Nesta última postagem da série, vamos abordar os 7 princípios da metodologia proposta pela norma da ABNT para APPCC NBR 17183:2024.
A primeira postagem, sobre elementos introdutórios e etapas preparatórias da organização para implementar o APPCC, pode ser acessada aqui. A segunda, sobre as 5 etapas preliminares, está aqui.
Princípio 1 (Etapa 6) – Análise de perigos
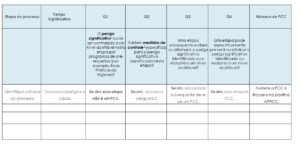
É definida a necessidade de uma análise de perigos documentada, com base no fluxograma e outros dados técnicos levantados pela equipe. Essa etapa divide-se em três subetapas, sendo a primeira a “identificação dos perigos associados a cada passo do processo e das medidas de controle a estes perigos”. Para isso, a equipe deve considerar as etapas de processo do fluxograma, ingredientes e materiais de contato, para identificar os perigos biológicos, químicos e físicos que podem ser previstos ou aumentar até um nível inaceitável. Também deve ser estabelecido o nível aceitável para cada perigo.
A etapa seguinte, de “avaliação de perigos,” consiste em determinar se a eliminação, redução ou prevenção do perigo é essencial e se, portanto, este deve ser considerado no plano APPCC. A norma define que essa avaliação deve ser feita conforme o “risco, considerando a severidade de seus efeitos adversos para a saúde e a probabilidade de sua ocorrência. Similar à ISO 22000:2018, o termo “perigo significativo” é empregado na subetapa seguinte
Por fim, na “determinação das medidas de controle”, deve-se determinar as medidas de controle para prevenir, eliminar ou reduzir os perigos significativos. É prevista a possibilidade de uso de mais de uma medida de controle para o mesmo perigo, um perigo ser controlado por mais de uma medida de controle ou a necessidade de mudanças no processo. Devem ser apresentadas as justificativas de inclusão ou exclusão de um perigo potencial.
Princípio 2 (Etapa 7) – Determinação dos prontos críticos de controle
Para determinação dos PCC, a norma cita a possibilidade de uso de uma árvore decisória ou outra ferramenta equivalente. No Anexo C são disponibilizados 2 modelos de árvores decisórias.
Para registro das etapas 6 e 7 é disponibilizado um modelo de formulário no Anexo A.
Princípio 3 (Etapa 8) – Estabelecer os limites críticos e as tolerâncias para cada PCC
Para cada PCC, a equipe APPCC deve definir e documentar os parâmetros e justificativas dos limites críticos. É recomendado que sejam escolhidos limites que possam ser medidos de forma rápida e fácil e, no caso de serem baseados em dados subjetivos (ex. avaliação visual, análise sensorial etc.) deve haver instruções, especificações e capacitações documentadas.
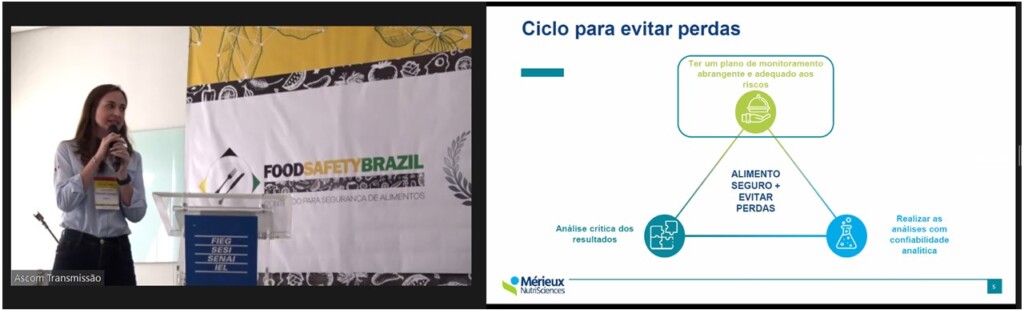
Princípio 4 (Etapa 9) – Estabelecer um sistema de monitoramento para cada PCC
Para cada PCC, deve ser estabelecido, mantido e documentado um sistema de monitoramento pela equipe APPCC, de forma que qualquer desvio seja detectado a tempo de controlar os perigos. Devem ser considerados fatores como: adequação do sistema de monitoramento ao respectivo limite crítico; responsável com conhecimento, treinamento e autoridade para tomada de ações corretivas, que deve assinar ou endossar os registros gerados; frequência de monitoramento, com considerações sobre processos contínuos ou não; descrição no caso de monitoramento por medições ou observações. Assim como no Codex Alimentarius, são fornecidas orientações sobre análise de tendência para detectar desvios do limite crítico antes que estes ocorram.
No Anexo B é fornecido um exemplo de formulário para determinação do monitoramento de um PCC.
Princípio 5 (Etapa 10) – Estabelecimento de correções e/ou ações corretivas
A equipe APPCC deve estabelecer um procedimento documentado para as correções no caso de desvio de cada PCC e, caso necessário, para tomada de ações corretivas, com indicação de responsabilidades pela disposição do produto inseguro ou inadequado e registros. Outras orientações são dadas sobre registros das ações, práticas na tomada de ação corretiva, análise de eficácia e necessidade de retirada se necessário.
Princípio 6 (Etapa 11) – Estabelecer procedimentos de validação, verificação e revisão
Validação: as medidas de controle para os perigos significativos devem ser validadas antes de sua implementação e após mudanças. Se necessário, as medidas devem ser modificadas e reavaliadas. Deve ser mantida documentada a metodologia e evidências da validação. A sistemática indicada é similar à da ISO22000:2018. Também é mencionada a possibilidade de uso dos guias de validação do Codex Alimentarius.
Verificação: deve-se estabelecer um sistema de verificação que especifique os métodos, frequência, responsáveis e dados para todos os procedimentos de APPCC, incluindo registros de monitoramento e ações corretivas. São indicadas verificações que devem ser realizadas regularmente e a necessidade de manter registros dessas atividades.
Revisão do sistema APPCC: a alta direção deve assegurar a revisão do sistema APPCC, com base em um cronograma e entradas mínimas, com finalidade de avaliar sua eficácia e identificar melhorias. Não é indicada uma frequência mínima obrigatória, porém indica-se a necessidade de revisão completa no caso de falhas maiores nas atividades de verificação. Os resultados das revisões devem ser incorporados nos processos e devem ser mantidos registros das atividades de verificação.
Procedimento de verificação: verificação a ser realizada após a implementação do sistema APPCC, para garantir seu funcionamento efetivo, bem como revisões periódicas ou no caso de alterações. São indicadas metodologias e exemplos de verificações que devem ser realizados, bem como considerações sobre responsabilidades e frequência.
Princípio 7 (Etapa 12) – Estabelecer procedimento de conservação de registros e documentação
São determinados controles que a organização deve estabelecer e manter para controle da documentação, como acesso à informação, responsabilidades por modificação e aprovação, distribuição de cópias e controle de obsoletos; bem como de registros relacionados ao APPCC, como tempo de retenção de no mínimo a vida útil do produto e disponibilização para verificação por auditorias ou autoridades. São indicados os registros mínimos que devem ser mantidos.
Nessa série de postagens foi abordada a metodologia definida na norma da ABNT para APPCC NBR 17183:2024, sendo possível observar similaridades e diferenças entre as metodologias definidas no Codex Alimentarius e na ISO 22000:2018.
Imagem em destaque gerada por IA
4 min leituraNesta última postagem da série, vamos abordar os 7 princípios da metodologia proposta pela norma da ABNT para APPCC NBR 17183:2024. A primeira postagem, sobre elementos introdutórios e etapas preparatórias […]