetybrazil.org/quais-microrganismos-devo-considerar-no-plano-de-monitoramento-ambiental/
https://foodsafetybrazil.org/controle-de-patogenos-em-ambiente-x-projeto-sanitario/
Finalizando, desejamos um bom Programa de Zoneamento Higiênico a vocês, caros profissionais das indústrias alimentícias!
4 min leituraO objetivo do Programa de Monitoramento Ambiental de Patógenos da instalação é prevenir uma potencial contaminação cruzada microbiana de materiais e produtos provenientes de outros materiais ou ambiente. O programa […]